Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Montagagetechnik Band 2
Punkt 1

2
Welche Gründe führen zu einer
Fehler- Möglichkeits- und Einflussanalyse bzw. Auswirkungsanalyse (FMEA)? Beispiele: Kulanzansprüche des Kunden Kostenminimierung Zeit Qualität von A-Z Gesetz & Vertrag Feldausfall Image Sicherheit & Umwelt Produktänderung
 Beispiele: Kulanzansprüche des Kunden. Kostenminimierung. Zeit. Qualität von A-Z. Gesetz & Vertrag. Feldausfall. Image. Sicherheit & Umwelt. Produktänderung.")
3
Fehlerentstehung und Behebung

4
Risiko Anfangsrisiko FMEA SOP Zeit/ Massnahmen Restrisiko

5
Montagagetechnik Band 2
Punkt 1.1

6
FMEA - Ziele Identifizieren kritischer Produktkomponenten und Prozessschwächen Abschätzung und Beurteilung von Risiken Prioritätenbildung bei der Fehlerbekämpfung Verbesserung von Systemen, Produkten und Prozessen Verringerung der Änderungen in der Serie Steigerung der Funktionssicherheit und Zuverlässigkeit von Produkten Reduzierung von Garantie- und Kulanzkosten Kürzere Entwicklungsprozesse Störungsärmere Serienanläufe – Verbesserte Termintreue Wirtschaftlichere Fertigung

7
FMEA - Einsatzgebiete Neuentwicklung von Systemen, Produkten/ Komponenten und Prozessen Neue Einsatzgebiete bekannter Produkte Beurteilung von Sicherheits- und Problemteilen Produkt-, Prozeß- und Systemveränderungen Einsatz neuer Fertigungsverfahren (z.B. bei der Herstellung von Goldbarren)
")
8
Zeitpunkt für den FMEA-Einsatz
Produkt- FMEA`s sollten vor der Fertigstellung des Konzepts gestartet werden. Prozess- FMEA`s sollten vor / während der Durchführung von Machbarkeitsuntersuchungen, vor der Erstellung von Serienwerkzeugen gestartet werden. FMEA`s sind „lebende Dokumente“. FMEA`s sollten stets aktualisiert werden wenn Änderungen (ProduktProzess) vorgenommen bzw. neue Informationen erhalten FMEA`s sollten durchgeführt werden, bevor Fehler unwissentlich hineinentwickelt werden. Frühzeitiges Durchführen von FMEA`s kann den Aufwand für spätere Änderungen mindern. Richtig eingesetzt, ist die FMEA ein interaktiver, nicht endender Prozess.
 vorgenommen bzw. neue Informationen erhalten. FMEA`s sollten durchgeführt werden, bevor Fehler unwissentlich. hineinentwickelt werden. Frühzeitiges Durchführen von FMEA`s kann den Aufwand für spätere. Änderungen mindern. Richtig eingesetzt, ist die FMEA ein interaktiver, nicht endender Prozess.")
9
Erfolgsfaktoren Mißerfolge sind vorgegeben, wenn:
die FMEA nicht konsequent angewendet wird Teilnehmer nicht als kompetent akzeptiert werden abgesprochene Maßnahmen nicht realisiert werden Erfolge ergeben sich, wenn: die FMEA „von oben“ bewußt eingeführt wird das Team die Bereitschaft und Fähigkeit zur interdisziplinären Zusammenarbeit besitzt teamorientiertes Denken vorherrscht

10
Zehnerregel der Fehlerkosten

11
FMEA System - FMEA Produktentstehung und Entwicklung
Fertigung und Montage Detail -Konstruktion Konstruktions FMEA Prozess FMEA System - FMEA

12
Top Down Methode

13
System FMEA Produkt & Prozess

14
Vorbereitung einer FMEA
1. Teamgründung Projektleiter wird bestimmt Gesamtverantwortung liegt bei Ihm Teammitglider werden vom Projektleiter ausgesucht 4-6 Mitglieder der unterschiedlichen Abteilungen ( Entwicklung;Montage;u.s.w) Zur Problemlösung müssen vor der FMEA sämtliche zur Verfügung stehende Unterlagen gesammelt werden 2. Visualisierung Systemstruktur Fehlerstruktur Top Down im Baumdiagramm aufzeigen System FMEA Prozess beleuchtet den Gesamtprozess & sämtliche Unterprozesse
 Zur Problemlösung müssen vor der FMEA sämtliche zur. Verfügung stehende Unterlagen gesammelt werden. 2. Visualisierung Systemstruktur. Fehlerstruktur Top Down im Baumdiagramm aufzeigen. System FMEA Prozess beleuchtet den Gesamtprozess & sämtliche Unterprozesse.")
15
Vorbereitung einer FMEA 2
3. Fehleranalyse Brainstorming zu jedem Fehler Analyse und Auswertung im Baumdiagramm Dokumentation im FMEA Formblatt zur Risikobewertung Fehlerbeseitigung und weitere Vorgehensweisen

16
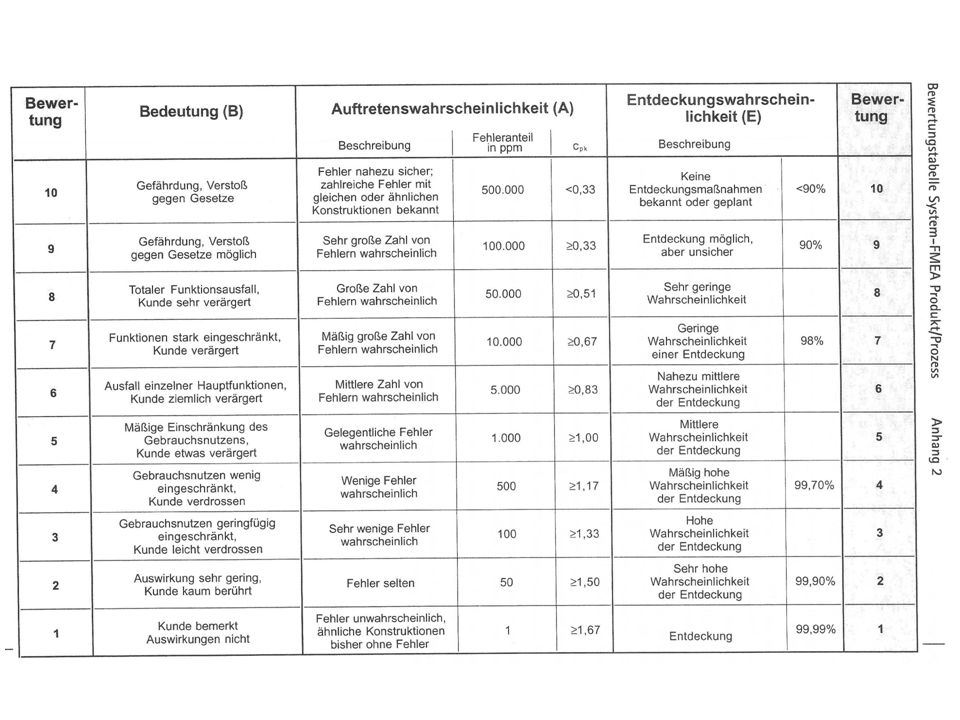
Formblatt System FMEA Geräusche Undichtigkeit Endproduktprobleme
Optik Funtkion Vorgehensweise – O-Serien Prüfung; prototypentest; gesonderte Abnahmeprüfung Massnahmen, die vor der FMEA ergriffen wurden, um den Fehler zu vermeiden Mögliche Fehlerursachen aus untergeordneten Systemelementen Bewertung des möglichen Fehlers Bewertung des möglichen Fehlers „klemmt“ „laut“ „ schwergängig“ u.s.w Einfache Fehlerbeschreibung Bewertung des möglichen Fehlers Risikoprioritätszahl= A x B x E 1“Kein Risiko“ 1000 “ Hohes Risiko“

18
Formblatt Konstruktions
bzw. Prozess FMEA

Ähnliche Präsentationen


>")


 Patrick Fritz Methode FMEA erstellt von>")
 Re-Design der Prüfdienstverfahren 15. eGovernment-Wettbewerb Kategorie „Bestes Modernisierungsprojekt.>")












Daten gegen eine Richtlinie/Vorgabe (z.B.Naturbestand,>")