Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Members Oliver Schnardthorst Alexander Michaelis Nils Möhle
Präsentation der Gruppe 4 Members Oliver Schnardthorst Alexander Michaelis Nils Möhle

2
Das Projekt: Schneidwerkzeug
Technologie Bauart Normalien Kenndaten Werkstoffe Konstruktion Kalkulation Dokumentation

3
Technologie: Wie ist der Schneidvorgang zu beschrieben?
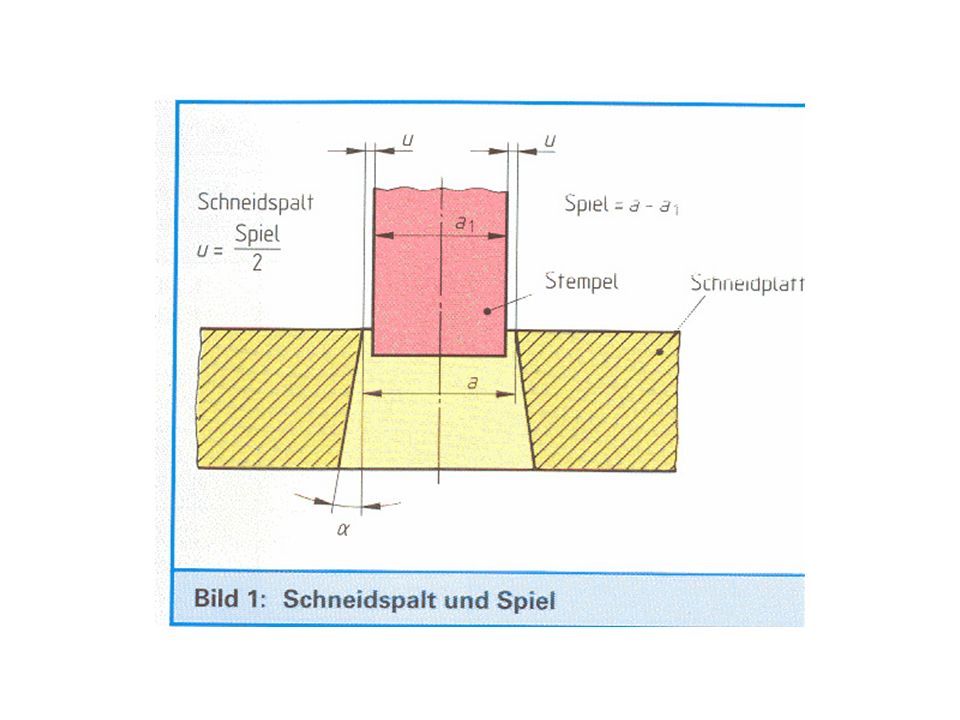
Das Scherschneiden ist ein zerteilen von Werkstücken zwischen zwei Schneiden, die sich aneinander vorbei bewegen. Wie wird die Schneidarbeit beeinflußt? Die Schneidarbeit wird zum einen durch das Werkstück beeinflusst, wie z.b. durch die Stärke, die Scherfestigkeit und durch den Dehnungswert. Zum anderen wird die Schneidarbeit aber auch durch das Werkzeug beeinflusst, wie z.b. durch den Zustand der Schneiden und durch den Schneidspalt. Welche Einflüsse bestimmen die auftretende Schneidkraft? Einflüsse auf die Schneidkraft entstehen durch verschiedene Schnittlinienlängen und durch verschiedene Materialien und Stärken des Werkstücks.

4
Bauarten Welche Bauarten gibt es?
Es gibt Schneidwerkzeuge in Plattenführungsbauweise und in Säulenführungsbauweise. Welche Bauart ist auszuwählen? Aus Kosten und Aufwands Gründen haben wir uns für die Plattenführungsbauweise entschieden. Welche Vorschubsbegrenzung ist für den Streifen zu wählen? Als Vorschubbegrenzung haben wir uns für einen Anlagestift entschieden

5
Gesamtzeichnung

6
Stückliste

7
Schneidplatte

8
Kontur des Rechteck Durchbruchs

9
Berechnungen Ausschneiden (Schneidplatte) 28 (+0,1/+0,2) T = 0,1
28 (+0,1/+0,2) T = 0,1 H = 0,01 Ao,sch = Au,f + 1/5T + H = + 0,1 + 0,02 + 0,01 = 0,13mm Au,sch = Au,f + 1/5T = +0,1 + 0,02 = 0,12mm Schnittplattentoleranz 28 (+0,13/+0,12)mm 25 (+0,13/+0,12)mm
 T = 0,1. H = 0,01. Ao,sch = Au,f + 1/5T + H. = + 0,1 + 0,02 + 0,01. = 0,13mm. Au,sch = Au,f + 1/5T. = +0,1 + 0,02. = 0,12mm. Schnittplattentoleranz. 28 (+0,13/+0,12)mm. 25 (+0,13/+0,12)mm.")
10
Kontur Lochen

11
Schneidvorgang Stufe 1: Elastische Verformung
Beim Scherschneiden mit Schneidwerkzeugen wird der Werkstoff mit dem Schneidstempel und der Schneidplatte zerteilt. Der Schneidvorgang läuft in mehreren Stufen ab. Stufe 1: Elastische Verformung Der Werkstoff wird durch den eindringenden Stempel zunächst elastisch verformt. Stufe 2: Bleibende Verformung Beim weiteren Eindringen des Stempels in den Werkstoffwerden die Werkstofffasern noch weiter gedehnt. Die Elastizitätsgrenze des Werkstoffes wird überschritten, so dass eine bleibende Verformung eintritt. Der Werkstoff wird von außen nach innen zur Schneide des Stempels gezogen. Dadurch bilden sich am Schnittteil Einziehrundungen. Stufe 3: Abscherung Dringt der Stempel noch weiter ein, wird die Scherfestigkeit des Werkstoffes überschritten. Der Werkstoff wird an der Schneidekante der Schneidplatte und des Schneidstempels abgeschert und bildet Schnittflächen. Im weiteren Verlauf entstehen von den Schneidkanten aus Risse, die aufeinander zulaufen. Stufe 4: Bruch Die Festigkeit des Restquerschnittes ist jetzt so gering, dass sich die Rissbildung beim weiteren Eindringen des Stempels fortsetzt , bis der Bruch des Werkstoffes eintritt. Die Bruchfläche verläuft jedoch nicht senkrecht, sondern schräg zur Schnittstreifen- bzw. Schnittteiloberfläche. Stufe 5: Glättung der Schnittflächen Nach dem Trennen des Werkstoffes wird der zurückgleitende Stempel an den Seitenflächen durch den Werkstoff stark beansprucht. Beim Rückhub drücken die Rückverformungskräfte Fe (Elastizität des Werkstoffes) auf den Stempel. Dadurch entsteht eine weiters Glättung der Schnittfläche. Durch einen Abstreifer muss der anhaftende Streifen abgestreift werden, wenn der Stempel zurückgeht. Stufe 6: Rückfederung Nach dem Rückhub des Stempels federt der Werkstoff zurück. Diese Rückfederung führt dazu, dass Lochungen etwas kleiner und ausgeschnittene Teile etwas größer als der Stempeldurchmesser bzw. der Schneidplattendurchbruch werden.
 auf den Stempel. Dadurch entsteht eine weiters Glättung der Schnittfläche. Durch einen Abstreifer muss der anhaftende Streifen abgestreift werden, wenn der Stempel zurückgeht. Stufe 6: Rückfederung. Nach dem Rückhub des Stempels federt der Werkstoff zurück. Diese Rückfederung führt dazu, dass Lochungen etwas kleiner und ausgeschnittene Teile etwas größer als der Stempeldurchmesser bzw. der Schneidplattendurchbruch werden.")
Ähnliche Präsentationen