Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Produktionsplanung und - steuerung
„Wir erwarten von Ihnen ein abgeschlossenes Studium der Fachrichtung Fertigungstechnik, Maschinenbau oder Feinwerktechnik sowie eine REFA-Ausbildung“ Das Bodenseewerk suchte einen Ingenieur !!! Diese Folie ist nicht prüfungsrelevant

2
Definition, Inhalt und Ziele der PPS
Die Produktionsplanung und –steuerung beinhaltet alle Planungs- und Steuerungsfunktionen zur Herstellung von Produkten hinsichtlich: Mengen Terminen Kapazitäten Kosten bei optimaler Abdeckung der Zielsetzungen Geringe Durchlaufzeiten Hohe Termintreue Geringe Kapitalbindung Hohe und gleichmäßige Kapazitätsauslastung (Quelle: EDV Studio Ploenzke)
")
3
Produktionsplanung und –steuerung (PPS)
CIM - Y-Integrationsmodell (nach Scheer): nach Scheer
: nach Scheer.")
4
Die 11 Elemente der PPS nach Scheer
1.) Vertrieb: vom Marketing, Verkauf 2.) Kalkulation: manuell oder über den Arbeitsplan 3.) Primärbedarfsplanung: vom Marketing, Verkauf 4.) Materialwirtschaft: über Stücklistenauflösung, Gozintho – Verfahren 5.) Kapazitätsterminierung: über den Arbeitsplan, Durchlaufzeitbestimmung, Losgrößenbildung 6.) Kapazitätsabgleich: manuell oder z.B. BOA 7.-11.)Auftragsfreigabe, Fertigungssteuerung, BDE, Kontrolle, Versandsteuerung
 Vertrieb: vom Marketing, Verkauf. 2.) Kalkulation: manuell oder über den Arbeitsplan. 3.) Primärbedarfsplanung: vom Marketing, Verkauf. 4.) Materialwirtschaft: über Stücklistenauflösung, Gozintho – Verfahren. 5.) Kapazitätsterminierung: über den Arbeitsplan, Durchlaufzeitbestimmung, Losgrößenbildung. 6.) Kapazitätsabgleich: manuell oder z.B. BOA )Auftragsfreigabe, Fertigungssteuerung, BDE, Kontrolle, Versandsteuerung.")
5
Der Arbeitsplan Definition:
Der Arbeitsplan ist die Festlegung der Vorgangsfolge zur Fertigung und Montage eines Bauteils, einer Baugruppe oder eines Erzeugnisses. Im Rahmen der Arbeitsplanung wird festgelegt, was, wie womit hergestellt werden soll. Ermittlung von Vorgabezeiten. Basis für Kalkulation und Lohnabrechnung. Keine Termine, keine Fertigungsauftragsnummer, keine Auftragsmenge, abgesehen von der Losgröße, keine Stücklistenpositionen, sondern nur Bezug auf solche. Der Arbeitsplan entspricht bei einem Rezept der Zubereitung. Er variiert stark von Unternehmen zu Unternehmen

6
Bedarfsarten Primärbedarf: Bedarf an verkaufsfähigen Erzeugnissen (Fertigerzeugnissen, Ersatzteilen), die keine Weiterverarbeitung in einer weiteren Stufe erfahren. Sekundärbedarf: Bedarf an Rohstoffen und Zwischen- erzeugnissen, die zu der Erzeugung des Primärbedarfs benötigt werden. Gesamtbedarf: Summe aus Primär- und Sekundärbedarf. Und dann noch Tertiärbedarf: Bedarf an Hilfs- und Betriebsstoffen sowie Verschleiß-Werkzeugen, die zur Aufrechterhaltung der Produktion erforderlich sind. Bruttobedarf: Bedarf mit Berücksichtigung Lagerbestand. Nettobedarf: Bedarf ohne Berücksichtigung Lagerbestand.
, die keine Weiterverarbeitung in einer weiteren Stufe erfahren. Sekundärbedarf: Bedarf an Rohstoffen und Zwischen- erzeugnissen, die zu der Erzeugung des Primärbedarfs benötigt werden. Gesamtbedarf: Summe aus Primär- und Sekundärbedarf. Und dann noch. Tertiärbedarf: Bedarf an Hilfs- und Betriebsstoffen sowie Verschleiß-Werkzeugen, die zur Aufrechterhaltung der Produktion erforderlich sind. Bruttobedarf: Bedarf mit Berücksichtigung Lagerbestand. Nettobedarf: Bedarf ohne Berücksichtigung Lagerbestand.")
7
programmgebunden (deterministisch) verbrauchsgebunden (stochastisch)
Diese Folie ist nicht prüfungsrelevant programmgebunden (deterministisch) verbrauchsgebunden (stochastisch) subjektive Schätzung analytisch synthetisch Gozintograph Analogieschätzung Intuitivschätzung Mittelwertbildung Regressionsanalyse Exponentielle Glättung gewogener gleitender Mittelwert exponentielle Glättung 1. Ordnung 2. Ordnung
 verbrauchsgebunden. (stochastisch) subjektive. Schätzung. analytisch. synthetisch. Gozintograph. Analogieschätzung. Intuitivschätzung. Mittelwertbildung. Regressionsanalyse. Exponentielle. Glättung. gewogener. gleitender. Mittelwert. exponentielle. Glättung. 1. Ordnung. 2. Ordnung.")
8
Die Stückliste Varianten: Mengenübersichtsstückliste, Strukturstückliste, Baukastenstückliste, Variantenstückliste, Plus/ Minus-Stückliste, Teileverwendungsnachweis. Grunddaten: Bezeichnung, Rohstoff/ Einzelteil, Menge und Mengeneinheit (z.B. St., m, kg), Eigenfertigung/ Fremdbezug, Anlieferungstermin je Einzelteil, ABC-Teile für die Planung, Endverwendungsnachweise. Stoff-, Stück-, Lohn- und Gemeinkosten.
, Eigenfertigung/ Fremdbezug, Anlieferungstermin je Einzelteil, ABC-Teile für die Planung, Endverwendungsnachweise. Stoff-, Stück-, Lohn- und Gemeinkosten.")
9
Der 29.01.1990 war ein historisches Datum Es wird Ausschuss GEPLANT
Diese Folie ist NICHT prüfungsrelevant

10
Der Gozintograph 1 Aufgabe:
Ermittlung des Gesamtbedarfs an End- und Zwischen-erzeugnissen sowie von Baugruppen, Einzelteilen und Rohstoffen Visualisierung von Konstruktionszusammenhängen Vorteil: 1. streng hierarchischer Aufbau 2. Übersichtlichkeit bei einfachen Strukturen Nachteile: 1. Komplexe, vernetzte Struktur führt zu Unübersichtlichkeit 2. Versagen, wenn Schleifen innerhalb der Erzeugnisstruktur auftreten Grundlage für die Erstellung eines Gozintograph ist eine Erzeugnisstruktur (z.B. Stückliste).
.")
11
Der Gozintograph 2 Regeln:
Ein Gozintograph ist aus einer Menge von Knoten und Pfeilen aufgebaut. Der oberer Index in den Knoten symbolisiert das Erzeugnis, die Baugruppe oder das Bauteil und der untere Index die Primär- bzw. die Bruttogesamtbedarfsmenge. Die von einem Knoten ausgehenden Pfeile enden in einem Knoten mit höherem oberen Index. Die Produktionskoeffizienten geben dabei an, aus welchen Mengen an Einzelteilen und vorgelagerten Zwischen-produkten sich die übergeordneten Zwischenprodukte bzw. Endprodukte zusammensetzen. 4 30 5 120 3 1 2 80 Erzeugnis Primärbedarf

12
Einfache Übung zum Gozintograph
4 30 5 120 3 1 2 80 Erzeugnis Primärbedarf Lösung durch retrograde Mengenberechnung: 4 390 5 120 3 1 2500 2 1250 Erzeugnis Gesamtbedarf

14
Etwas noch schwierigere Übung zum Gozintograph, 2
Der Kurs MB06 plant zur Diplomfeier ein großes Fest zu veranstalten. Zum Nachmittagskaffee soll es 20 Apfelschaumkuchen und 30 Zwetschgenkuchen geben. Außerdem soll später eine feine Apfelschaumcreme serviert werden. Für diese sind 30 Portionen angedacht. Für einen Apfelkuchen werden u.a. 6 Äpfel, 5 Eier und 2 Becher Sahne benötigt, für einen Zwetschgenkuchen sind die Zutaten 50 Zwetschgen, 3 Eier und 1 Becher Sahne. Jeder Kuchen benötigt darüber hinaus eine halbe Portion Apfelschaumcreme. Eine Portion Apfelschaumcreme wiederum benötigt 3 Äpfel und 1 Becher Sahne. Man rechnet mit 4 anwesenden Kindern, die jeder einen Apfel und 5 Zwetschgen roh verzehren. Außerdem wird einkalkuliert, dass 2 Eier kaputt gehen und ein Sahnebecher auf den Boden fällt. Zeichnen Sie den Gozinto-Graphen mit Primärbedarfsangaben Bestimmen Sie die Zutaten durch die retrograde Mengenberechnung

15
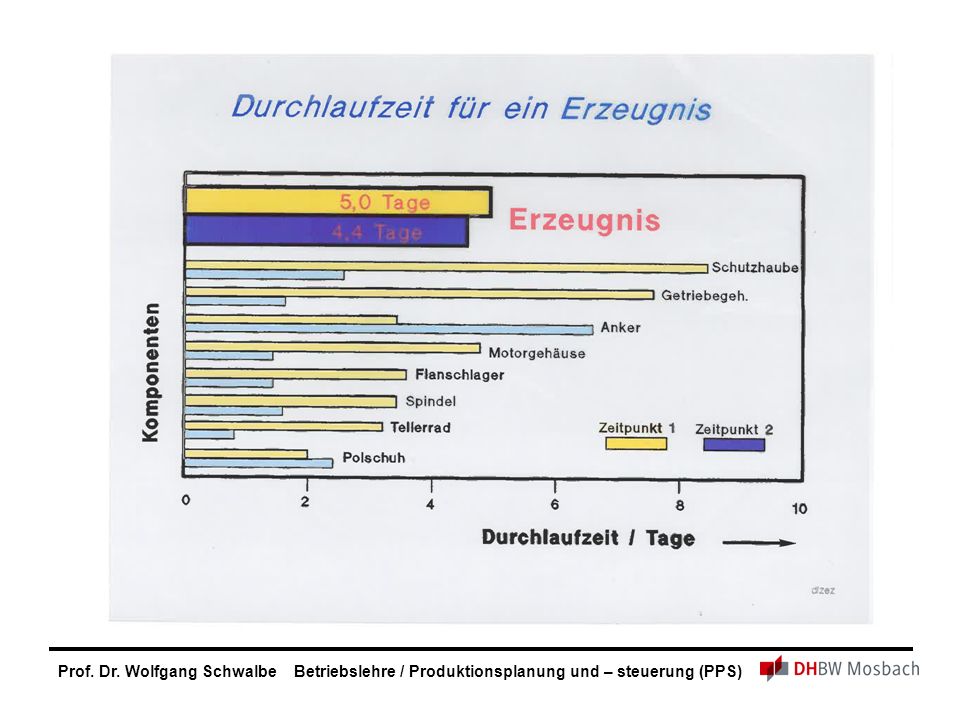
Definitionen Durchlaufzeit
1. Soll-Zeit für die Erfüllung einer Aufgabe in einem bestimmten Arbeitssystem. 2. Zeitspanne, die ein bestimmtes Arbeitsobjekt, beginnend mit dem Zeitpunkt der Bereitstellung für den ersten Arbeitsgang und endend mit dem Zeitpunkt des Vollzuges des letzten Arbeitsganges, benötigt, um den vorgeschriebenen Weg über die einzelnen Bearbeitungsstellen zurückzulegen. 3. Differenz zwischen Fertigstellungstermin und Rohstoff-anlieferungstermin.

17
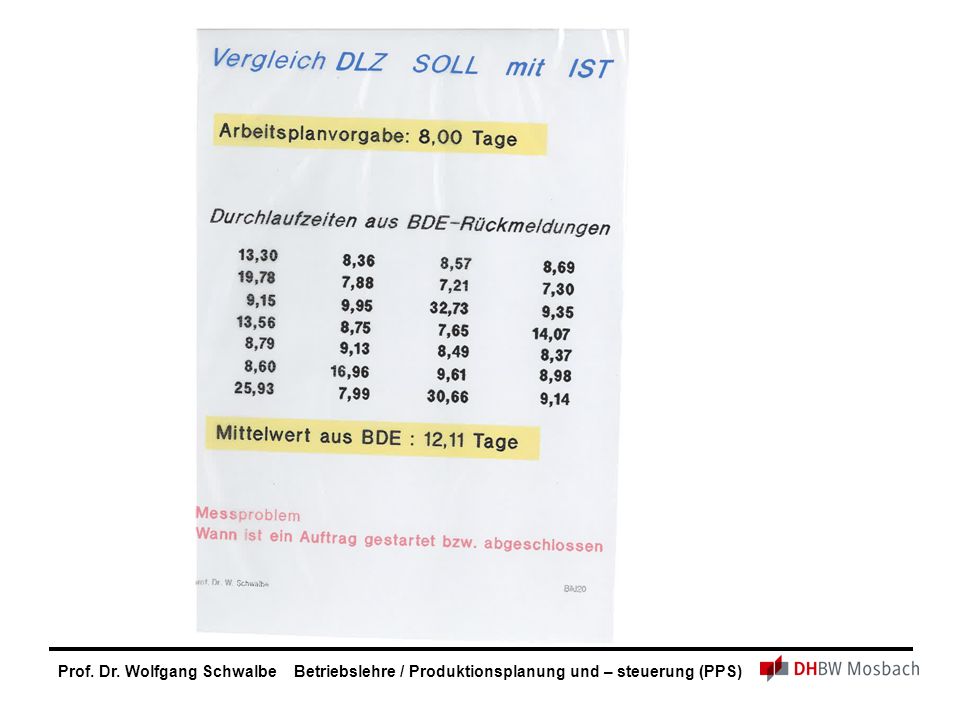
Definition Eindeckung:
Quotient aus dem Bestand (in [ME] oder [WE]) und der mittleren Ablieferung der Fertigung der beiden Folgemonate. [ME] [WE] Monat = = [ME]/[ZE] [WE]/[ZE] Eindeckung und Durchlaufzeit haben denselben Aussagewert. Durchlaufzeit (Arbeitsplan) stellt die Soll-Größe dar. Die Eindeckung wird als Ist-Größe verwendet, da diese auch unterschiedliche Bearbeitungsgrade berücksichtigen kann.
 und der mittleren Ablieferung der Fertigung der beiden Folgemonate. [ME] [WE] Monat = = [ME]/[ZE] [WE]/[ZE] Eindeckung und Durchlaufzeit haben denselben Aussagewert. Durchlaufzeit (Arbeitsplan) stellt die Soll-Größe dar. Die Eindeckung wird als Ist-Größe verwendet, da diese auch unterschiedliche Bearbeitungsgrade berücksichtigen kann.")
18
BOSCH Leinfelden

19
Durchlaufterminierung:
Die Durchlaufterminierung legt für jeden Arbeitsvorgang den Anfangs- und Endtermin auf Grund der im Arbeitsplan festgelegten Arbeitsabläufe fest Dieses geschieht ohne Berücksichtigung der tatsächlichen Kapazitätsauslastungen der Betriebsmittel. Für die Durchlaufterminierung werden die Verfahren Rückwärtsterminierung Vorwärtsterminierung Mittelpunktsterminierung verwendet. Zur Terminermittlung ist die Kenntnis der Durchlaufzeit erforderlich.

20
Zusammensetzung

21
2 Tage 0,3*13 = 3,9 Tage 0,6*2 = 1,2 Tage 4,5*1 = 4,5 Tage GESAMT 14,8 Tage

23
Bestimmung der Teilzeiten
Die Ermittlung der einzelnen Teilzeiten kann durch Zeitaufnahme (z.B. REFA-Zeitaufnahme) durch Systeme vorbestimmter Zeiten (z.B. MTM-Verfahren) durch Multimomentaufnahmen durch Schätzen oder durch eine rechnerische Ermittlung der Prozesszeiten erfolgen.
 durch Systeme vorbestimmter Zeiten (z.B. MTM-Verfahren) durch Multimomentaufnahmen. durch Schätzen oder. durch eine rechnerische Ermittlung der Prozesszeiten. erfolgen.")
24
Einflussgrößen Einflussgrößen auf die Durchlaufzeit: Basisgrößen
Transport-/ Liegezeit Rüstzeit Losmenge Maschinenlaufzeit Lohn-/ Arbeitszeit Betriebsauslastung Maschinenkapazität Personalkapazität

25
Einflussgrößen Durchlaufzeit nicht im Voraus festlegbar!!!
Variable Störgrößen Terminierung konkurrierender Aufträge Monatlicher Wechsel von Auftragsvolumen, Varianten, Abarten Ausweichfertigung Verlängerte Werkbank Maschinenstörungen Unvorhergesehene Engpässe Fehlender Rohstoff Fehlende Eigenfertigungsteile Durchlaufzeit nicht im Voraus festlegbar!!!

26
Durchlaufzeitreduzierung
Weitere Methoden zur Reduzierung der Durchlaufzeit: Reduzierung der Anzahl der Arbeitsgänge eines Arbeitsplans Minimierung der Liegezeit Verbesserung Transportorganisation Reduzierung Bearbeitungszeit Reduzierung Kontrollzeit Optimierung des Arbeitsablaufs Optimierung Maschinen-Wartungszeitraum Optimierung Wartungsintervall Minimierung der Rüstzeit Losgrößenminimierung Verbesserung der PPS } Konflikt !!!

27
Definition Losgröße Unter einem Los oder Fertigungsauftrag wird eine Bedarfsmenge eines Einzelteiles, eines Bauteiles oder eines Fertigproduktes verstanden, welches ohne Unterbrechung in Eigenfertigung erstellt werden soll. Die Losgrößenrechnung hat das Ziel, eine wirtschaftliche Bestellmenge zu ermitteln. Oft werden Losgrößen vor dem Erfahrungshintergrund der Mitarbeiter einmalig intuitiv festgelegt und nur dann verändert, wenn sich die Losgröße als Grund für eine Unwirtschaftlich-keit der Fertigung klar erkennen lässt.

28
Losgrößenbestimmung Die Frage der Losgrößen kann prinzipiell unter zwei Gesichtspunkten behandelt werden: Kostenminimierung: Hier sind die fixen Kosten der Maschineneinrichtung (Auflagekosten) den variablen Lager- und Kapitalbindungskosten gegenüberzustellen. Zielsetzung ist die Ermittlung einer Losgröße, bei der die Summe der Kostenkomponenten minimiert ist. Durchlaufzeitminimierung: Hier ist die Fragestellung, welche Losgröße kann am schnellsten durch die Produktion bewegt werden. Im Kontext der aktuellen Just-In-Time Diskussionen gewinnen durchlaufzeitminimierte Losgrößen zunehmend an Bedeutung.
 den variablen Lager- und Kapitalbindungskosten gegenüberzustellen. Zielsetzung ist die Ermittlung einer Losgröße, bei der die Summe der Kostenkomponenten minimiert ist. Durchlaufzeitminimierung: Hier ist die Fragestellung, welche Losgröße kann am schnellsten durch die Produktion bewegt werden. Im Kontext der aktuellen Just-In-Time Diskussionen gewinnen durchlaufzeitminimierte Losgrößen zunehmend an Bedeutung.")
29
Losgrößenbestimmung Bei der Losgrößenrechung stehen große Lose (Stückzahlen) und damit verbunden hohe Bestände und eine steigende Unflexibilität in Diskrepanz zu kleinen Losgrößen, bei denen durch häufiges Umrüsten hohe Rüstzeiten und -kosten entstehen. Von zu produzierenden Erzeugnis, Baugruppe oder -teil abhängig müssen wirtschaftliche Fertigungslose für alle Arbeitsgänge ermittelt werden. nach Eversheim
 und damit verbunden hohe Bestände und eine steigende Unflexibilität in Diskrepanz zu kleinen Losgrößen, bei denen durch häufiges Umrüsten hohe Rüstzeiten und -kosten entstehen. Von zu produzierenden Erzeugnis, Baugruppe oder -teil abhängig müssen wirtschaftliche Fertigungslose für alle Arbeitsgänge ermittelt werden. nach Eversheim.")
30
Losgrößenermittlung Zur Ermittlung der optimalen Beschaffungsmenge gibt es verschiedene Beschaffungsstrategien: Mengengenaue Deckung eines Periodenbedarfs bei kapitalintensiven Artikeln bei unregelmäßigem und gelegentlichem Bedarf bei Auslaufartikeln bei sinkenden Preisen Gleitende wirtschaftliche Losgröße Eignung zur Minimierung der Zins- und Lagerkosten sowie fixen Beschaffungskosten bei diskretem Verbrauch Optimale Losgröße Eignung zur Minimierung der Zins- und Lagerkosten sowie fixen Beschaffungskosten bei kontinuierlichem Verbrauch

31
Losgrößenermittlung Feste Beschaffungsmenge
Eignung bei festen Verpackungseinheiten z.B. Containern, produktionsbedingten festen Losgrößen Auffüllung auf maximalen Lagerbestand bei steigenden Preisen bei ungewisser Lieferbereitschaft Mindestbeschaffungsmenge Eignung bei vom Lieferanten vorgegebenen Mindestbestell-mengen, bestimmten technologischen Fertigungsprozessen Rundung auf Verpackungs- und Transportmengeneinheit

32
Losgrößenberechnung Verfahren zur Berechnung einer optimierten Losgröße: Andler`sche Losgrößenbestimmung Stück-Perioden Ausgleich Verfahren der gleitenden wirtschaftlichen Losgröße Losgrößenverfahren nach Wagner/ Whithin Losgrößenverfahren nach Groff Losgrößenverfahren nach Silver/ Meal Mehrstufige Losgrößenberechnung

33
Andler´sche Losgröße Andler´sche Losgrößenbestimmung:
In der Praxis wird von den Verfahren zur Losgrößenbe-rechnung meist auf das sog. Grundmodell, die Andler´sche Losgrößenbestimmung, zurückgegriffen. Das Grundmodell der Losgrößenplanung geht u.a. von folgenden Voraussetzungen aus: es wird nur eine Materialart beachtet, konstanter Materialbedarf pro Zeiteinheit, vorgegebener Jahresbedarf, konstante Materialqualität, Fehlmengen sind nicht zugelassen, konstante Beschaffungspreise,

34
Andler´sche Losgröße isolierte Beschaffung, d.h. keine Verbundbeziehungen der Bestellkosten, konstante Kosten pro Bestellung, beliebig teilbare Beschaffungsmenge, beliebig bestimmbare Lieferzeitpunkte, keine Restriktionen hinsichtlich Beschaffungsmenge, Lagermenge u.ä. keine Sicherheitsbestände, am Lager treten keine Mengenverluste auf, die Lieferung ist sofort verfügbar, der Lagerbestand ist gleich Null, variable Lager- und Bestellkosten verhalten sich proportional zur Bestellmenge.

35
Andler´sche Losgröße Kosten in Abhängigkeit von der Losgröße:

36
Andler´sche Losgröße Lagerbestand bei dem Andler´schen Losgrößenmodell:

37
Andler´sche Losgröße Andler´sche Losgrößenformel:
Zahl der Bestellungen je Zeiteinheit: n = X / BM Beschaffungskosten je Zeiteinheit: KB = BK * n = BK * X/BM durchschnittliche Lagermenge: LB = BM/2 Zins- und Lagerkosten je Zeiteinheit: allgemein: KL = ½ * n-1 * LK * Z = ½ * LK * Z * BM bei 1 Bestellung: KL = ½ * X * LK * Z BM Bestellmenge [ME] KG Gesamtkosten [ME/ZE] X Periodenbedarf [ME/ZE] BK losgrößenunabhängige Kosten je Beschaffung [WE] LK Preis bzw. Herstellkosten je Mengeneinheit [WE/ME] Z kalkulatorischer Zins- und Lagerkostensatz [1/ZE]

38
Andler´sche Losgröße Gesamtkosten je Zeiteinheit:
KG = KB + KL = BK * X/BM + ½ * LK * Z * BM Da GK(BM) eine stetige Funktion ist, wird das Gesamtkosten-minimum durch Nullsetzung der 1. Ableitung gebildet. KG ‘ = 0 = - BK * X/BM2 + ½ * LK * Z mit KG ‘‘ > 0 Optimale Bestellmenge: BMopt = Gesamtkosten je Zeiteinheit: KG = KB + KL = BK * X/BM + ½ * LK * Z * BM Da GK(BM) eine stetige Funktion ist, wird das Gesamtkosten-minimum durch Nullsetzung der 1. Ableitung gebildet. KG ‘ = 0 = - BK * X/BM2 + ½ * LK * Z mit KG ‘‘ > 0 Optimale Bestellmenge: BMopt = 2 * BK *X LK * Z BM Bestellmenge [ME] KG Gesamtkosten [ME/ZE] X Periodenbedarf [ME/ZE] BK losgrößenunabhängige Kosten je Beschaffung [WE] LK Preis bzw. Herstellkosten je Mengeneinheit [WE/ME] Z kalkulatorischer Zins- und Lagerkostensatz [1/ZE]
 eine stetige Funktion ist, wird das Gesamtkosten-minimum durch Nullsetzung der 1. Ableitung gebildet. KG ‘ = 0 = - BK * X/BM2 + ½ * LK * Z mit KG ‘‘ > 0. Optimale Bestellmenge: BMopt = Gesamtkosten je Zeiteinheit: KG = KB + KL = BK * X/BM + ½ * LK * Z * BM. Da GK(BM) eine stetige Funktion ist, wird das Gesamtkosten-minimum durch Nullsetzung der 1. Ableitung gebildet. KG ‘ = 0 = - BK * X/BM2 + ½ * LK * Z mit KG ‘‘ > 0. Optimale Bestellmenge: BMopt = 2 * BK *X. LK * Z. BM Bestellmenge [ME] KG Gesamtkosten [ME/ZE] X Periodenbedarf [ME/ZE] BK losgrößenunabhängige Kosten je Beschaffung [WE] LK Preis bzw. Herstellkosten je Mengeneinheit [WE/ME] Z kalkulatorischer Zins- und Lagerkostensatz [1/ZE]")
39
Andler´sche Losgröße Mängel der Andler´schen Losgrößenformel:
Die Voraussetzung des gleichmäßigen Bedarfs ist unrealistisch. Nachfrageschwankungen, wie etwa saisonale Schwankungen, sind zu berücksichtigen. Lagerkosten sind nicht über große Bereiche linear, sondern Sprungfunktionen, deren Sprünge dort auftreten, wo neue Lagerräume erschlossen werden müssen. Die Losgrößenoptimierung erfolgt nur einstufig ohne Koordination mit anderen Elementen des Netto-Sekundärbedarfs. Insbesondere werden keine Kapazitätsrestriktionen bei Maschinen und Lagerraum berücksichtigt. Für eine bessere Anpassung an die betrieblichen Gegebenheiten ist daher von der Annahme eines unbeschränkt zur Verfügung stehenden Lagerraums abzugehen. Sinnvoll ist dann eine Erweiterung um eine Kostengröße, welche den Spitzenbedarf an Lagerraum bei der Wiederaufüllung ausdrückt.

40
Ausblick: PPS-Ziele nach verschiedenen Autoren:

41
Ausblick: Zielkonflikt der PPS

42
Hohe Umlaufbestände verdecken Fertigungsprobleme:
reibungslose Produktion prompte Lieferung Überbrückung von Störungen wirtschaftliche Fertigung konstante Auslastung Bestände ermöglichen störanfällige Prozesse unabgestimmte Kapazitäten mangelnde Flexibilität Ausschuss mangelnde Liefertreue Bestände verdecken

43
Fehlerkreis der Produktionssteuerung
Durchlaufzeiten werden länger und streuen stark Warteschlangen werden länger Schlechte Termintreue Belastungen an den Arbeits- plätzen wachsen Plan-Durchlauf- zeiten werden erhöht Aufträge werden früher freigegeben

44
Quellenverweis

45
Literatur [1] Kurbel, Karl: Produktionsplanung und –steuerung;
4. Auflage; R. Oldenbourg Verlag, München, Wien, 1999 [2] Luczak, Holger; Eversheim, Walter: 2. Auflage; Springer - Verlag, Berlin, Heidelberg, New York, 1999 [3] Corsten, Hans: Produktionswirtschaft; 8. Auflage; R. Oldenbourg Verlag, München, Wien, 1999 [4] Kernler, Helmut: PPS der 3. Generation; 1. Auflage; Hüthig Buch Verlag GmbH, Heidelberg, 1993 [5] Hackstein, Rolf: Produktionsplanung und –steuerung (PPS); 2. Auflage; VDI –Verlag, Düsseldorf, 1989 [6] Blohm, Hans; Beer, Thomas; Seidenberg, Ulrich; Silber, Herwig: 3. Auflage; Verlag Neue Wirtschafts-Briefe GmbH & Co., Herne/ Berlin, 1987
![Literatur [1] Kurbel, Karl: Produktionsplanung und –steuerung;](http://slideplayer.org/slide/8872721/26/images/45/Literatur+%5B1%5D+Kurbel%2C+Karl%3A+Produktionsplanung+und+%E2%80%93steuerung%3B.jpg "4. Auflage; R. Oldenbourg Verlag, München, Wien, [2] Luczak, Holger; Eversheim, Walter: 2. Auflage; Springer - Verlag, Berlin, Heidelberg, New York, [3] Corsten, Hans: Produktionswirtschaft; 8. Auflage; R. Oldenbourg Verlag, München, Wien, [4] Kernler, Helmut: PPS der 3. Generation; 1. Auflage; Hüthig Buch Verlag GmbH, Heidelberg, [5] Hackstein, Rolf: Produktionsplanung und –steuerung (PPS); 2. Auflage; VDI –Verlag, Düsseldorf, [6] Blohm, Hans; Beer, Thomas; Seidenberg, Ulrich; Silber, Herwig: 3. Auflage; Verlag Neue Wirtschafts-Briefe GmbH & Co., Herne/ Berlin,")
46
Internet Vorlesungsskript [A] Prof. Dr. Martin Dreher
FH Karlruhe, Fachgebiet: PPS [B] Prof. Dr. H. Schneider TU Ilmenau, Fachgebiet: Produktionswirtschaft/ Industrielehre [C] Prof. Dr. H. Abels FH Köln, Fachgebiet: PPS [D] Prof. Dr.-Ing. S. Wilksch FHTW Berlin, Fachgebiet: Produktionsmanagement [E] Prof. Dr. Arnold, Prof. Dr. Gehler FH Gießen-Friedberg, Fachgebiet: Logistik [F] Prof. Dr.-Ing. Dipl.-Wirt.-Ing. Holger Luczak RWTH Aachen, Fachgebiet: Arbeitswissenschaften
![Internet Vorlesungsskript [A] Prof. Dr. Martin Dreher](http://slideplayer.org/slide/8872721/26/images/46/Internet+Vorlesungsskript+%5BA%5D+Prof.+Dr.+Martin+Dreher.jpg "FH Karlruhe, Fachgebiet: PPS. [B] Prof. Dr. H. Schneider. TU Ilmenau, Fachgebiet: Produktionswirtschaft/ Industrielehre. [C] Prof. Dr. H. Abels. FH Köln, Fachgebiet: PPS. [D] Prof. Dr.-Ing. S. Wilksch. FHTW Berlin, Fachgebiet: Produktionsmanagement. [E] Prof. Dr. Arnold, Prof. Dr. Gehler. FH Gießen-Friedberg, Fachgebiet: Logistik. [F] Prof. Dr.-Ing. Dipl.-Wirt.-Ing. Holger Luczak. RWTH Aachen, Fachgebiet: Arbeitswissenschaften.")
47
Internet [G] Prof. Dr. Uwe H. Suhl
Freie Universität Berlin, Fachbereich: Wirtschaftswissenschaften [H] Prof. Dr.-Ing. Klaus-Dieter Fröhner TU Harburg, Fachgebiet: Arbeitswissenschaften [I] Prof. Dr. Claus Rautenstrauch Universität Magdeburg, Fachgebiet: Produktionsinformatik [J] Prof. Dr.-Ing. Dipl.-Wirt.-Ing. Holger Luczak RWTH Aachen, Fachgebiet: Arbeitswissenschaften AW_IV_V03_Umdruck_SS2004.pdf [K] Prof. Dr. Michael Friedrich FH Karlsruhe, Fachgebiet: PPS [L] Prof. Dr. Dr. habil. Dr. h. c. Horst Wildemann TU München, Fachgebiet: Betriebswirtschaftslehre
![Internet [G] Prof. Dr. Uwe H. Suhl](http://slideplayer.org/slide/8872721/26/images/47/Internet+%5BG%5D+Prof.+Dr.+Uwe+H.+Suhl.jpg "Freie Universität Berlin, Fachbereich: Wirtschaftswissenschaften [H] Prof. Dr.-Ing. Klaus-Dieter Fröhner. TU Harburg, Fachgebiet: Arbeitswissenschaften. [I] Prof. Dr. Claus Rautenstrauch. Universität Magdeburg, Fachgebiet: Produktionsinformatik. [J] Prof. Dr.-Ing. Dipl.-Wirt.-Ing. Holger Luczak. RWTH Aachen, Fachgebiet: Arbeitswissenschaften. AW_IV_V03_Umdruck_SS2004.pdf. [K] Prof. Dr. Michael Friedrich. FH Karlsruhe, Fachgebiet: PPS. [L] Prof. Dr. Dr. habil. Dr. h. c. Horst Wildemann. TU München, Fachgebiet: Betriebswirtschaftslehre.")
48
Internet Sonstige Internetquellen: [M] Harry Zingel
Seminararbeit „Industrielle Disposition und Beschaffung“, 1999 [N] Prof. Dr. Ronald Bogaschewsky Dynamische Planung des betrieblichen Materialbedarfs, 1999 [O] Rainer Kämpf Verfahren zur Losgrößenberechnung pps_seiten/sonstiges/losgroessen.html#2%20Übersicht%20über%20die%20Losgrößenverfahren [P]
![Internet Sonstige Internetquellen: [M] Harry Zingel](http://slideplayer.org/slide/8872721/26/images/48/Internet+Sonstige+Internetquellen%3A+%5BM%5D+Harry+Zingel.jpg "Seminararbeit „Industrielle Disposition und Beschaffung , [N] Prof. Dr. Ronald Bogaschewsky. Dynamische Planung des betrieblichen Materialbedarfs, [O] Rainer Kämpf. Verfahren zur Losgrößenberechnung. pps_seiten/sonstiges/losgroessen.html#2%20Übersicht%20über%20die%20Losgrößenverfahren. [P]")
Ähnliche Präsentationen