Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

2
Bauraumtemperaturen

3
Bauraumtemperaturen

4
Bauraumtemperaturen

5
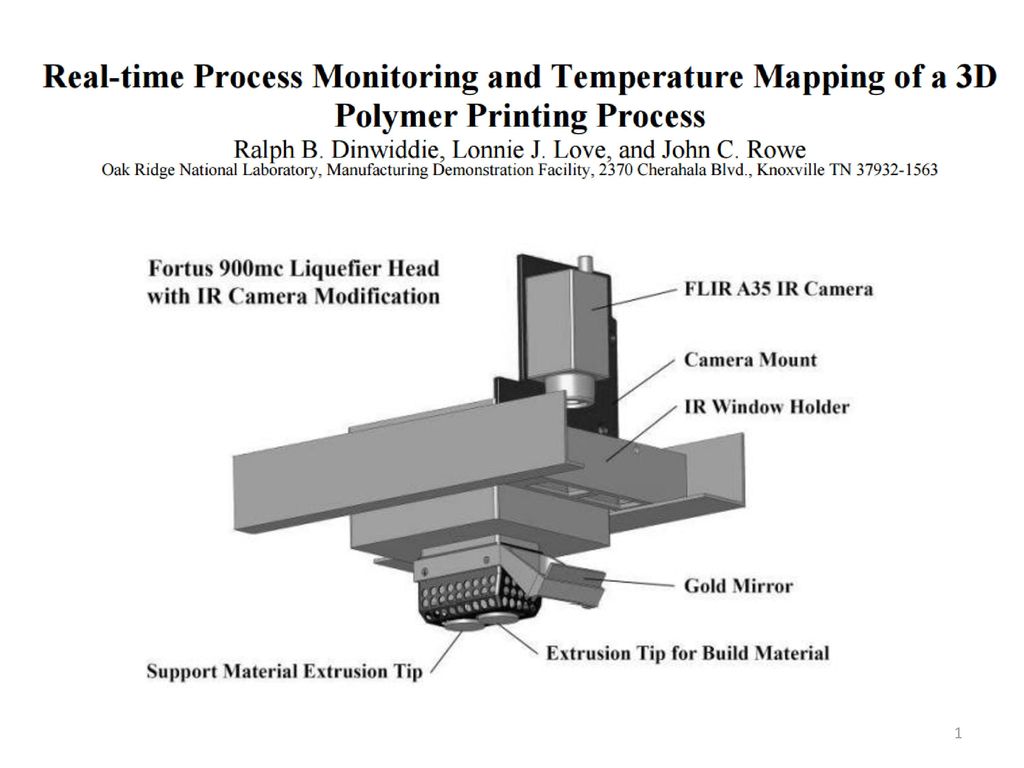
Mittels IR gemessene tatsächliche Austragstemperaturen
3 verschiedene Austragsdüsen Für Stratsys Forteq Ziel Messung der tatsächlichen Austragstemperatur

6
Mittels IR gemessene tatsächliche Austragstemperaturen

7
Drucker „Protos V2“ FDM-Drucker der Firma German RepRap

8
Drucker „Protos V2“ FDM-Drucker der Firma German RepRap

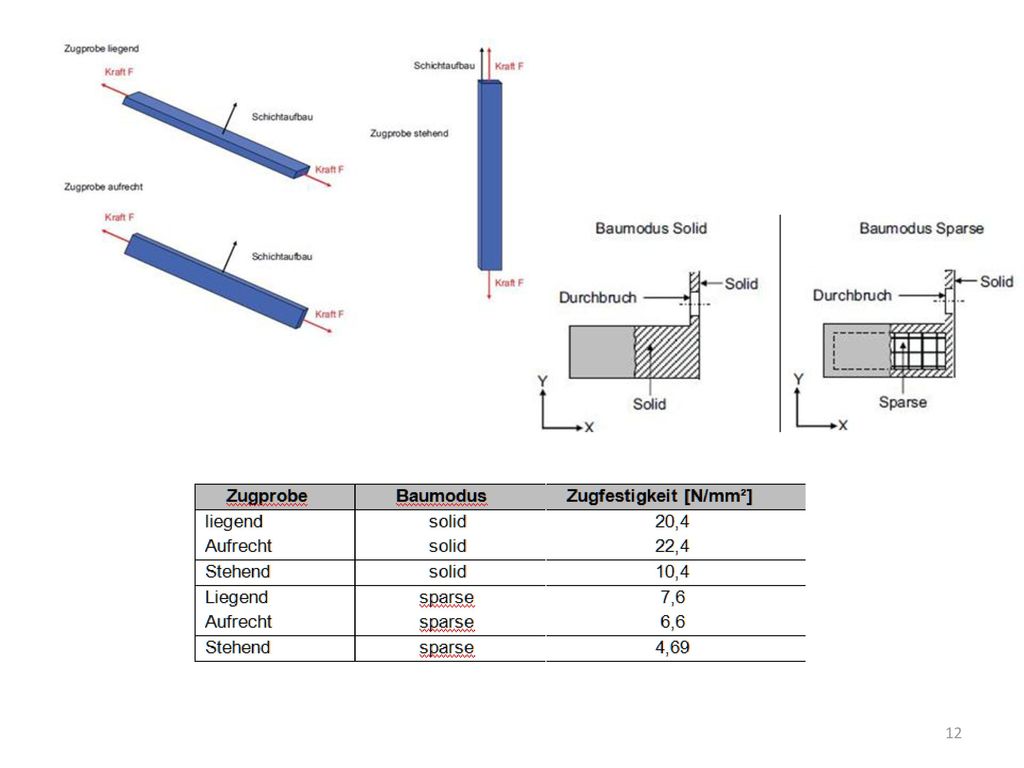
13
Ergebnisse PA6 bei 100% Infill
Spritzguss Ca. 50% der Zugfestigkeit spritzgegossener Teil immerhin ! aber viel größere Streuung !! Und nicht in allen Richtungen !

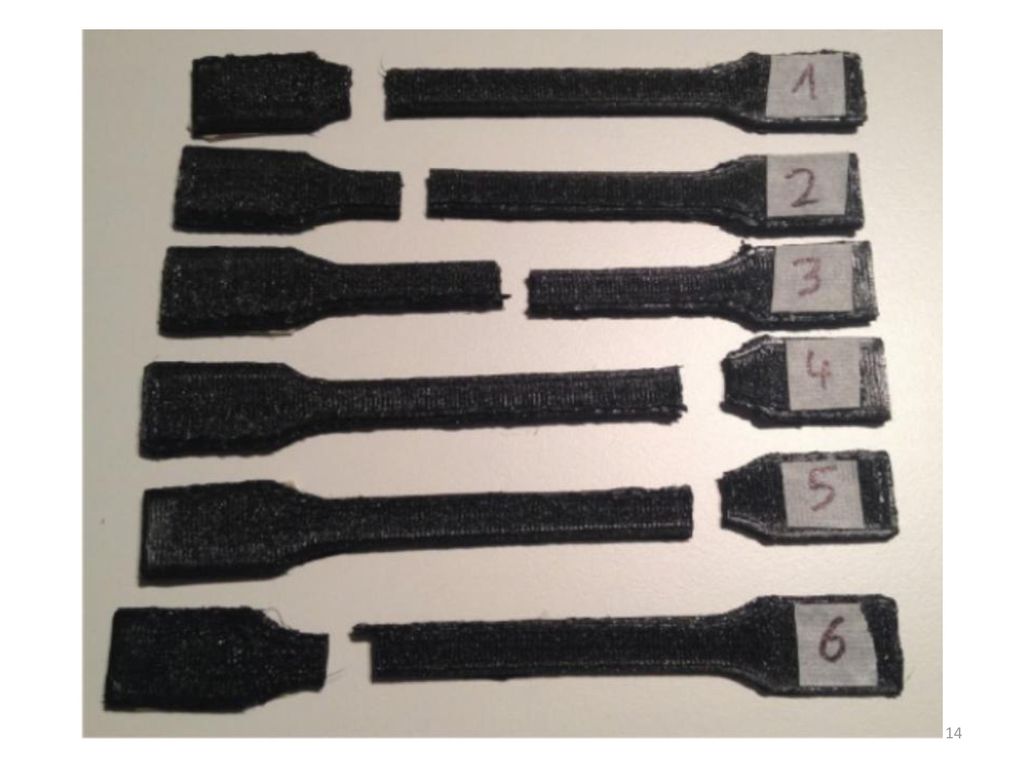
15
Empfehlung: Parameter einstellen mit Hilfe erster einfacher Testgeometrien Hier fester Block, d.h. Quader mit 100% infill Die infill Bahnen zeichnen sich außen ab schlecht Maßnahmen: Langsamer, Mehr Umfangsbahnen (perimeter) oder dickere Düse reinigen
 oder dickere. Düse reinigen.")
16
Corner Vibration Extruder ändert in Ecken Fördergeschwindigkeit und kann dabei in Resonanzbereiche Kommen das System schwingt auf Ungenaue Bahn

17
Beurteilung der infill Bahnen
Zu wenig Material Infill erhöhen Strangbreite erhöhen Schichtdicke verringern … Zu wenig Material Infill verringern Strangbreite verringern Schichtdicke erhöhen ….

18
Beschleunigungs- und Bremsrampen beim Anfahren von Ecken
Bei diesem Drucker gibt der K Faktor bei Beschleunigungs- und Bremsvorgängen vor, in welchem Ausmaß der Ausstoß gleichzeitig verringert oder erhöht wird. Links Rechts Zu stark gebremst Zu stark beschleunigt Ausstoß zu hoch Zu wenig Material (Pfeil)
")
19
K2 Faktor beschreibt bei diesem Drucker die Nichtlinearität zwischen
Bewegungsgeschwindigkeit und Austragsgeschwindigkeit Gilt für Steuerungssoftware Makerbot (Stratasys)
")
20
Übersicht Filamentmarkt
und viele andere mehr….

21
Fazit Große Anzahl von Prozessparameter Baustruktur (Lage, Schichthöhe, Füllgrad, Hülle/Kern,…. Auftragsprozessparameter (Temperatur, Geschwindigkeit, Düsendurchmesser) Empfehlungen des Geräteherstellers, der bereits auf bestimmte Filamente hin optimiert hat sind sehr sinnvoll Bei Eigenbau des Druckers und „unbekannten“ Filamenten mit viel Optimierungsaufwand zu rechnen Folgerungen für Anwendungsfälle bzgl. erreichbaren Materialeigenschaften ? Personal / Professional / Production Printer FDM große Materialvielfalt bereits am Markt
 Empfehlungen des Geräteherstellers, der bereits auf bestimmte Filamente hin. optimiert hat sind sehr sinnvoll. Bei Eigenbau des Druckers und „unbekannten Filamenten mit viel. Optimierungsaufwand zu rechnen. Folgerungen für Anwendungsfälle bzgl. erreichbaren Materialeigenschaften Personal / Professional / Production Printer. FDM große Materialvielfalt bereits am Markt.")
22
Weiterentwicklung Freeformer, Arburg

23
Weiterentwicklung Freeformer, Arburg
Austragseinheiten für Hart-Weich Verbundbauteile

24
Tröpfchenaustrag Freeformer, Arburg

25
Freeformer, Arburg Filme\fdm\ARBURG Plastic Freeforming - Process description.mp4

27
Weiterentwicklungen FDM oder ähnlicher Verfahren

28
Weiterentwicklungen FDM oder ähnlicher Verfahren BAAM
Filme\Spannende exoten\baam-product-overview.mp4 Filme\Spannende exoten\BAAM Printing Supercut.mp4

29
Weiterentwicklungen FDM oder ähnlicher Verfahren BAAM

30
FDM ähnlicher Verfahren flüssiger Materialaustrag aus Düse

31
FDM ähnlicher Verfahren flüssiger Materialaustrag aus Düse
Filme\Spannende exoten\10 Houses Printed in 24 Hours - 3D Printed Concrete Homes.mp4

32
Einbau Endlosfasern aktuelles Projekt Fraunhofer IPA

33
Filme\Spannende exoten\Continuous Composite 3D Printing Multi Material 1st Trials.mp4

34
Weiterentwicklungen FDM oder ähnlicher Verfahren

35
Lernkontrollfragen FDM
Wofür steht FDM ? Beschreiben Sie grob das Funktionsprinzip eines FDM 3D Druckers. Nennen Sie drei Kunststoffe, die sich mittels FDM verarbeiten lassen. Nennen Sie drei auf den Bauvorgang (geometrischer Ablauf) bezogene Prozeßparameter. Nennen Sie Prozeßparameter, die sich unmittelbar auf den Materialfusionsprozess auswirken. Gibt es FDM ähnliche Verfahren für andere Materialien als Kunststoff ? (Beispiel nennen) Ungefähre Durchmesser der Filamente ? Ungefährer Durchmesser des austretenden Materials ? (Düsendurchmesser) Warum ist es besser den Bauraum zu beheizen ? Ungefähre erreichbare Genauigkeit mit dem FDM Verfahren ? Ungefähre erreichbare Materialfestigkeit (gemessen am kompakten, z.B. mittels Spritzgießen verarbeiteten Materials) ? Muss beim FDM Verfahren ggf Stützmaterial verwendet werden ? Lassen sich mittels FDM Verfahren verschiedene Materialien kombinieren ? Führender Hersteller für hochqualitative FDM Maschinen ? Gibt es „Serienanwendungen“ d.h. additive manufacturing Anwendungen von Kunststoffbauteilen mittels FDM ? Kann man davon ausgehen, dass sich ABS-, oder PA-Filamente verschiedener Hersteller Gleich verhalten ? (begründen)
 bezogene Prozeßparameter. Nennen Sie Prozeßparameter, die sich unmittelbar auf den Materialfusionsprozess. auswirken. Gibt es FDM ähnliche Verfahren für andere Materialien als Kunststoff (Beispiel nennen) Ungefähre Durchmesser der Filamente Ungefährer Durchmesser des austretenden Materials (Düsendurchmesser) Warum ist es besser den Bauraum zu beheizen Ungefähre erreichbare Genauigkeit mit dem FDM Verfahren Ungefähre erreichbare Materialfestigkeit (gemessen am kompakten, z.B. mittels. Spritzgießen verarbeiteten Materials) Muss beim FDM Verfahren ggf Stützmaterial verwendet werden Lassen sich mittels FDM Verfahren verschiedene Materialien kombinieren Führender Hersteller für hochqualitative FDM Maschinen Gibt es „Serienanwendungen d.h. additive manufacturing Anwendungen von. Kunststoffbauteilen mittels FDM Kann man davon ausgehen, dass sich ABS-, oder PA-Filamente verschiedener Hersteller. Gleich verhalten (begründen)")
36
Lernkontrollfragen FDM
Wofür steht FDM ? Was passiert wenn Sie einen schlanken Stab mit hoher Baurate in die Höhe bauen, also in z-Richtung orientieren ? Warum kann es sinnvoll sein, mehrere Bauteile nebeneinander zu drucken ? Was kann die Ursache sein, wenn die Düse stark nachläuft ? Was deutet auf Verschmutzung der Düse hin ?

37
Ziel Nochmal auf Designempfehlungen eingehen

38
Die Prozeßkette

39
Wichtig Trennung in virtuelle Ebene, wirtuelle Bearbeitung des 3D datensatzes Und reale physische oder physikalische Ebene Heute etwa 200 verschiedene Verfahren, viele verschiedene Materialien Aber stets ist dieser Schichtenbasierte Ablauf virtuell und physisch wieder zu finden ! Datensatz 3D Volumen Konturdaten , Schichtdicke, Schichtnummer Prinzipiell alles 2 ½ D Prozesse

41
IGES

42
STEP (STandard for the Exchange of Product model data) ist ein Standard zur Beschreibung von Produktdaten. Er umfasst neben den physischen auch funktionale Aspekte eines Produktes. STEP ist formal in der ISO-Norm 10303 definiert. Aufgrund der Standardisierung ist er für den Datenaustausch zwischen verschiedenen Systemen geeignet. Innerhalb von STEP können Produktdateninformationen des gesamten Lebenszyklus abgebildet werden. Somit eignet er sich für viele verschiedene Anwendungsbereiche bzw. -systeme wie beispielsweise Computer-aided design (CAD), Computer-aided manufacturing (CAM),Produktdatenmanagement (PDM), Digital Mock-Up (DMU) und computer-aided engineering (CAE). Hierfür werden sogenannte Applikationsprotokolle für die verschiedensten Anwendungsbereiche zur Verfügung gestellt, wie z. B. Heute bevorzugtes CAD-Programm unabhängiges Austauschformat Volumenmodell Überträgt meist NICHT die konstruktionshistorie Parametrierung geht verloren

43
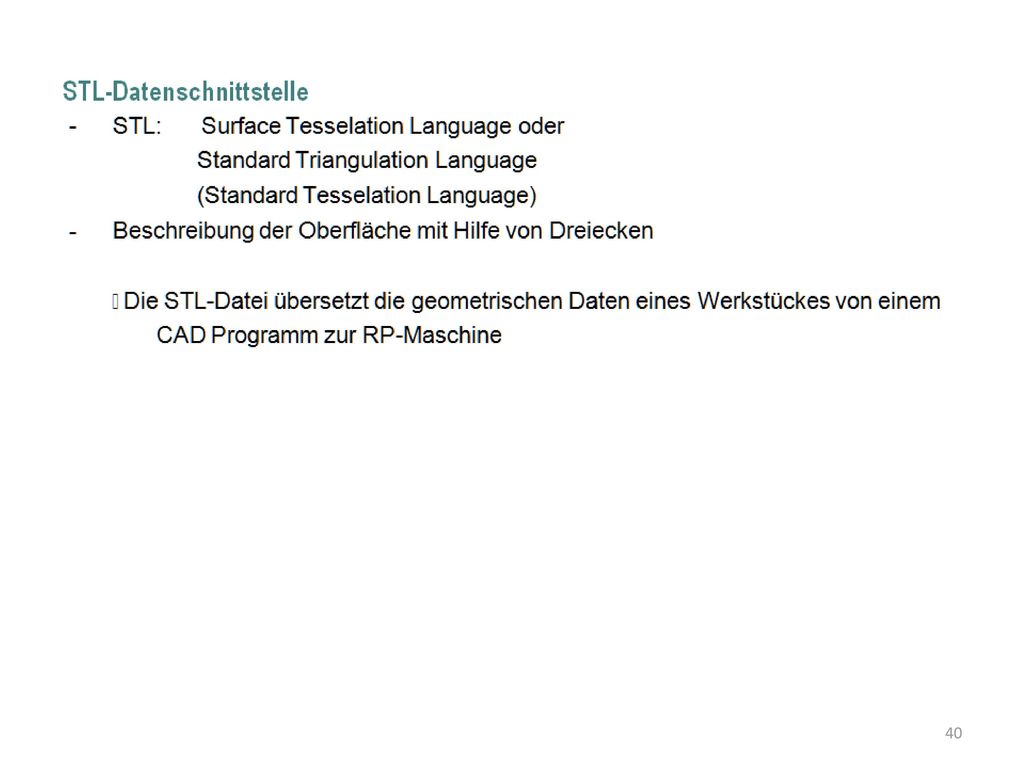
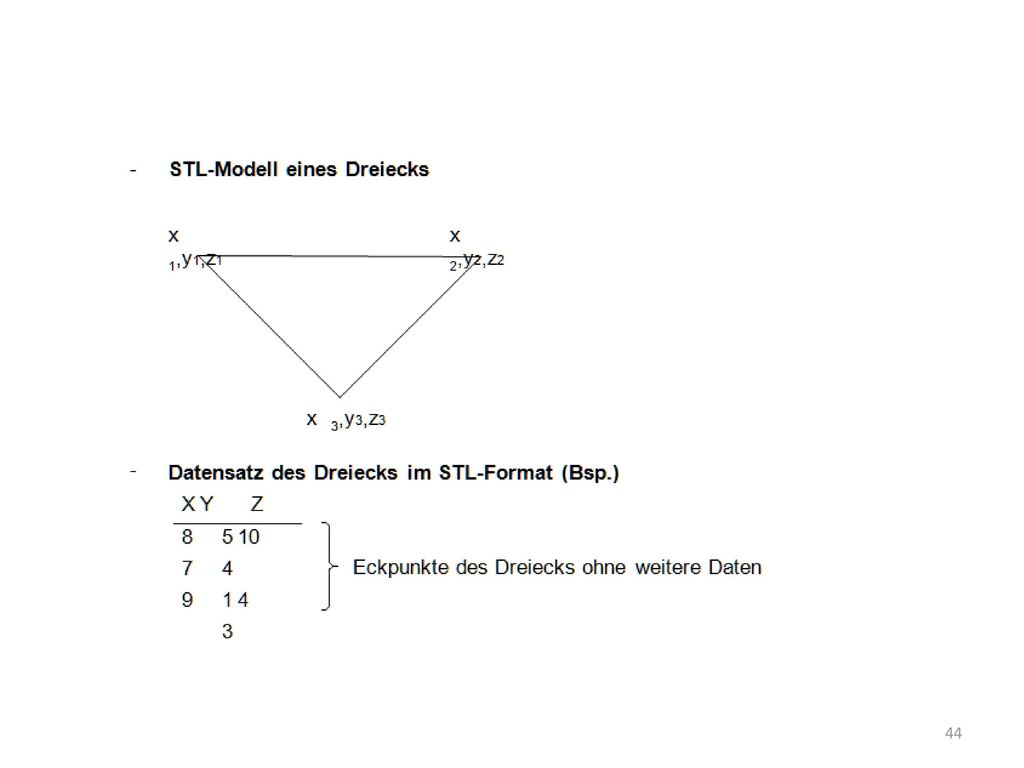
STL Auflösung Datenmenge

46
Datensatzfehler bzgl. STL
Mögliche Fehler in step Daten Kein geschlossenes Volumen Lücken Flächen überlappen

47
Unterschied Schalen - Volumenmodell
Volumenmodell Schalenmodell

48
Prozeßkette Datenschnittstelle kann auch Schnittstelle zwischen Unternehmen sein Kunde und Auftragnehmer Gleiches gilt für die Bauteilübergabe AMF ist Weiterentwicklung von STL speziell für 3D Druck AMF = Additive Manufacturing Format enthält zusätzlich zur Geometrie auch Angaben zu Farben, Materialien, Texturen, u.a.m. Unterschied bzgl. Konstruktion Endanwendung Prototyp oder Endprodukt ?

49
Im Kunststoffbereich überwiegen heute noch Prototypenprojekte
Konstruktion nach den Regeln des beabsichtigten Serienprozesses

50
Fertigung Produkt NICHT Prototyp Hier nun eigene Konstruktionsregeln, die aber vom Verfahren abhängen SLS und SLM dominieren hier sehr stark für technische Anwednungen !

51
Merke Geht es um Prototypen Design muss sich nach späterem Serienprozess richten Geht es um Anwendungen (Manufacturing AM) Design richtet sich nach AM-Prozess Führendes Verfahren für Metall und Kunststoff ist SLS bzw. SLM

52
Einfluß des Verfahrens (und des Gerätes) auf Baugenauigkeit an einem
Testbeispiel

53
Merke Es kann eigentlich keine vom Verfahrens- und vom Gerät unabhängige Empfehlung geben ! Allenfalls ganz grobe Richtwerte

54
VDI Richtlinien, fertig und in Vorbereitung
SLS Kunststoff liegt vor FDM Status P noch Projekt noch kein Entwurf

55
VDI Richtlinien, fertig und in Vorbereitung

56
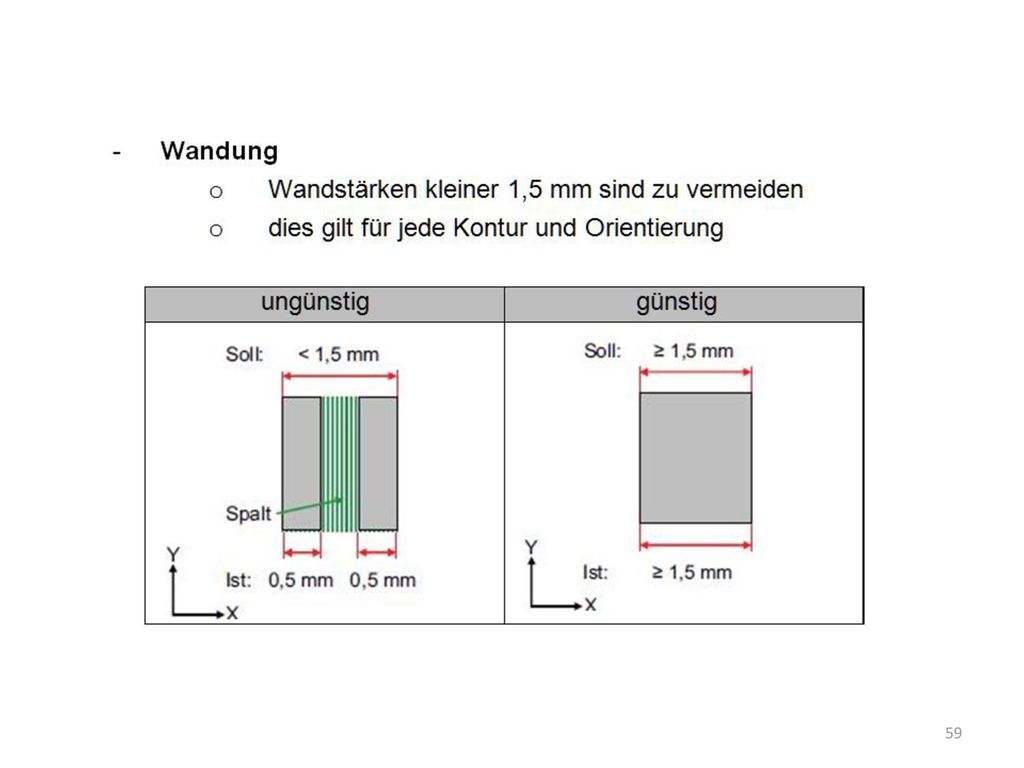
Allgemeine Konstruktionsregeln
Keine Strukturen planen, die der AM Prozess aufgrund seiner Genauigkeitseinschränkungen nicht produzieren kann Konturen könnten komplett verlorengehen Toleranzen Hängen stark von Maschine und Verfahren ab ! Funktionstoleranzen Unbedingt Vorsicht geboten, da AM Prozesse noch grobe Toleranzen aufweisen ggf. Nacharbeit

57
RP Gerechte Konstruktion Genauigkeiten
SLA

58
Empfehlungen Stratasys (Marktführer FDM)
ACHTUNG in Inches ! 0,1-0,257mm 0,6-1mmm

60
Stratasys: We recommend designing load bearing surfaces with ideal thickness or greater. Für Schichtstärke 0,01 inch 0,257 mm 0,053 inch 1,34mm Aber bei 0,005 Schichtstärke 0,127mm 0,41mm angegebene Minimalwandstärke

61
Feine Schichtstärke NICHT immer gut !
Insbesondere beim Bau von Überhängen OHNE Stützmaterial Kleine Schichtdicke Gröbere Schichtdicke Überhänge bei gröberer Schicht besser gelungen

62
Bridge Tests Wie wurde hier gebaut ? 45°C Regel ? Längste Brücke mehr Durchhang extrem von vorgegebenen Parametern abhängig

63
Merke Überhänge >45° und Brücken ohne Stützstruktur sind im FDM Verfahren möglich Aber extrem von Maschine, Material und eingestellten Paramtern abhängig Möglichst vermeiden

Ähnliche Präsentationen












 in der Architektur Raster- oder Vektorgrafik.>")








