Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Inhaltsverzeichnis Aufgabenstellung Zeitplan Ishikawa-Diagramm
Pareto-Diagramm Morphologischer Kasten Prozess-FMEA Konstruktion Kostenrechnung

2
Aufgabenstellung

3
Aufgabenstellung Die Firma Röder Präzision GmbH aus Egelsbach hat uns beauftragt eine Universalvorrichtung zu planen und zu konstruieren. Die Vorrichtung soll für die Aufnahme verschiedene Werkzeuge, wie Schneidvorrichtung oder Fräser geeignet sein. -Vorlagen auszuschneiden -Konturen auszufräsen -Bohrungen anzubringen Es wird eine elektrische Steuerung, sowie mechanische Ausführungskomponente benötigt, die es erlaubt, die Vorrichtung in den Achsen x, y, z zu bewegen. Dies soll unter Berücksichtigung von thermischer Belastung, Fräswerkzeug, Schneidwerkzeug sowie Eigengewicht der Vorrichtung als auch Staub- und Metallpartikelbildung verwirklicht werden. Es wird auch ein Untergestell benötigt, auf dem eine Arbeitsplattform als Auflage für die zu bearbeitenden Platten geführt wird, welche sich in x-Achsrichtung bewegt. Über die Plattform eine Traverse die sich in y-Richtung sowie in z-Achsrichtung bewegen lässt. Die Verstellung soll durch elektrische Stellmotore über Spindel oder andere geeignete Verbindungen erfolgen. Die Gesamtkosten sollen zwischen € € betragen.

4
Zeitplan

5
Sommer 2007 Ostern 2007 Herbst 2007 EURO-TEC 2007 Ferien
Zeitdiagramm 2007 KW 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 1. Beratung 2. Recherchen 3. auswertung 4. Morphologischer Kasten 5. Konstruktion 6. Vorbereitung Der Zwischen- präsentation Sommer 2007 Ostern 2007 Herbst 2007 EURO-TEC Ferien gebrauchte Zeit geplante Zeit

6
Weihnachten 2007/2008 Ostern 2008 Herbst 2008 EURO-TEC Zeitdiagramm
KW 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 1. Ziele setzen 2. Ziele festlegen, Aufgaben Abgrenzen 3. Ideale Lösungen 4. Daten sammeln und Lösungen Entwickeln 5. Optimale Lösung Auswählen 6. Lösungen Einführen, optimieren Sommer 2008 Ostern 2008 Herbst 2008 Weihnachten 2007/2008 EURO-TEC Ferien gebrauchte Zeit geplante Zeit

7
EURO-TEC Zeitdiagramm 2008 Ferien gebrauchte Zeit geplante Zeit KW
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 1. Ziele setzen 2. Ziele festlegen, Aufgaben Abgrenzen EURO-TEC Ferien gebrauchte Zeit geplante Zeit

8
EURO-TEC Ferien gebrauchte Zeit geplante Zeit

9
EURO-TEC Zeitdiagramm 2008 Ferien gebrauchte Zeit geplante Zeit KW
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 3. Ideale Lösungen 4. Daten sammeln und Lösungen Entwickeln EURO-TEC Ferien gebrauchte Zeit geplante Zeit

10
EURO-TEC Ferien gebrauchte Zeit geplante Zeit

11
EURO-TEC Zeitdiagramm 2008 Ferien gebrauchte Zeit geplante Zeit KW
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 5. Optimale Lösung Auswählen 6. Lösungen Einführen, optimieren EURO-TEC Ferien gebrauchte Zeit geplante Zeit

12
Weihnachten 2007/2008 Ostern 2008 Herbst 2008 EURO-TEC Zeitdiagramm
KW 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 1. Ziele setzen 2. Ziele festlegen, Aufgaben Abgrenzen 3. Ideale Lösungen 4. Daten sammeln und Lösungen Entwickeln 5. Optimale Lösung Auswählen 6. Lösungen Einführen, optimieren Sommer 2008 Ostern 2008 Herbst 2008 Weihnachten 2007/2008 EURO-TEC Ferien gebrauchte Zeit geplante Zeit

13
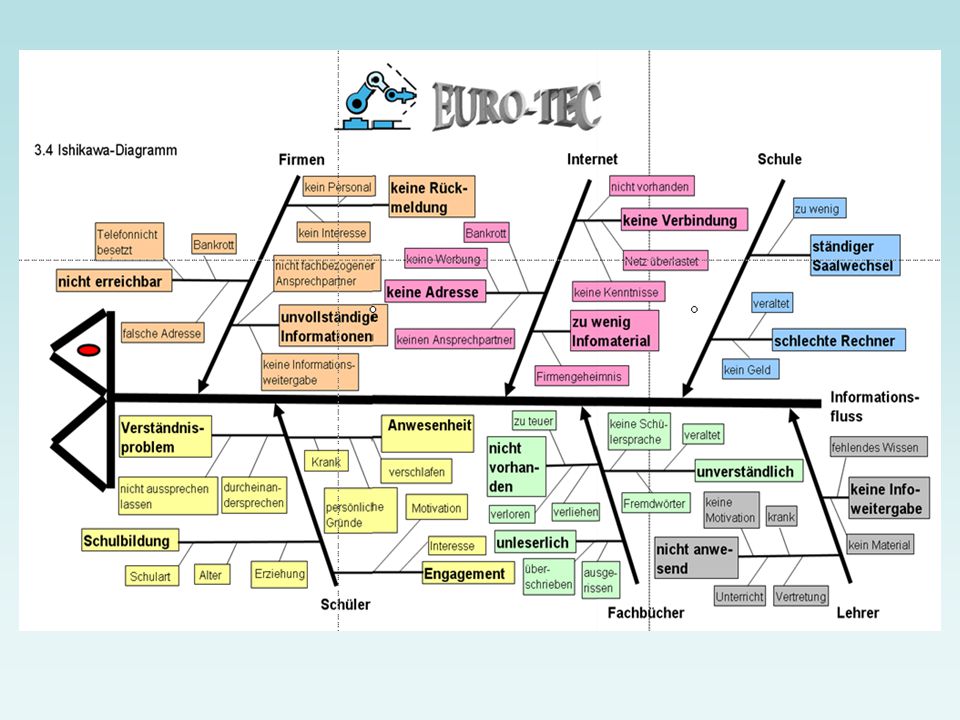
Ishikawa-Diagramm

15
EURO-TEC Problembereich Anzahl der Häufigkeit % Firmen Fachbücher
4 15,38% Fachbücher 1 3,85% Internet 7 26,92% Schule Lehrer Schüler 6 23,07%

16
EURO-TEC Pareto-Diagramm Problembereich Anzahl der Häufigkeit % Firmen
4 15,38% Fachbücher 1 3,85% Internet 7 26,92% Schule Lehrer Schüler 6 23,07%

17
EURO-TEC Pareto-Diagramm Problembereich Anzahl der Häufigkeit % Firmen
4 15,38% Fachbücher 1 3,85% Internet 7 26,92% Schule Lehrer Schüler 6 23,07%

18
Morphologischer Kasten

19
Morphologischer Kasten
EURO-TEC Morphologischer Kasten Nr. Problemelement Lösungsvorschläge 1. Gestellaufbau Aluprofile Stahlprofile Edelstahlprofile Verzinkte Profile 2. Verbindungen des Gestellaufbaus Verschweißt Verklebt Verschraubt Vernietet 3. Klemmvorrichtung Vakuumeinheit Spannpratzen Schraubzwingen 4. Absauganlage automatisch manuell 5. Antrieb der Werkzeugführung Pneumatikantrieb Hydraulikantrieb Schrittmotor AC-Servomotor 6. Arbeitstisch Stahl Aluminium Kunststoff Edelstahl 7. Aufnahme des Werkzeugs Schnellspannvorrichtung (Elektrisch) (Mechanisch) (Pneumatisch) 8. Linearführungen Laufwagen Wellenschlitten 9. Hochfrequenzspindel Drehstrom Pneumatik Hydraulik Asynchron 10. Korosionschutz des Gehäuses Lackieren Verzinken 11. Schneid Vorrichtung für Folie Plottermesser Tangentialmesser 12. Kühlung des Werkzeugs Spiritus Kühlmittel Luft 13. Schutzaufbau der Kabine Blech Plexiglas Glass 14. Bauart der Tür Schwenktür Schiebetür Aluminium Stahl
 (Mechanisch) (Pneumatisch) 8. Linearführungen. Laufwagen. Wellenschlitten. 9. Hochfrequenzspindel. Drehstrom. Pneumatik. Hydraulik. Asynchron. 10. Korosionschutz des Gehäuses. Lackieren. Verzinken. 11. Schneid Vorrichtung für Folie. Plottermesser. Tangentialmesser. 12. Kühlung des Werkzeugs. Spiritus. Kühlmittel. Luft. 13. Schutzaufbau der Kabine. Blech. Plexiglas. Glass. 14. Bauart der Tür. Schwenktür. Schiebetür. Aluminium. Stahl.")
20
Prozess-FMEA

21
EURO-TEC Fehler-Möglichkeit- und Einfluss Analyse
Prozess FMEA- Schneiden FMEA-Nr.: 08 FSMT Seite 3 Mögliche Fehlerfolgen B Möglicher Fehler Fehlerursachen Vermeidungs- Maßnahmen A Entdeckuns- maßnahmen E RPZ Verbesserungs- Nicht erreichen der geforderten Kantengüte (Folie reist) 9 Messer ist stumpf Messer wurde auf schärfe nicht überprüft Überprüfung des Messers auf Stumpfheit 5 Während des Arbeitsprozesses 225 Vor Prozessbeginn immer das Messer auf Stumpfheit überprüfen 2 90 Messer wird stumpf Durch ein durchhängen der Quer traverse bricht die Messerspitze ab :(Das Messer taucht zu tief ins Material ein) Rückstellfeder auf Funktion überprüfen 7 8 504 Konstruktions- änderungen vornehmen 4 72 Kontakt mit einem harten Gegenstand, falsch definierter Verfahrweg Verfahrwege überprüfen Beobachtung während des Bearbeitungs-prozesses 3 243 Verfahrwege durch einen qualifizierten Mitarbeiter überprüfen lassen 81 Nicht Konturgetreue Bearbeitung Abfahrkonturen entsprechen nicht der gewünschten Vorgaben Programmierungs- fehler Facharbeiter besser ausbilden Erst nach Arbeits-ende möglich 189 Programm durch einen qualifizierten Mitarbeiter überprüfen lassen 42 Anfahrkonturen entsprechen nicht der gewünschten Vorgaben Fehlerhafte Funktion des Tangentialmessers Programm überprüfen 280 Vor Beginn des Schneidprozesses das Messer auf Funktion überprüfen 84 Tangentialmesser ist nicht richtig ausgerichtet Nach dem Einbau auf richtige Positionierung überprüfen 56 EURO-TEC
 9. Messer ist stumpf. Messer wurde auf schärfe nicht überprüft. Überprüfung des Messers auf Stumpfheit. 5. Während des Arbeitsprozesses Vor Prozessbeginn immer das Messer auf Stumpfheit überprüfen Messer wird stumpf. Durch ein durchhängen der Quer traverse bricht die Messerspitze ab :(Das Messer taucht zu tief ins Material ein) Rückstellfeder auf Funktion überprüfen Konstruktions- änderungen vornehmen Kontakt mit einem harten Gegenstand, falsch definierter Verfahrweg. Verfahrwege überprüfen. Beobachtung während des Bearbeitungs-prozesses Verfahrwege durch einen qualifizierten Mitarbeiter überprüfen lassen. 81. Nicht Konturgetreue. Bearbeitung. Abfahrkonturen entsprechen nicht der gewünschten Vorgaben. Programmierungs- fehler. Facharbeiter besser ausbilden. Erst nach Arbeits-ende möglich Programm durch einen qualifizierten Mitarbeiter überprüfen lassen. 42. Anfahrkonturen entsprechen nicht der gewünschten Vorgaben. Fehlerhafte Funktion. des Tangentialmessers. Programm überprüfen Vor Beginn des. Schneidprozesses das Messer auf Funktion überprüfen. 84. Tangentialmesser ist nicht richtig ausgerichtet. Nach dem Einbau auf richtige Positionierung überprüfen. 56. EURO-TEC.")
22
EURO-TEC Fehler-Möglichkeit- und Einfluss Analyse
Prozess FMEA - Bohren FMEA-Nr.: 08FSMT Seite 1 Mögliche Fehlerfolgen B Möglicher Fehler Fehlerursachen Vermeidungs- maßnahmen A Entdeckungs- E RPZ Verbesserungs- Nicht ereichen der Flankengüte 6 Bohrer ist stumpf Zu hohe Schnitt-Geschwindigkeit Nicht Überschreitung von zugelassener Schnittgeschwindigkeit 3 Erst nach Beendigung des Arbeitsprozesses 5 90 Falsche Bohrerart Benutzung von vorgeschriebenen Werkzeugen Erst nach Arbeits-ende möglich 108 Einhaltung der Vorschriften von den Herstellern 54 Zu hoher Vorschub Fehlerhaftes einstellen des Vorschubs Überschreitung von zugelassenen Vorschubparametern Während des Arbeitsprozesses 2 72 Material nicht ausreichend befestigt: Material hebt ab Leistung der Absaugung zu niedrig eingestellt Vakuumleistung erhöhen 8 Beobachtung während des Bearbeitungs-prozesses 144 Neueinstellung der Saugkraft vom Vakuumstisch 36 Nicht erreichen von geforderten Genauigkeiten der gefertigten Werkstücke Bohrer verläuft Bohrer nachschleifen Erst nach Arbeitsende möglich 240 Vor Prozessbeginn Bohrer prüfen 80 Bohrungs-platzierung entspricht nicht der gewünschten Vorgabe Programmierungs- fehler Facharbeiter besser ausbilden 192 Programm überprüfen lassen durch einen qualifizierten Mitarbeiter 48 EURO-TEC

23
EURO-TEC Fehler-Möglichkeit- und Einfluss Analyse
Prozess FMEA - Fräsen FMEA-Nr.: 08 FSMT Seite 2 Mögliche Fehlerfolgen B Möglicher Fehler Fehlerursachen Vermeidungs- maßnahmen A Entdeckuns- E RPZ Verbesserungs- Nicht ereichen der Flankengüte 6 Material nicht ausreichend befestigt: Material hebt ab Leistung vom Saugventilator zu niedrig eingestellt Vakuumleistung erhöhen 8 Beobachtung während des Bearbeitungs-prozesses 3 144 Überprüfung der momentanen Saugkraft des Vakkumtisches 2 36 Fräser ist stumpf Zu hohe Schnitt-geschwindigkeit Nicht Überschreitung von zugelassener Schnittgeschwindigkeit Erst nach Arbeits-ende möglich 5 90 Falsche Fräserart Benutzung von vorgeschriebenen Werkzeugen 108 Einhalten der Vorschriften von den Herstellern 54 Zu hoher Vorschub Fehlerhaftes einstellen des Vorschubs Überschreitung von zugelassenen Vorschubparametern Während des Arbeitsprozesses 72 Nicht erreichen der geforderten Genauigkeit vom gefertigten Werkstück Nicht geforderte Oberflächen-beschaffenheit Überprüfung des Fräsers auf Stumpfheit 240 Fräser vor Prozessbeginn überprüfen 80 Verfahrweg des Fräsers entspricht nicht der gewünschten Vorgaben Programmierungs- fehler Facharbeiter besser ausbilden 192 Programm überprüfen lassen durch einen qualifizierten Mitarbeiter Saugventilator- leistung zu niedrig eingestellt 48 EURO-TEC

24
EURO-TEC Fehler-Möglichkeit- und Einfluss Analyse
System-FMEA Prozess - Fräsen FMEA-Nr.: 08 FSMT Seite 2 Mögliche Fehlerfolgen B Möglicher Fehler Fehlerursachen Vermeidungs- maßnahmen A Entdeckuns- E RPZ Verbesserungs- 6 3 EURO-TEC Nicht ereichen der Flankengüte 6 Material nicht ausreichend befestigt: Material hebt ab Leistung vom Saugventilator zu niedrig eingestellt Vakuumleistung erhöhen 8 Beobachtung während des Bearbeitungs-prozesses 3 144 Überprüfung der momentanen Saugkraft des Vakkumtisches 2 36

Ähnliche Präsentationen





>")


>")







 Schwerpunkt:>")


