Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
HSC, HPC, Hartbearbeitung, Trockenbearbeitung, Minimalmengenschmierung
Esslingen,

2
Handreichung Zerspanungsmechaniker
Lernfeld 10: Optimieren des Fertigungsprozesses Richtwert 100 h Schüler planen Bearbeitungsstrategien, optimieren den Werkzeugeinsatz, beurteilen die Wirtschaftlichkeit Die Handreichung enthält ausgearbeitete Lernsituationen, Unterrichtsabläufe, Tafelbilder und Arbeitsblätter (auch für den BTW-Unterricht). Die Unterrichtsentwürfe beziehen sich auf die Trockenbe- arbeitung, die Minimalmengenschmierung, die Hartbearbeitung und und die HSC-Bearbeitung. Es werden hierbei auch Lernsituationen (Geschäftsprozesse) aus dem Werkzeugbau verwendet.
. Die Unterrichtsentwürfe beziehen sich auf die Trockenbe- arbeitung, die Minimalmengenschmierung, die Hartbearbeitung und und die HSC-Bearbeitung. Es werden hierbei auch Lernsituationen (Geschäftsprozesse) aus dem Werkzeugbau verwendet.")
3
Lehrplan Werkzeugmechaniker
Lernfeld 5: Formgeben von Bauelementen (Wirtschaftlichkeit der ausgewählten Fertigungsverfahren, Produktqualität ) Lernfeld 9: Herstellen von formgebenden Werkzeugober- flächen (Schüler fertigen formgebende Werkzeugoberflächen durch Verfahren der spanenden und abtragenden Bearbeitung. Sie diskutieren alternative Lösungsmöglichkeiten, Hochgeschwindigkeitsbearbeitungsverfahren ) Lernfeld 10: Fertigen von Bauelementen in der rechnerge- stützen Fertigung (CAD/CAM-Systeme) Lernfeld 11: Herstellen der technischen Systeme des Werk- zeugbaus
 Lernfeld 9: Herstellen von formgebenden Werkzeugober- flächen (Schüler fertigen formgebende Werkzeugoberflächen durch Verfahren der spanenden und abtragenden Bearbeitung. Sie diskutieren alternative Lösungsmöglichkeiten, Hochgeschwindigkeitsbearbeitungsverfahren ) Lernfeld 10: Fertigen von Bauelementen in der rechnerge- stützen Fertigung (CAD/CAM-Systeme) Lernfeld 11: Herstellen der technischen Systeme des Werk- zeugbaus.")
4
Einordnung der Begriffe: HSC, HPC, Hart-, Trockenbearbeitung, MMS
Die aufgeführten Verfahren können nicht immer getrennt be- trachtet werden. Sie kommen oft in Kombination zum Einsatz. Ausnahme HSC- und HPC-Bearbeitung

5
Einsatz der Verfahren im Werkzeugbau
Die Verfahren werden hauptsächlich im Formen- und Gesenkbau zur Erzeugung „formgebender Oberflächen“ eingesetzt. Der Einsatz der Verfahren ist stark abhängig, ob geschruppt, vorgeschlichtet oder geschlichtet wird. Zudem ist der Wärmebehandlungszustand (geglüht, vergütet, oder gehärtet) entscheidend. Aufmaße sind von wesentlicher Bedeutung.
 entscheidend. Aufmaße sind von wesentlicher Bedeutung.")
6
Werkzeug Firma Kekeisen

7
HSC-Bearbeitung

8
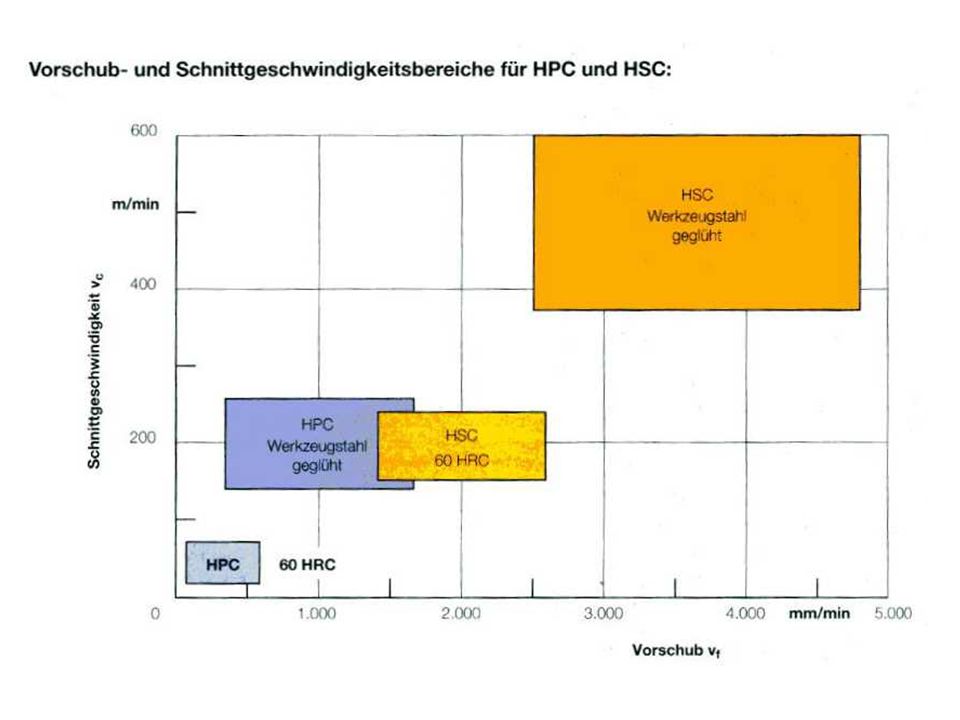
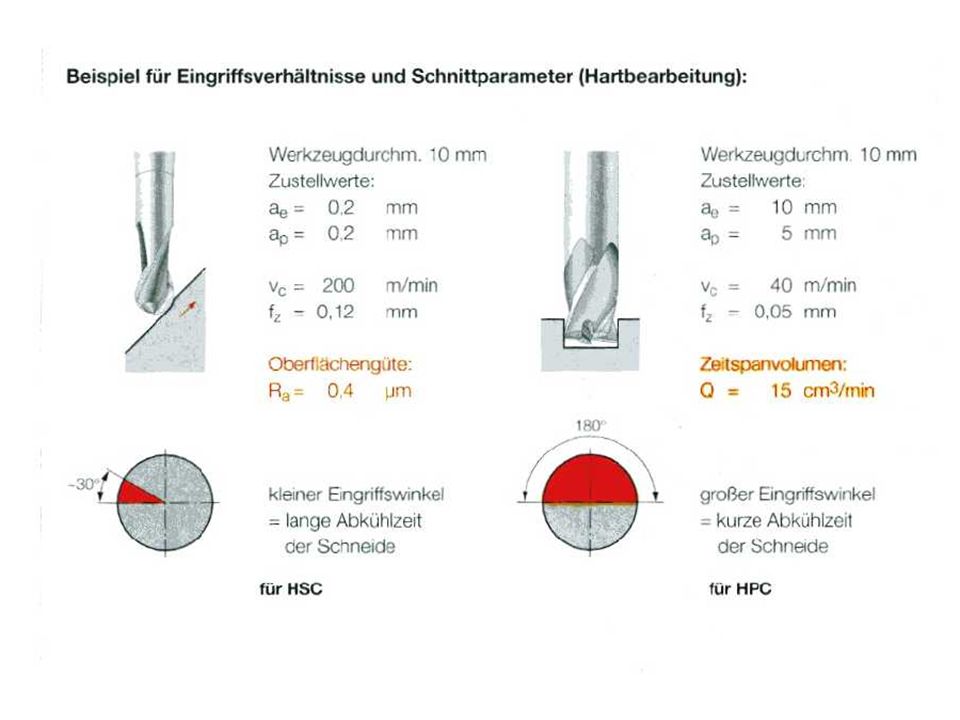
HSC-, HPC-, Bearbeitung HPC „High Performance Cutting“ (Hochleistungsbearbeitung) HSC „High Speed Cutting“ (Hochgeschwindigkeitsbearbeitung) Bei der HPC-Bearbeitung ist das Zeitspanvolumen von her- ausragender Bedeutung. Das Verfahren stellt somit eher einen Schruppvorgang dar. Bei der HSC-Bearbeitung spielt die erzeugte Oberflächengüte und die geringe Werkzeugabdrängung eine wesentliche Rolle. Dieses Verfahren stellt daher eher einen Schlichtvorgang dar. Beide Verfahren können in der Hart- und Trockenbearbeitung eingesetzt werden

16
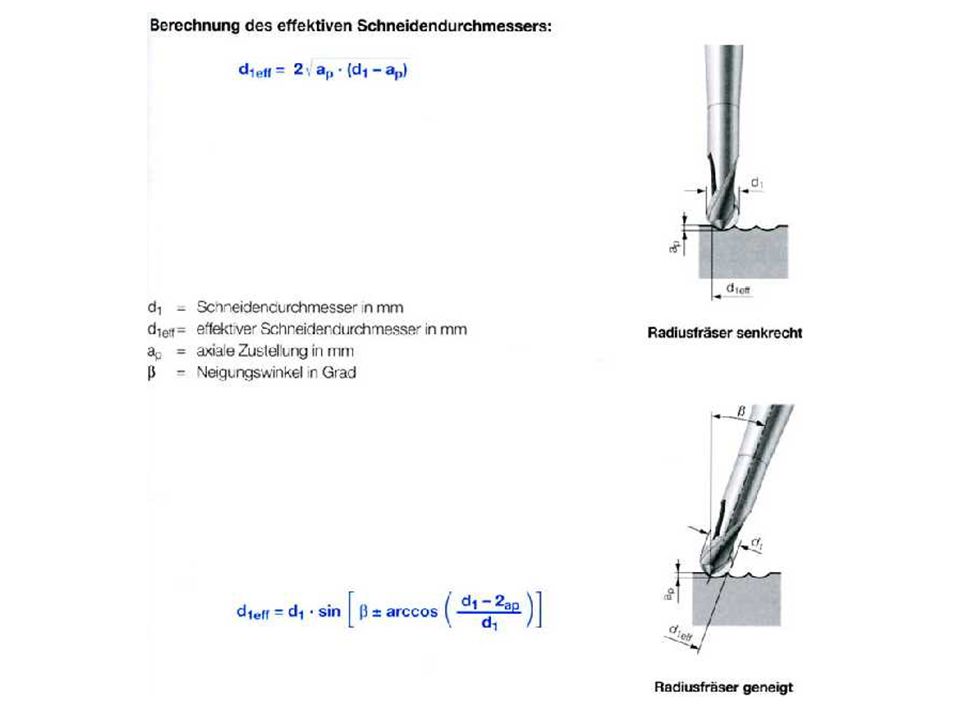
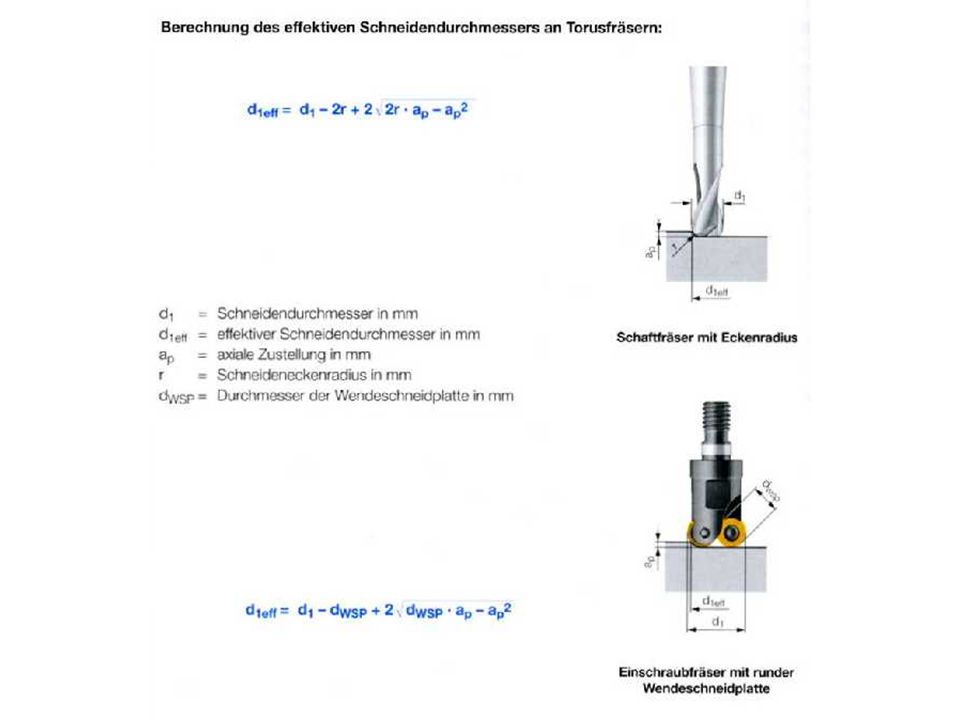
Torusfräser Kugelfräser

19
Trockenbearbeitung

20
Probleme bei herkömmlicher Kühlschmierung
Beim Einsatz von HSS-Fräswerkzeugen wurde früher vor allem eine Wasser-in-Öl-Emulsion oder Schneidöle verwendet. Bei der Verwendung von modernen Hartmetallfräswerkzeugen mit neuen Verschleißschutzschichten wird mit sehr hohen Schnittgeschwindigkeiten zerspant, was bewirkt, dass in der Schnittzone Temperaturen bis 900 C° auftreten. Eingesetzte Kühlmittel würden, auf Grund der hohen Umfangsgeschwindigkeit der Schneide, nicht bis in die Schnittzone vordringen und somit nur die nicht im Eingriff befindlichen Schneiden kühlen. Die thermische Wechselbelastung der Scheiden würde verstärkt, was sich negativ auf die Standzeit auswirken würde. Deshalb geht der Trend in Richtung Trockenbearbeitung.

21
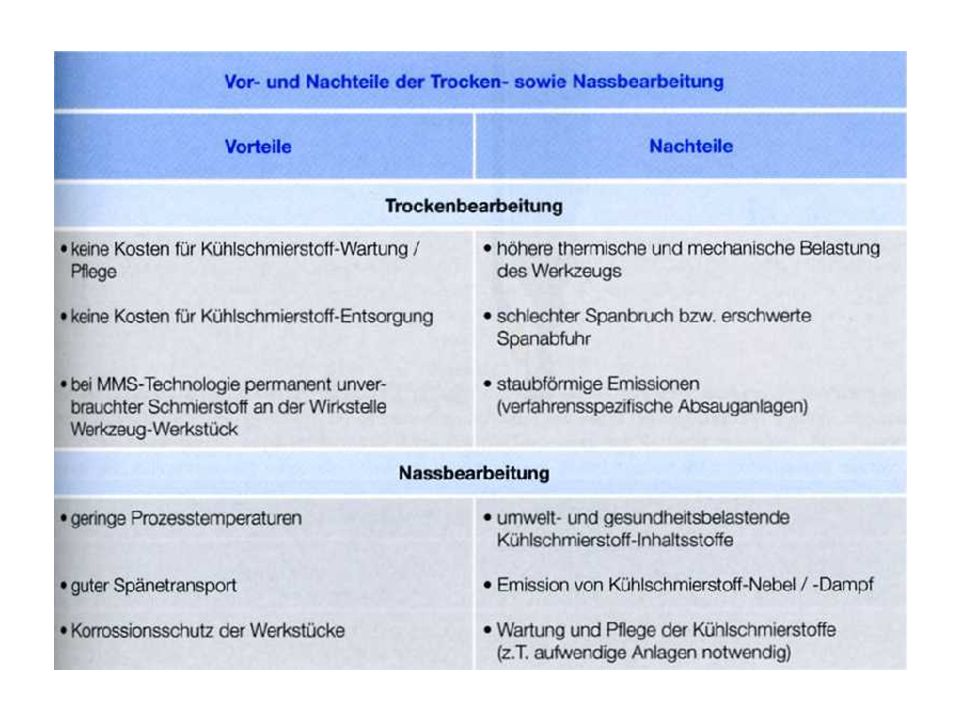
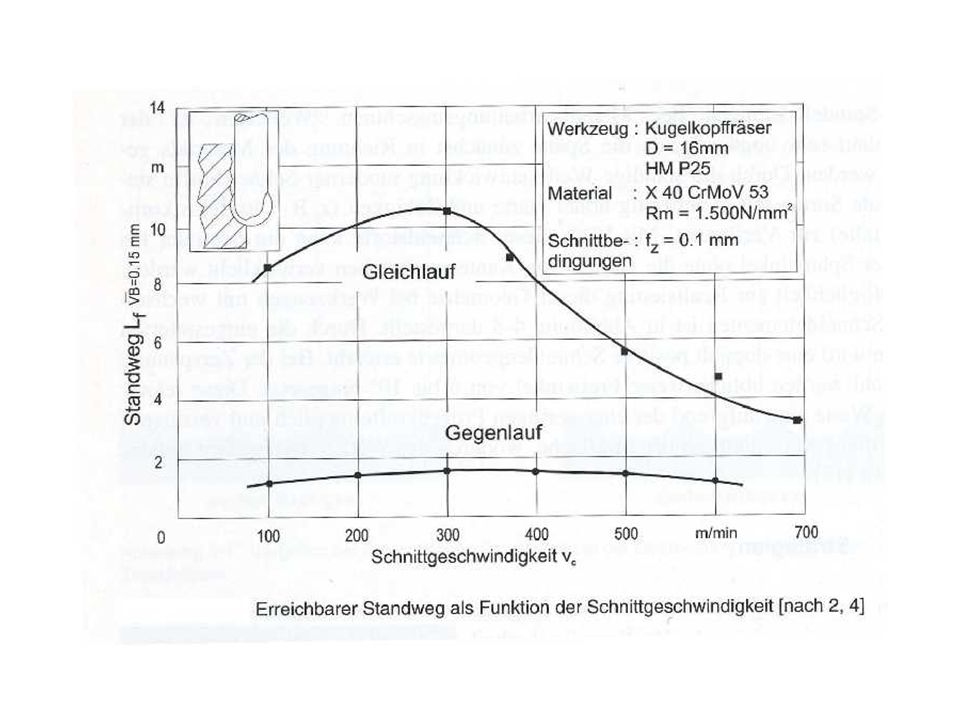
Trockenbearbeitung Bei Verwendung thermisch isolierender Verschleißschutz- schichten wird ein Großteil, der bei der Zerspanung entstehenden Wärme, über den Span abgeleitet. Für ein reibungsloses Entfernen der Späne wird oft Druckluft verwendet, die auch gekühlt sein kann. Unter ökologischen und wirtschaftlichen Gründen wird die Trockenbearbeitung zudem bevorzugt. (siehe Diagramm)
")
22
Kostenanteile bei der Fertigung von Leichtmetallteilen:

24
Minimalmengenschmierung

25
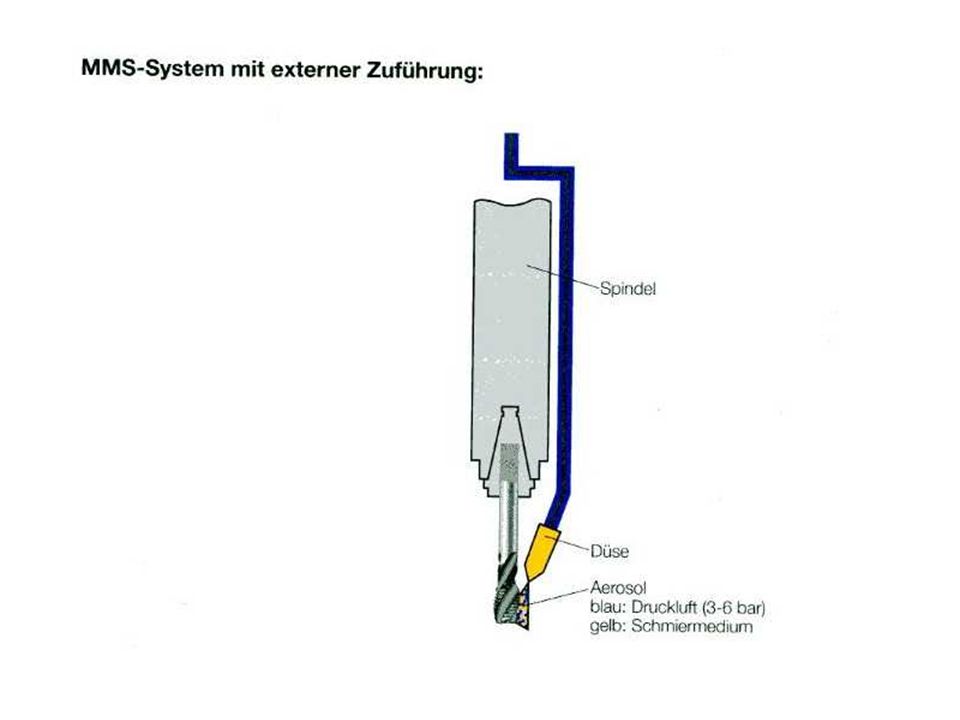
Minimalmengenschmierung (MMS)
Bei weichen Aluminium-Knetlegierungen kann eine Aufbau- schneide entstehen. Dies kann durch eine Minimalmengenschmierung (MMS) verhindert werden. Von Minimalmengenschmierung als Quasi-Trockenbearbeitung spricht man bei einem Schmiermittelverbrauch kleiner 50ml pro Stunde. Schmiermittel wird in Druckluft gelöst und gelangt als Aerosol an das Werkzeug auch bei höheren Umfangsgeschwindigkeiten.
 verhindert werden. Von Minimalmengenschmierung als Quasi-Trockenbearbeitung spricht man bei einem Schmiermittelverbrauch kleiner 50ml pro Stunde. Schmiermittel wird in Druckluft gelöst und gelangt als Aerosol an das Werkzeug auch bei höheren Umfangsgeschwindigkeiten.")
27
MMS-System mit interner Schmierung:

28
Hartbearbeitung

29
Bedingungen für die Hartbearbeitung
Einsatz von leistungsfähigen Werkzeugen und Beschichtungen Werkzeuge mit speziell angepasster Schneidengeometrie und Beschichtung Optimiertes Bearbeitungsumfeld (Werkzeug/ Werkstückspan- nung, Frässtrategie) Bestmögliche Rundlaufgenauigkeit Hohe Steifigkeit beim Spannen der Werkzeuge (Schrumpffutter) Hohe Steifigkeit der Werkzeuge (Vollmaterialwerkzeuge) Bearbeitung von Werkstoffen bis 65 HRC
 Bestmögliche Rundlaufgenauigkeit. Hohe Steifigkeit beim Spannen der Werkzeuge (Schrumpffutter) Hohe Steifigkeit der Werkzeuge (Vollmaterialwerkzeuge) Bearbeitung von Werkstoffen bis 65 HRC.")
31
Prinzipdarstellung des zirkularen Nutenfräsens in gehärtetem Stahl:

32
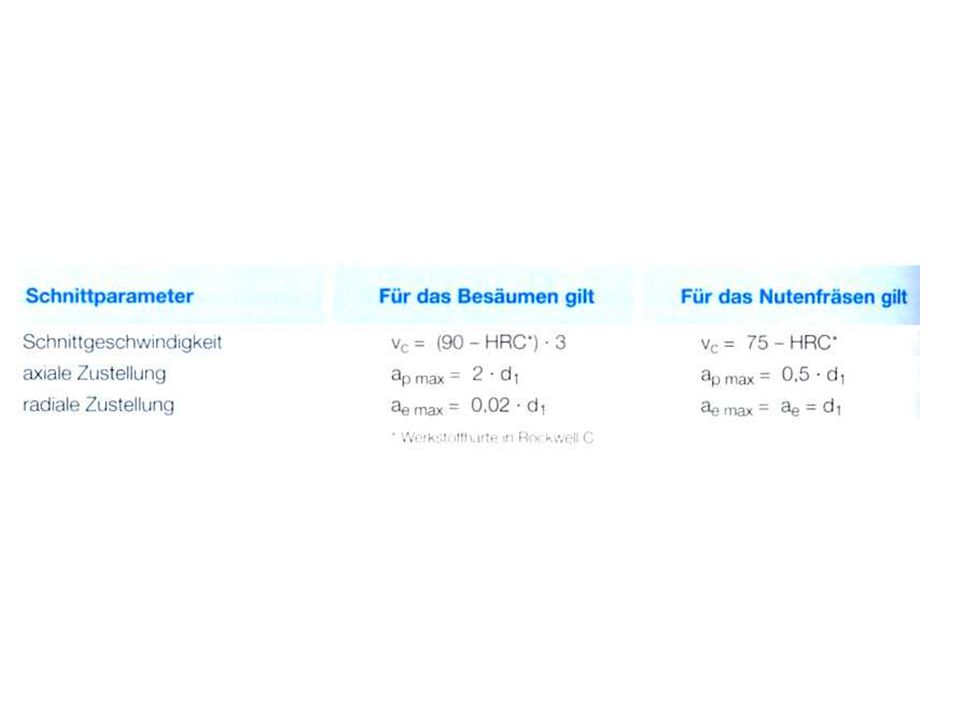
Wahl geeigneter Schnittparameter
Bei der Wahl geeigneter Schnittparameter unterscheidet man drei verschiedene Fälle: Besäumen Nutenfräsen Kontur fräsen (Anwendung bevorzugt im Formen- und Gesenkbau)
")
34
Konkrete Aufgabenstellung

35
Werkzeugstahl X33 CrS16 ≥ 1100 N/mm²

36
Arbeitsauftrag: Wählen Sie zur HSC-Hart-Trockenbearbeitung der gezeigten Blasformen entsprechende Werkzeuge und Werkzeugaufnahmen zum Schlichten, Vorschlichten und Schruppen.

37
Bearbeitungsumfeld bei der HSC-, Trocken-, und Hartbearbeitung
Maschine Spannmittel Werkzeuge Schneidstoffe Beschichtungen

38
Anforderungen an Maschinen
Hohe Drehzahlen Hohe Steifigkeit, schwingungsdämpfend Hohe Leistung Hohe Dynamik, große Vorschübe 5-Achs-Steuerung ist von Vorteil

39
Aufnahmen und Futter Werkzeugaufnahmen stellen das Bindeglied zwischen Werkzeugmaschine und Werkzeug dar. Werkzeugaufnahmen haben die Aufgabe, das eingesetzte Werkzeug sicher und präzise zu spannen und die entstehenden Kräfte an die Werkzeugmaschine abzuleiten. Hieraus resultieren folgende Anforderungen. - hohe Rundlaufgenauigkeit - gute Dämpfungseigenschaften - hohe Steifigkeit - sichere Spannung, auch bei hohen Drehzahlen

40
Verbindung zwischen Werkzeug und Spindel
Hohlschaftkegel haben gegenüber Steilkegeln Vorteile Bessere axiale Positionierung Keine Verformungen bei hohen Drehzahlen

41
Hohlschaftkegel

42
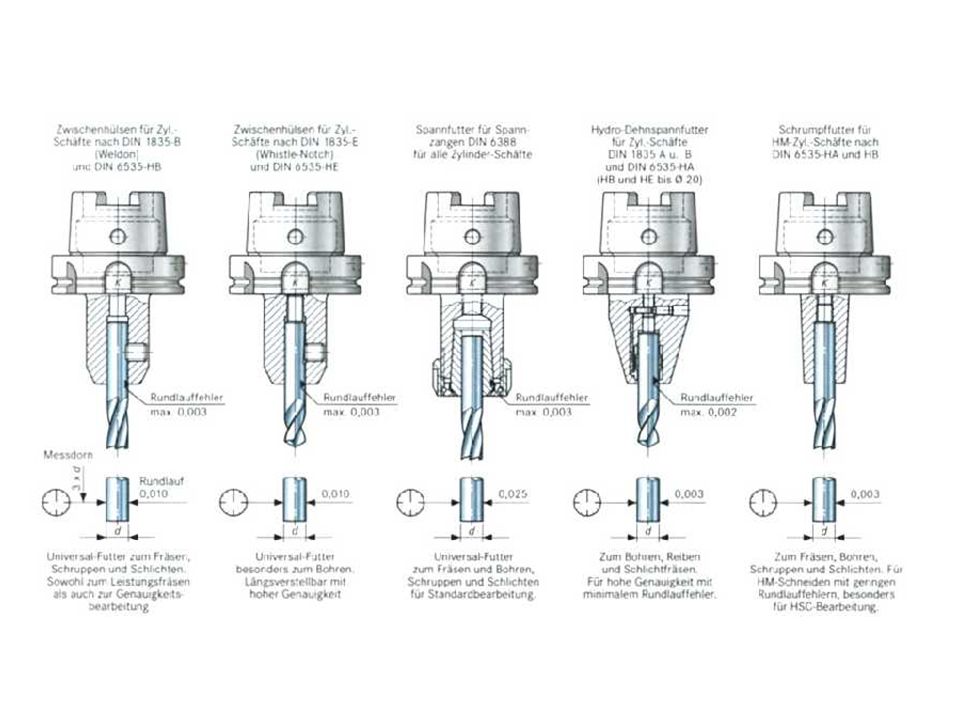
Verbindung zwischen Aufnahme und Werkzeug
Folgende Werkzeugaufnahmen kommen bei der HSC-Bearbeit- ung zum Einsatz: - Schrumpfaufnahmen - Hydrodehnspannfutter - Spannfutter mit Spannzangensystem gemäß DIN 6499

44
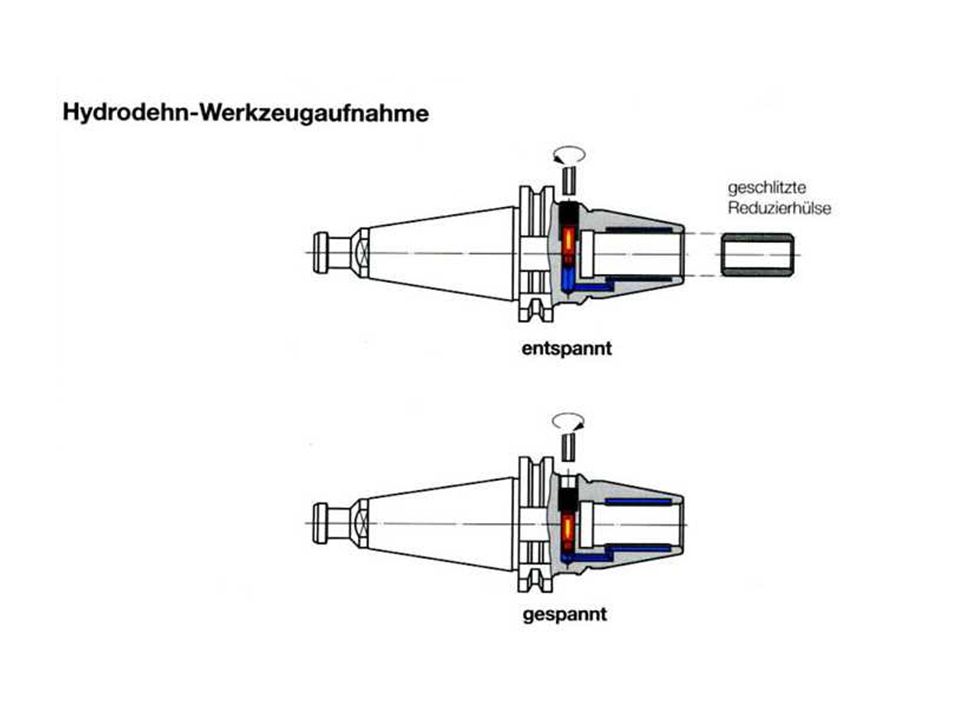
Hydrodehn-Werkzeugaufnahme
Zum hochgenauen Spannen von Bohr-, Reib-, Fräs-, und Gewindewerkzeugen. Es sind hohe Drehzahlen möglich. Für die Schwerzerspanung ist das System weniger geeignet, da Schwingungen auftreten können. Zudem besteht Auszugs- gefahr. Rundlaufgenauigkeit: = 0,003mm

46
Schrumpfaufnahmen Das Erwärmen der Aufnahme geschieht im Schrumpfgerät induktiv. Die Zeit zum Einschrumpfen beträgt ca. 10 Sekunden. Die Abkühlzeit beträgt beim Einsatz eines Werkzeug-Schnelkühl- gerätes ca. 40 Sekunden. Schrumpfaufnahmen sind hochgenau und sehr steif. Sie sind daher für die HSC-Bearbeitung bestens geeignet. Aufgrund der schlanken Bauweise können sie im Formen- und Gesenkbau auch für tiefe Kavitäten eingesetzt werden Rundlaufgenauigkeit: = 0,003mm

48
Werkzeugaufbau Die im Formen- und Gesenkbau eingesetzten Werkzeuge lassen sich in folgende Hauptklassen unterteilen: - Vollmaterialwerkzeuge - Werkzeuge mit wechselbaren Schneidelementen

49
Vollmaterialwerkzeuge
Werden aus einem Werkstoffrohling durch spanende Bearbeit- ung (meist Schleifen) hergestellt. Typische Vertreter sind HSS-, Vollhartmetall-, CERMET- und Keramikfräser. Vollhartmetallwerkzeuge zeichnen sich durch eine hohe Steifig- keit und durch eine hohe Rundlauf und Geometriegenauigkeit aus. Aufgrund der höheren Steifigkeit und der damit verbundenen geringeren Schwingungsanfälligkeit erzielen sie deutlich höhere Standwege und ausgezeichnete Oberflächenqualitäten. Im Formen- und Gesenkbau werden sie hauptsächlich zum Schlichten eingesetzt.
 hergestellt. Typische Vertreter sind HSS-, Vollhartmetall-, CERMET- und Keramikfräser. Vollhartmetallwerkzeuge zeichnen sich durch eine hohe Steifig- keit und durch eine hohe Rundlauf und Geometriegenauigkeit aus. Aufgrund der höheren Steifigkeit und der damit verbundenen geringeren Schwingungsanfälligkeit erzielen sie deutlich höhere Standwege und ausgezeichnete Oberflächenqualitäten. Im Formen- und Gesenkbau werden sie hauptsächlich zum Schlichten eingesetzt.")
50
Werkzeuge mit wechselbaren Schneidelementen
Schneidelemente sind im Werkzeuggrundhalter lösbar eingesetzt Bei Verschleiß können die Schneidelemente problemlos ausgetauscht werden Grundhalter sind meist aus hochvergüteten Stählen Bei der Befestigung mittels Feingewindeschraube treten Zugspannungen im Schneideneinsatz auf, was bei sprödharten Schneidstoffen zum Bruch führen kann Spannfinger sind hierbei besser geeignet, da sie großflächiger spannen (full-face-Platte) Beim Auftreten unkontrollierter Schneidenausbrüche oder spontanen Werkzeugbrüchen sind solche Werkzeuge wegen geringerer Instandsetzungskosten wirtschaftlicher einsetzbar.
 Beim Auftreten unkontrollierter Schneidenausbrüche oder spontanen Werkzeugbrüchen sind solche Werkzeuge wegen geringerer Instandsetzungskosten wirtschaftlicher einsetzbar.")
51
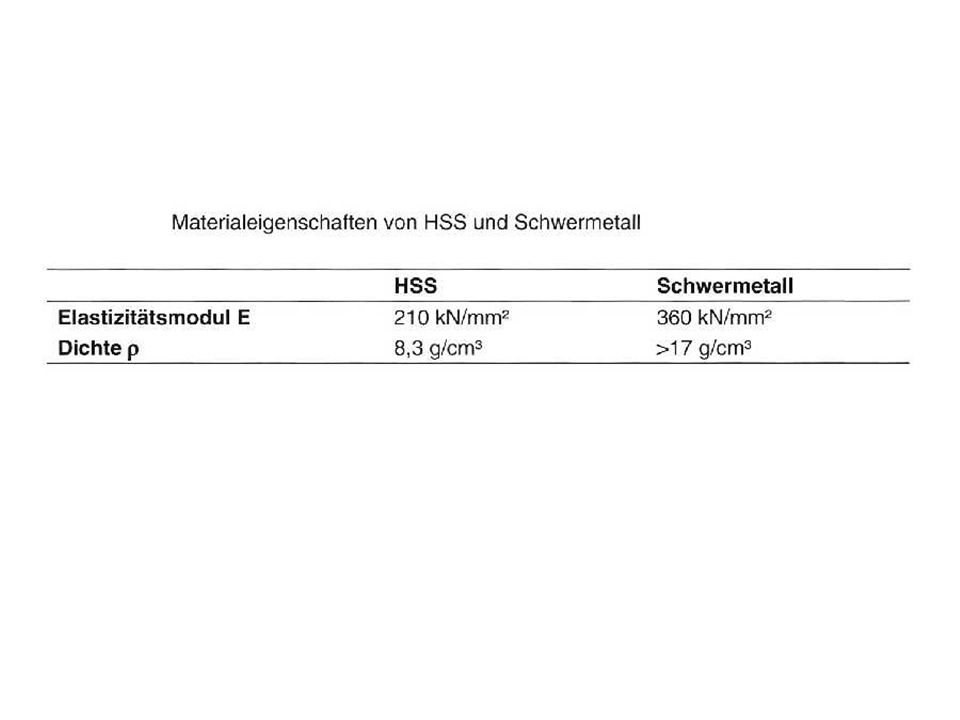
Werkzeuge mit wechselbaren Schneidelementen
Die Nachgiebigkeit im Vergleich zu Vollmaterialwerkzeugen vermindert die Gefahr von spontanen Werkzeugbrüchen. Aufgrund dieser Vorzüge werden im Formen- und Gesenkbau diese Werkzeuge hauptsächlich zum Schruppen eingesetzt Durch Einsatz von Schwermetalllegierungen als Schaftmaterial lassen sich die Standwege wesentlich erhöhen. Bei der HSC-Bearbeitung sind Werkzeuge mit wechselbaren Schneideneinsätzen besonders dann geeignet, wenn als Schaftmaterial ein besonders steifer Werkstoff zum Einsatz kommt.

53
Anforderungen an Schneidstoffe und Beschichtungen
Hohe Wärmebeständigkeit Hohe chemische Beständigkeit Geringe Wärmeleitfähigkeit Geringe Reibwerte Hohe Zähigkeit

54
Hartmetalle Für die HSC-Hartbearbeitung im Werkzeug und Formenbau hat Hartmetall einen hohen Verbreitungsgrad. Die Härte, Zähigkeit und Temperaturbeständigkeit kann bei Hartmetallen gezielt abgestimmt werden. Durch ein gezieltes Mischen von Karbiden und Bindemetall lassen sich die Eigenschaften auf die jeweiligen Bearbeitungs- aufgaben anpassen. Bei höchsten Anforderungen werden Feinstkorn oder Ultra- feinstkornhartmetalle eingesetzt (Karbidgröße unter 1µm, bis 0,2 µm)
")
55
Polykristallines kubische Bornitrid (PKB/CBN)
PKB weist von allen Schneidstoffen die beste Warmfestigkeit auf. Dies führt zu einem überragenden Einsatzverhalten bei gehärteten Stählen. PKB eignet sich jedoch nicht für weiche ferritische und austenitische Stähle (Werkstoffhärte > 55 HRC) und kann aus diesem Grund nur für die reine Hartbearbeitung eingesetzt werden. PKB-Werkzeuge reagieren sehr empfindlich auf Veränderung der Eingriffsbedingungen und insbsondere auf Schwingungen. Bei der Bearbeitung von komplexen Formteilen lassen sich wechselnde Eingriffsbedingungen kaum vermeiden.
 und kann aus diesem Grund nur für die reine Hartbearbeitung eingesetzt werden. PKB-Werkzeuge reagieren sehr empfindlich auf Veränderung der Eingriffsbedingungen und insbsondere auf Schwingungen. Bei der Bearbeitung von komplexen Formteilen lassen sich wechselnde Eingriffsbedingungen kaum vermeiden.")
56
Polykristallines kubische Bornitrid (PKB/CBN)
PKB lässt sich nur bei sehr hohen Schnittgeschwindigkeiten vc < 500m/min wirtschaftlich einsetzen. Dies ist bei bei kleinen Werkzeugdurchmessern aufgrund beschränkter Spindeldreh- zahlen oft nicht realisierbar. Im Werkzeug- und Formenbau beschränkt sich der Einsatz von PKB deshalb auf eine begrenzte Zahl von Anwendungen.

57
Weitere Schneidstoffe
Keramiken beschränken sich bei der HSC-Bearbeitung auf- grund der sehr hohen Sprödigkeit hauptsächlich auf den konti- nuierlichen Schnitt bzw. auf die Bearbeitung von Sonderlegier- ungen z.B. hitzebeständige Nickelbasislegierungen. Cermets können nur zur Schlichtbearbeitung eingesetzt werden. Sie besitzen gegenüber Hartmetall eine höhere Oxidations- und Diffusionsbeständigkeit, eine geringere Neigung zur Aufbau- schneide, eine höhere Warmfestigkeit und ein günstigeres Thermoschockverhalten. Nachteilig ist jedoch ihre deutlich höhere Sprödigkeit.

58
Beschichtungen Titannitrid-Schichten (TiN), goldene Farbe
Titan-Carbonid-Schichten (TiCN) Titan-Aluminiumnitrid-Schichten (TiAlN) Gleitschichten (MoS2, WC/C..) Diamantschichten CBN-Schichten
 Titan-Aluminiumnitrid-Schichten (TiAlN) Gleitschichten (MoS2, WC/C..) Diamantschichten. CBN-Schichten.")
59
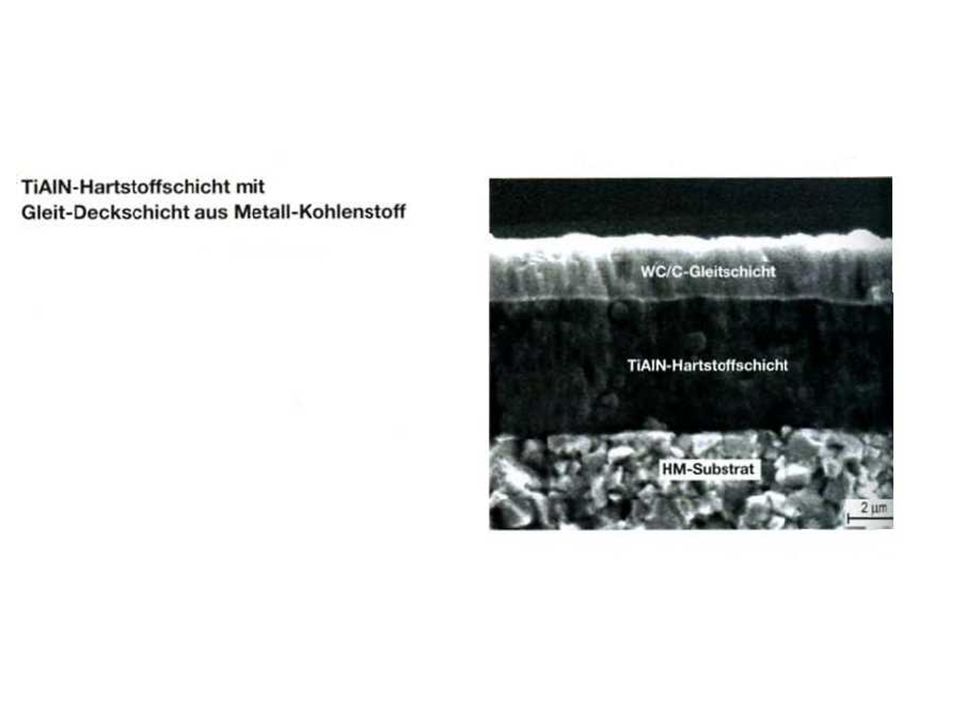
Beschichtungen Bei der Hart- und Trockenbearbeitung werden hauptsächlich TiCN und vor allem TiAlN-Schichten eingesetzt. TICN-Schichten zeichnen sich durch besonders hohe Härte und Zähigkeit aus. TiAlN-Schichten besitzen neben einer nur geringfügig geringer- en Härte als TICN eine bessere thermische Beständigkeit und eine bessere Isolierwirkung. Daher eignen sich einlagige TiAlN-Schichten besonders für die HSC-Hart- und Trocken- bearbeitung. Mehrlagenschichten weisen geringere Härte, dafür aber höhere Zähigkeit auf. Sie wirken sich günstig auf Spannungsverhältnis- se innerhalb der Schichten aus und eignen sich daher auch für unerbrochene Schnitte. Die TiAlN-Schichten können zusätzlich mit einer Gleitschicht versehen sein

60
Drei Doppellagen TiN/TiCN

61
Mehrlagige TiCN/TiAlN-Schicht

Ähnliche Präsentationen

















 Schutzmaßnahmen bei Klebstoffen”>")









