Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Rekombinante (therapeutische) Proteine n Allgemeine Einleitung n Produktion in Escherichia coli –Stamm-Vektor-Kombinationen –Kinetik unter Berücksichtigung der Plasmidstabilität –Hochzelldichte Bioreaktionen n Chromatographische Proteinreinigung –Allgemeine Prinzipien und Theorie –Materialien und Operationsweisen –Spezielle Techniken n Charakterisierung, Proteinvariabilität und einige Qualitätskriterien n Sicherheitsaspekte
 Proteine n Allgemeine Einleitung n Produktion in Escherichia coli –Stamm-Vektor-Kombinationen –Kinetik unter Berücksichtigung der Plasmidstabilität –Hochzelldichte Bioreaktionen n Chromatographische Proteinreinigung –Allgemeine Prinzipien und Theorie –Materialien und Operationsweisen –Spezielle Techniken n Charakterisierung, Proteinvariabilität und einige Qualitätskriterien n Sicherheitsaspekte")
2
n Bedeutung rekombinanter therapeutischer Proteine –Einsatz vor allem in der Humanmedizin, aber auch in der Veterinärmedizin –Im Jahr 1996 gab es an die 300 medizinisch relevante Kandidaten, in verschiedenen Stadien der Entwicklung (klinische Testphase I - III; Zulassung; Einsatz in der Therapie) –Sie sind häufig Vakzine zur Behandlung von verschiedenen infektiösen Krankheiten (virale und bakterielle Infektionen), Krebs, und anderen Krankheiten; Vakzine können auch als immunsuppressive oder immunstimulierende Agenzien eingesetzt werden. –Sie kommen zur Behandlung von nicht-immun-basierenden Krankheiten zum Einsatz: Thrombosen; Schlaganfall; Herzinfarkt; Sepsis; Fibrose; Osteoporose; u.ä. mehr. –Dazu gehören Monoklonale Antikörper für die Immuntherapie und die klinische Analytik. –Andere Proteine wie zum Beispiel Cytokine, zu denen Interferone Interleukine oder Wachstum- und Kolonie-stimulierende Faktoren gehören; Hormone wie Insulin; anti-inflammatorische Proteine wie Chemokine; Gerinnungsfaktoren wie Faktor VIII und IX. –Therapeutische rekombinante Enzyme werden zur Behandlung von Cystischer Fibrose, gegen Inflammation, u.ä. mehr eingesetzt.

3
Manufacturing of pharmaceutical proteins; Stefan Behme Overview biopharmaceuticals amount – scale process – quality, analytics

4
Manufacturing of pharmaceutical proteins; Stefan Behme -specific pharmaceutical can be traced back (batch)
")
5
10 Darbepoetin alfa – erythropoietin produced in Chinese hamster ovary cells 9 Montelukast – asthama treatment, chiral molecule 8 Quetiapine – antipsychotic 7 Risperidone – antipsychotic 6 Olanzapine – antipsychotic 5 Etanercept – cytokine, produced in CHO cells 4 Fluticasone and Salmeterol – inhalor, asthama treatment 3 Esomeprazole – proton pump inhibitor 2 Clopidogrel – heart attack prevention 1 Atorvastatin (Lipitor) - lowering blood cholesterol $125 billion in 14.5 years Nixon D. October 14, 2013; http://www.insidermonkey.comhttp://www.insidermonkey.com

6
~250 biopharmaceutical products approved by 2014 rise in monoclonal antibodies, first gene therapy product appr. Walsh G. Biopharmaceutical benchmarks 2014; Nature biotechnology (2014) Vol. 32; pp. 992-1000. Overview biopharmaceuticals recombinant biologics – tissue engineering not included
 Vol. 32; pp Overview biopharmaceuticals recombinant biologics – tissue engineering not included.")
7
US FDA, Food and drugs Administration EMA, European Medicines Agency Walsh G. Biopharmaceutical benchmarks 2014; Nature biotechnology (2014) Vol. 32; pp. 992-1000. Overview biopharmaceuticals recombinant biologics – tissue engineering not included
 Vol. 32; pp Overview biopharmaceuticals recombinant biologics – tissue engineering not included.")
8
~200 biopharmaceutical products approved by 2010. Situation 2010 Walsh G. Biopharmaceutical benchmarks 2010; Nature biotechnology (2010) Vol. 28; pp. 917-926. Overview biopharmaceuticals # of approvals slowed down in last 4 yrs 58 new (33 biosimilars & me- too products thereof 25 new approvals
 Vol. 28; pp Overview biopharmaceuticals # of approvals slowed down in last 4 yrs 58 new (33 biosimilars & me- too products thereof 25 new approvals.")
9
Biosimilar – biological generics (after patent has expired) Slightly different characteristic due to different production process: Choice of the cell type development of the genetically modified cell for production production process purification process formulation of the therapeutic protein into a drug Walsh G. Biopharmaceutical benchmarks 2010; Nature biotechnology (2010) Vol. 28; pp. 917-926. Overview biopharmaceuticals Bio-me-too product, biobetter – Analogpräparat New drug substance with slightly different molecule structure, improved version, no biosimilar.
 Vol. 28; pp Overview biopharmaceuticals Bio-me-too product, biobetter – Analogpräparat New drug substance with slightly different molecule structure, improved version, no biosimilar..")
10
Overview biopharmaceuticals Walsh G. Biopharmaceutical benchmarks 2010; Nature biotechnology (2010) Vol. 28; pp. 917-926. Situation 2010 Pressure on manufacturing cost healthcare reforms & budgets competition due to biosimilars expression levels in mammalian cell lines, live span → bottleneck is in downstream processing
 Vol. 28; pp Situation 2010 Pressure on manufacturing cost healthcare reforms & budgets competition due to biosimilars expression levels in mammalian cell lines, live span → bottleneck is in downstream processing.")
11
Overview biopharmaceuticals / proteins 1000s in Research & Development and in clinical trial Future situation Walsh G. Biopharmaceutical benchmarks 2006; Nature biotechnology (2006) Vol. 24; pp. 769-776.
 Vol. 24; pp")
12
Overview biopharmaceuticals Situation 2014 Decrease in approval of biosimilars – why? Increase in mammalian production hosts Increase in monoclonal antibodies First gene therapy 20 nucleotide antisense oligonucleotide First biopharmaceutical produced in plants, engineered carrot plant root cell line, grown in a disposable bioreactor Walsh G. Biopharmaceutical benchmarks 2014; Nature biotechnology (2014) Vol. 32; pp. 992-1000.
 Vol. 32; pp")
13
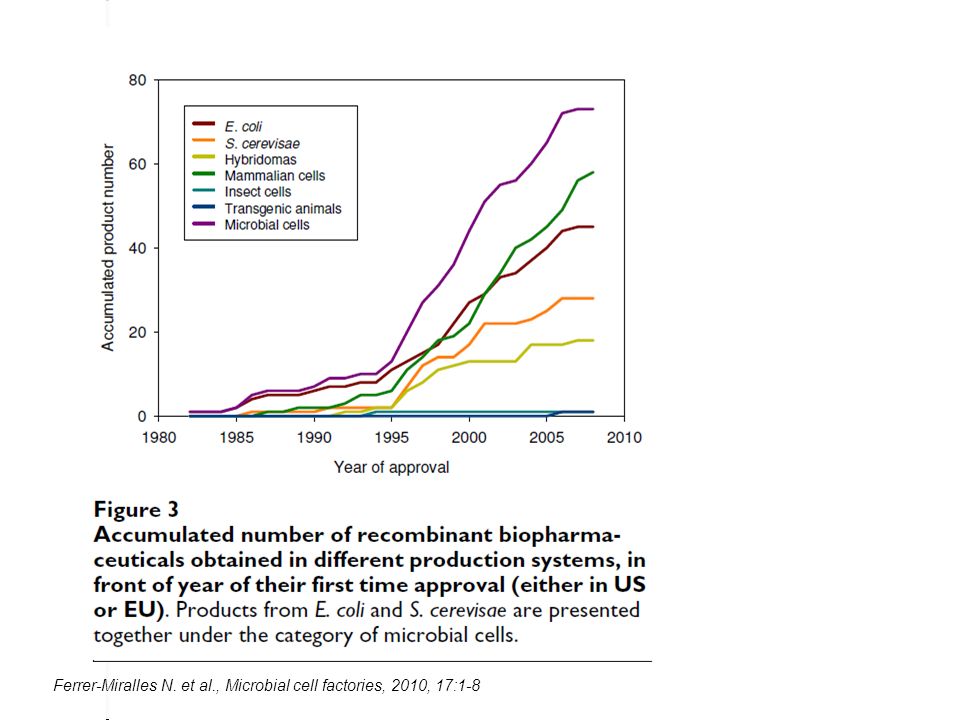
Review Open Access March 2009 Microbial factories for recombinant pharmaceuticals Neus Ferrer-Miralles, Joan Domingo-Espín, José Luis Corchero, Esther Vázquez and Antonio Villaverde* 151 recombinant pharmaceuticals approved by FDA (Food & and Drug Administration) EMEA (European Medicines Agency) Microbial hosts 45 Escherichia coli and 28 Saccharomyces cerevisiae Hosts for the production of recombinant pharmaceuticals
 EMEA (European Medicines Agency) Microbial hosts 45 Escherichia coli and 28 Saccharomyces cerevisiae Hosts for the production of recombinant pharmaceuticals")
14
17 Hybridoma cells 1 transgenic goat milk 1 insect cells 59 mammalian cells Ferrer-Miralles N. et al., Microbial cell factories, 2010, 17:1-8

16
Insulin (hormone acting on glucose metabolism) removes excess glucose from the blood 51 amino acids, non glycosylated first biopharmaceutical drug animal sourced insulin (from ox 1922) insulin expressed in Escherichia coli (developed 1978, sold 1982) second-generation products: duration of drug effect Saccharomyces cerevisiae, Escherichia coli Therapeutic proteins and enzymes First generation therapeutic proteins … are identical to the natural compounds Second generation proteins … have tailor-made properties introduced by protein engineering
 removes excess glucose from the blood 51 amino acids, non glycosylated first biopharmaceutical drug animal sourced insulin (from ox 1922) insulin expressed in Escherichia coli (developed 1978, sold 1982) second-generation products: duration of drug effect Saccharomyces cerevisiae, Escherichia coli Therapeutic proteins and enzymes First generation therapeutic proteins … are identical to the natural compounds Second generation proteins … have tailor-made properties introduced by protein engineering")
17
Therapeutic proteins and enzymes Erythropoietin (EPO, glycoprotein hormone regulating red blood cell production) 193 aa gene expressed in mammalian cells blood doping in endurance sports → detection second generation products → longer half-life times Somatotropin (human growth hormone) 191 aa host E.coli abused by bodybuilders (cartilage growth!) → detection Monoclonal antibodies (immunologically active proteins) host hybridoma cells (myeloma cells fused with spleen cells from mouse that has been immunized with the desired antigen )
 193 aa gene expressed in mammalian cells blood doping in endurance sports → detection second generation products → longer half-life times Somatotropin (human growth hormone) 191 aa host E.coli abused by bodybuilders (cartilage growth!) → detection Monoclonal antibodies (immunologically active proteins) host hybridoma cells (myeloma cells fused with spleen cells from mouse that has been immunized with the desired antigen )")
18
Therapeutic proteins and enzymes Manufacturing of pharmaceutical proteins; Stefan Behme

19
Therapeutic proteins and enzymes

21
n Bedeutung von E. coli als Wirt für die Herstellung –Vorteile sind : Prozesstechnologie und Aufarbeitung in der biotechnologischen Industrie in vielen Einzelheiten optimiert Hohe Wachstumsraten und Produktivitäten. Hohe Konzentration an rekombinantem Protein möglich. Gut verstandene Genetik und Regulation der Genexpression. Molekulare ‘Tools’ vorhanden. –Nachteile sind: Limitiertes Spektrum an rekombinanten pharmazeutisch relevanten Proteinen, die effektiv und funktional hergestellt werden können –Beispiele Humanes Wachstumshormon (1 - 2 g/l) Humanes Interferon (10 6 - 10 8 IU/l; antiviraler Assay) und Interleukin (2 - 3 g/l) Mini-Antikörper (1 g/l) Weitere Proteinhormone ( 100 mg/l bis einige g/l) Trypsin (< 100 mg/l) weitere Enzyme für die klinische Analytik
 Humanes Interferon ( IU/l; antiviraler Assay) und Interleukin (2 - 3 g/l) Mini-Antikörper (1 g/l) Weitere Proteinhormone ( 100 mg/l bis einige g/l) Trypsin (< 100 mg/l) weitere Enzyme für die klinische Analytik.")
23
Produktion in E. coli n Auswahl eines brauchbaren Vektorsystems nach den Kriterien: –Induzierbarkeit sowie Art und Kosten des Induktors –Kontrolle der Expression durch Induktion –Ausbeute an rekombinantem Protein (z.T. bis 50% des Gesamtzell- proteins, abhängig vom Protein, aber auch der Stamm-Vektor- Kombination).
..")
24
Escherichia coli protein expression - transcription Promoter sequence RNA polymerase binding & transcription initiation optimal promoter displays high efficiency, tight regulation, maximal protein expression, stable plasmid natural E. coli promoters lytic phages promoters T3, T5, T7 or SP6 → strongest promoters → use in expression vectors & coupled with regulatory sequences from natural E. coli promoters (T7 lac promoter) http://commons.wikimedia.org/wiki/File:MRNA.svg
")
25
Transcriptional regulatory mechanisms most common is binding of a regulatory protein to a promoter negatively controlled systems: a repressor binds to the promotor region & inhibits transcription → problem down-regulation positively controlled systems: activator proteins are necessary to bind the RNA polymerase lac operon both negatively (presence of lactose, repressor LacI inactivated) and positively (absence of glucose, CAP-cAMP activator complex) but also transcriptional attenuation (premature termination of transcription), anti- sense RNA, anti-termination, changes in sigma factors…. http://upload.wikimedia.org/wikipedia/common s/0/0f/Antisensedna.jpg Escherichia coli protein expression - transcription

26
Escherichia coli expression hosts http://wolfson.huji.ac.il/expression/bac-strains-prot-exp.html AD494 (DE3)thioredoxin reductase (trxB) mutanttrxB expression host; disulfide bond formation in cytoplasm KanNovagen BL21deficient in lon and ompT proteasesgeneral purpose expression host for plasmids which do not use a T7 promoter noneNovagen BL21 (DE3)deficient in lon and ompT proteasesgeneral purpose expression hostnoneNovagen BL21 Star (DE3)RNaseE (rne131) mutantgeneral purpose expression host with reduced mRNA degradation. noneInvitrogen BLR (DE3)recA - derivative of BL21recA - expression host; recommended for use with tandem repeats TetNovagen HMS174recA mutantnon-expression hostRifNovagen JM110dam and dcm mutantdam - and dcm - expression host. No methylation of DNA at dam and dcm sites noneDSMZ LMG194ara mutantexpression host used in combination with vectors containing BAD promoter. noneInvitrogen M15 [pREP4]contains pREP4expression host used in combination with most pQE-vectors (Qiagen) KanE. Conti NovaBlue non-expression host; general purpose cloning; plasmid preps TetNovagen OrigamitrxB and gor mutantnon-expression host; disulfide bond formation in cytoplasm KanNovagen Origami (DE3)trxB and gor mutantexpression host; disulfide bond formation in cytoplasm KanNovagen Rosettalactose permease (lacY) mutant, deficient in lon and ompT proteases; contains plasmid encoding argU, argW, glyT, IleX, leuW, metT, proL, thrT, thrU, and tyrU expression host; allows expression of genes encoding tRNAs for rare argenine codons AGA, AGG, and CGA, glycine codon GGA, isoleucine codon AUA, leucine codon CUA, and proline codon CCC CamNovagen TB1host for pUC plasmidsnoneNEB Top10ara mutanthost for general purpose cloning and plasmid propagation. expression host used in combination with vectors containing BAD promoter. noneInvitrogen Tunerlactose permease (lacY) mutantnon-expression host; allows uniform uptake of IPTG noneNovagen
recA - derivative of BL21recA - expression host; recommended for use with tandem repeats TetNovagen HMS174recA mutantnon-expression hostRifNovagen JM110dam and dcm mutantdam - and dcm - expression host. No methylation of DNA at dam and dcm sites noneDSMZ LMG194ara mutantexpression host used in combination with vectors containing BAD promoter. noneInvitrogen M15 [pREP4]contains pREP4expression host used in combination with most pQE-vectors (Qiagen) KanE. Conti NovaBlue non-expression host; general purpose cloning; plasmid preps TetNovagen OrigamitrxB and gor mutantnon-expression host; disulfide bond formation in cytoplasm KanNovagen Origami (DE3)trxB and gor mutantexpression host; disulfide bond formation in cytoplasm KanNovagen Rosettalactose permease (lacY) mutant, deficient in lon and ompT proteases; contains plasmid encoding argU, argW, glyT, IleX, leuW, metT, proL, thrT, thrU, and tyrU expression host; allows expression of genes encoding tRNAs for rare argenine codons AGA, AGG, and CGA, glycine codon GGA, isoleucine codon AUA, leucine codon CUA, and proline codon CCC CamNovagen TB1host for pUC plasmidsnoneNEB Top10ara mutanthost for general purpose cloning and plasmid propagation. expression host used in combination with vectors containing BAD promoter. noneInvitrogen Tunerlactose permease (lacY) mutantnon-expression host; allows uniform uptake of IPTG noneNovagen.")
27
Produktion in E. coli n Generell problematisch ist die limitierte Fähigkeit post- translationale Modifikationen durchzuführen. n Oxidative Proteinreifung kann im Periplasma von E. coli erfolgen und auch Sekretion ist prinzipiell möglich. signal peptide prefixed by pre protein precursor pro-protein, before posttranslational modification

28
Growth kinetics – Monod Model

29
Produktion in E. coli n Wachstumskinetik unter Berücksichtigung der Plasmid- instabilität –Instabilitäten werden auf Grund von Mutationen oder defekter Plasmidsegregation während der Zellteilung beobachtet. –Im Verlauf einer Batchkultur kann daher eine große Population an Plasmid-freien Zellen entstehen. –Ein einfaches kinetisches Modell nimmt an: –r X+ = (1 p) µ + X + und –r X = p µ + X + + µ X wobei die hochgestellten Zeichen + und für Plasmid-tragende und Plasmid-freie Zellen stehen, und p (≤ 1) ist die Wahrscheinlichkeit des Plasmidverlustes pro Zellteilung. –Eine weitere Annahme ist, dass alle Plasmidträger mit derselben spezifischen Wachstumsrate (µ + ) wachsen. –Die spezifischen Wachstumsraten µ und µ + sind nicht gleich, und abhängig vom gewählten Plasmid ist µ in der Regel zwischen 1.05 bis 2-mal größer als µ +. = µ µ + > 1. –Der Anteil Zellen mit Plasmid ist: F = X + / (X + + X )
 µ + X + und –r X = p µ + X + + µ X wobei die hochgestellten Zeichen + und für Plasmid-tragende und Plasmid-freie Zellen stehen, und p (≤ 1) ist die Wahrscheinlichkeit des Plasmidverlustes pro Zellteilung. –Eine weitere Annahme ist, dass alle Plasmidträger mit derselben spezifischen Wachstumsrate (µ + ) wachsen. –Die spezifischen Wachstumsraten µ und µ + sind nicht gleich, und abhängig vom gewählten Plasmid ist µ in der Regel zwischen 1.05 bis 2-mal größer als µ +. = µ µ + > 1. –Der Anteil Zellen mit Plasmid ist: F = X + / (X + + X ).")
30
–Nach n Generationen kann für F geschrieben werden: –F = (1 p) / (1 2 n ( + p 1) p) wobei gilt –n = µ + t/ln 2 –Unter Selektionsdruck (z.B. Zugabe eines Antibiotikums, wobei das Plasmid eine Resistenz gegen dieses Antbiotikum determiniert) erreicht einen Wert von annähernd 0 und F hat einen Wert von fast 1. –p kann Werte von fast 0.1 erreichen. Abbildung: Anteil an Plasmid-tragenden Zellen nach 25 Generationen im Bioreaktor. Ein Nachteil des Modells liegt in der Annahme, dass für die gesamte Population konstant ist. In der Realität ist ein Mindestmaß an Segregation nötig (mehrere Kopien an Plasmid pro Zelle), um die Kultur hinlänglich genau zu beschreiben.
 erreicht einen Wert von annähernd 0 und F hat einen Wert von fast 1. –p kann Werte von fast 0.1 erreichen. Abbildung: Anteil an Plasmid-tragenden Zellen nach 25 Generationen im Bioreaktor. Ein Nachteil des Modells liegt in der Annahme, dass für die gesamte Population konstant ist. In der Realität ist ein Mindestmaß an Segregation nötig (mehrere Kopien an Plasmid pro Zelle), um die Kultur hinlänglich genau zu beschreiben..")
31
n Hochzelldichte Bioreaktion (HZDB) für E. coli –Prozessoptimierung wurde für die Herstellung von rekombinanten therapeutischen Proteinen anfänglich als nicht sehr wichtig eingestuft. Pharmazeutische Proteine wurden im relativ kleinen Maßstab (einge 10 kg / Jahr) hergestellt, und die Konkurrenz war gering. –In einer kompetitiven Situation (alternatives Produkt oder alterna- tiver Produzent desselben Produktes) kommt einer Kosten effektiven Produktion mehr Bedeutung zu. –Rekombinantes Somatotropin (Wachstumshormon) hatte 1996 einen geschätzten Markt von über 100 Jahrestonnen in den U.S.A. alleine, sodass möglichst geringe Produktionskosten Voraussetzungen für den Erfolg waren. –Da die meisten Proteine in E. coli intrazellulär akkumuliert werden, ist die Produktivität (Menge an Produkt pro Einheit Volumen und Zeiteinheit) proportional der Zelldichte und der spezifischen Produktivität (Menge an Produkt pro Einheit Zellmasse und Zeiteinheit). – HZDB Verfahren mit E. coli wurden entwickelt um die Produktivität zu maximieren, aber auch um das Kulturvolumen zu reduzieren, die Aufarbeitung zu verbessern, die Menge Abwasser zu reduzieren, die Produktionskosten und die Anlagenkosten zu verringen.
 hergestellt, und die Konkurrenz war gering. –In einer kompetitiven Situation (alternatives Produkt oder alterna- tiver Produzent desselben Produktes) kommt einer Kosten effektiven Produktion mehr Bedeutung zu. –Rekombinantes Somatotropin (Wachstumshormon) hatte 1996 einen geschätzten Markt von über 100 Jahrestonnen in den U.S.A. alleine, sodass möglichst geringe Produktionskosten Voraussetzungen für den Erfolg waren. –Da die meisten Proteine in E. coli intrazellulär akkumuliert werden, ist die Produktivität (Menge an Produkt pro Einheit Volumen und Zeiteinheit) proportional der Zelldichte und der spezifischen Produktivität (Menge an Produkt pro Einheit Zellmasse und Zeiteinheit). – HZDB Verfahren mit E. coli wurden entwickelt um die Produktivität zu maximieren, aber auch um das Kulturvolumen zu reduzieren, die Aufarbeitung zu verbessern, die Menge Abwasser zu reduzieren, die Produktionskosten und die Anlagenkosten zu verringen..")
32
–Strategien für HZDB sind vor allem Zulaufverfahren (Fed-batch; Fb). Sie zeichnen sich dadurch aus, dass die Inokula möglichst bei maximaler Wachstumsrate gehalten können, bis das maximale Produktionsvolumen des Bioreaktors erreicht ist. –Der Fb-Betrieb erreicht in der Regel Zelldichten von 50 g Zelltrockenmasse (ZTW) pro Liter, in manchen Fällen bis über 150 g ZTW/l. –Einige problematische Aspekte der HZDB mit E. coli, für die die Bioprozesstechnik integrierte Lösungsansätze bietet, sind z.B. Substratinhibierung, limitierte O 2 -Transferkapazität, und Inhibition des Wachstums durch primär metabolische Endprodukte. –Optimierung der Zusammensetzung des Mediums Einige Medienkomponenten inhibieren das Zellwachstum markant, soferne sie über einer gewissen Schwellenkonzentration vorhanden sind. Eine simple Erhöhung der Nährstoffkonzentrationen im Batchreaktor führt daher in der Regel nicht (!) zu hohen Zelldichten. Glucose (50 g/l); Ammonium Ionen (3 g/l); Phosphor (10 g/l); Magnesium (9 g/l); Eisen (1,5 g/l);... Zulaufverfahren starten mit Konzentrationen unterhalb der kritischen Werte, und die Komponenten werden so zugegeben, dass eine hohe Wachstumsrate erhalten werden kann.
 pro Liter, in manchen Fällen bis über 150 g ZTW/l. –Einige problematische Aspekte der HZDB mit E. coli, für die die Bioprozesstechnik integrierte Lösungsansätze bietet, sind z.B. Substratinhibierung, limitierte O 2 -Transferkapazität, und Inhibition des Wachstums durch primär metabolische Endprodukte. –Optimierung der Zusammensetzung des Mediums Einige Medienkomponenten inhibieren das Zellwachstum markant, soferne sie über einer gewissen Schwellenkonzentration vorhanden sind. Eine simple Erhöhung der Nährstoffkonzentrationen im Batchreaktor führt daher in der Regel nicht (!) zu hohen Zelldichten. Glucose (50 g/l); Ammonium Ionen (3 g/l); Phosphor (10 g/l); Magnesium (9 g/l); Eisen (1,5 g/l);... Zulaufverfahren starten mit Konzentrationen unterhalb der kritischen Werte, und die Komponenten werden so zugegeben, dass eine hohe Wachstumsrate erhalten werden kann..")
33
Medien gliedern sich in definierte, semi-definierte und komplexe. Zumeist werden definierte Medien verwendet, mit Glucose oder Glyzerin als C-Quelle sowie Ammoniumhydroxid als N-Quelle, die gleichzeitig auch zur pH Einstellung verwendet wird. Zielsetzung ist es, die Zusammensetzung des Zulaufes möglichst einfach zu halten und nicht-inhibierende Komponenten im Bioreaktor in der nötigen Konzentration bereits vorzulegen. Balanzierte und definierte Medien wurden auf Basis der Elementar- zusammensetzung der E. coli Zelle und der Ertragskoeffizienten für die Medienkomponenten ermittelt. Alternativ wurden optimierte Medien auf Basis von Chemostat Experimenten entwickelt, in denen Pulse von Nährstoffen dem Bioreaktor zugesetzt wurden und die resultierende Biomassekonzentration im Fließgleichgewicht ermittelt wurde. Statistische Verfahren sind zumeist für die Optimierung nötig. –Maximale Zellkonzentration Schätzungen unter Annahme einer dicht gepackten Zellkultur mit Zellen von 3 µm Länge und 1 µm Durchmesser sowie Feststoffgehalt von 20-25% und Dichte, die etwas über der von Wasser liegt, ergaben maximale Werte für ZTW von 160 bis 200 g/l. Experimentell wurden bisher rund 170 g ZTW/l erreicht. Zellsuspensionen mit 200 ZTW/l zeigen extreme Viskosität und verlieren den Fluidcharakter über 220 g/l.

34
–Das Acetat Problem Acetat wird von E. coli unter anaeroben oder Sauerstoff limitierten Bedingungen gebildet. Außerdem tritt Acetatbildung unter aeroben Bedingungen auf, wenn in Gegenwart von Glucoseüberschuss der Fluss an Kohlenstoff in den Zentralmetabolismus die biosynthetischen Erfordernisse und die Kapazität für die Energieproduktion in der Zelle übersteigt (siehe Abb. / Teil 1/ Ethanolproduktion aus Xylose). Eine Sättigung der Kapazität des Tricarbonsäurezyklus und/oder der Elektronentransportkette könnten die Gründe dafür sein. Konzentrationen an Acetat über 5 g/l bei pH 7 reduzieren die Wachstumsrate, die Biomasseausbeute und die erreichbaren Zelldichten. Die protonierte Form des Acetats stört die ATP Produktion durch den Einfluss auf den pH Gradienten über die Zellmembran. Acetat hat einen noch nicht verstandenen stärkeren negativen Einfluss auf E. coli Zellen, die rekombinante Proteine synthetisieren, als auf solche, die das nicht tun. Ein reprimierender Einfluss auf Protein-, Lipid- und DNA-Synthese wird diskutiert. Der Acetat Effekt wird durch die Akkumulierung von Salzen, die für die pH Kontrolle zugesetzt werden müssen, verstärkt. Die Bildung von Acetat hängt von der spezifischen Wachstumsrate ab und tritt bei Werten über 0.2 bis 0.35 h -1 verstärkt auf. Sie ist auch Stamm und Medien abhängig.
. Eine Sättigung der Kapazität des Tricarbonsäurezyklus und/oder der Elektronentransportkette könnten die Gründe dafür sein. Konzentrationen an Acetat über 5 g/l bei pH 7 reduzieren die Wachstumsrate, die Biomasseausbeute und die erreichbaren Zelldichten. Die protonierte Form des Acetats stört die ATP Produktion durch den Einfluss auf den pH Gradienten über die Zellmembran. Acetat hat einen noch nicht verstandenen stärkeren negativen Einfluss auf E. coli Zellen, die rekombinante Proteine synthetisieren, als auf solche, die das nicht tun. Ein reprimierender Einfluss auf Protein-, Lipid- und DNA-Synthese wird diskutiert. Der Acetat Effekt wird durch die Akkumulierung von Salzen, die für die pH Kontrolle zugesetzt werden müssen, verstärkt. Die Bildung von Acetat hängt von der spezifischen Wachstumsrate ab und tritt bei Werten über 0.2 bis 0.35 h -1 verstärkt auf. Sie ist auch Stamm und Medien abhängig..")
35
threshold growth rate µ = 0.14 – 0.17h -1 for fed-batch (feed) threshold growth rate µ = 0.38 – 0.48h -1 for chemostats (feed and effluent) Oxygen uptake reaches a plateau - irrespective of the oxygen availability Acetate formation starts Acetate formation rate ~ growth rate = feeding rate mostly glucose is limiting nutrient
 threshold growth rate µ = 0.38 – 0.48h -1 for chemostats (feed and effluent) Oxygen uptake reaches a plateau - irrespective of the oxygen availability Acetate formation starts Acetate formation rate ~ growth rate = feeding rate mostly glucose is limiting nutrient")
36
aerobic anaerobic

37
Glucose overflow metabolism and mixed-acid fermentation in aerobic large-scale fed-batch processes with Escherichia coli B. Xu, M. Jahic, G. Blomsten, S.-O. Enfors. Appl Microbiol Biotechnol (1999) 51: 564- 571 Laboratory scale Reactor – 7L No formate – no oxygen limitation Scale-down two phase reactor → simulates oxygen deficient zones (10%) in 20m³ reactor
 51: Laboratory scale Reactor – 7L No formate – no oxygen limitation Scale-down two phase reactor → simulates oxygen deficient zones (10%) in 20m³ reactor.")
38
Acetat wird in Fb-Verfahren, vor allem bei längeren Kulturzeiten, stark gebildet. Strategien zur Unterdrückung der Acetatbildung inkludieren die kontrollierte Limitierung der Wachstumsrate durch die Konzentration essenzieller Nährstoffe sowie die in-situ Abtrennung von Acetat durch Dialyse bzw. Elektrodialyse oder die Rezyklierung des Nährmediums nach Abreicherung von Acetat. Beide Methoden der Produktabtrennung sind aufwändig und schwer maßstablich zu vergrößern. Wenn Glycerin (an Stelle von Glucose) als C-Quelle verwendet wird, bildet E. coli kein Acetat. Glycerin wird langsamer in die Zelle aufgenommen und der Fluss an Kohlenstoff durch die Glykolyse ist geringer, sodass am Ende die Bildung von Acetat sehr stark zurückgedrängt ist. Allerdings ist Glycerin teurer als Glucose und die Zellen wachsen langsamer. Acetatbildung kann durch Reduktion der Temperatur von 37 °C auf 26 bis 30 °C veringert werden. Die Wachstumsrate und die Bildung toxischer Nebenprodukte sind reduziert, die Generierung von Wärme ebenfalls. Der Bedarf an Sauerstoff sinkt, sodass hohe ZTW Werte ohne Begasung mit reinem Sauerstoff erreicht werden können. Ein weiterer Vorteil von reduzierten Prozesstemperaturen ist, dass die Bildung von Inclusion Bodies für manche Proteine weniger stark auftritt. Metabolic Engineering wurde gegen die Acetatbildung verwendet.
 als C-Quelle verwendet wird, bildet E. coli kein Acetat. Glycerin wird langsamer in die Zelle aufgenommen und der Fluss an Kohlenstoff durch die Glykolyse ist geringer, sodass am Ende die Bildung von Acetat sehr stark zurückgedrängt ist. Allerdings ist Glycerin teurer als Glucose und die Zellen wachsen langsamer. Acetatbildung kann durch Reduktion der Temperatur von 37 °C auf 26 bis 30 °C veringert werden. Die Wachstumsrate und die Bildung toxischer Nebenprodukte sind reduziert, die Generierung von Wärme ebenfalls. Der Bedarf an Sauerstoff sinkt, sodass hohe ZTW Werte ohne Begasung mit reinem Sauerstoff erreicht werden können. Ein weiterer Vorteil von reduzierten Prozesstemperaturen ist, dass die Bildung von Inclusion Bodies für manche Proteine weniger stark auftritt. Metabolic Engineering wurde gegen die Acetatbildung verwendet..")
39
Mutanten mit Defekten im Acetat Stoffwechsel zeigten Verbesserungen in der Bildung von humanem Interleukin 2 in HZDB Verfahren. Alternativ wurde versucht, den Fluss an Kohlenstoff in die Produktion von weniger problematischen Metaboliten wie Ethanol oder Acetoin “umzulenken”. Die Verfügbarkeit von Sauerstoff mit einer Löslichkeit von 7 mg/l bei 1atm Druck und 25 °C ist ein Problem. Variation der Begasungsrate und der Rührerdrehzahl sind Optionen, die Verwendung von reinem Sauerstoff eine andere, aber relativ teuer. Es wurde versucht, rekombinantes Hämoglobin in E. coli zu exprimieren, um damit mikroaerobes Wachstum zu unterstützen und die Proteinproduktion zu verbessern. Erfolge gibt es im Labormaßstab. Die Effektivität der Mischung im Bioreaktor ist ein typisches Problem der HZDB, die mit der Acetatbildung verknüpft ist. Zellen, die nahe dem Einlassstutzen wachsen, sind zumindest temporär einer hohen Substratkonzentration ausgesetzt, welche die Acetatbildung stimuliert. Kohlendioxid in Partialdrucken > 0,3 atm führt zu Reduktion des Wachstums und fördert die Acetatbildung. Bioreaktionen, die unter Druck geführt werden, um die Sauerstofflöslichkeit zu erhöhen, können daher den negativen Einfluss von CO 2 zeigen! Letztlich spielt auch die Prozesswärme eine bedeutende Rolle. Das ungünstige Verhältnis von Kühlfläche zu Reaktorvolumen in großen Rührkesseln erschwert das Abführen der Wärme.

40
Mass transfer- oxygen mass transfer Pathway for O 2 transport – resistance to mass transfer (r1) Gas film - fast (r2) Gas / liquid interface – minor resistance (r3) Liquid film – MAIN resistance and rate limiting step (r4) Liquid phase – depends on mixing – should be no problem (r5) Liquid film around the cell – no problem – small cell and large interface (r6) Liquid / solid interface – only limiting in cell aggregates (r7) Solid phase - transport in cell is fast Biochemical Engineering; Harvey W. Blanch, Douglas S. Clark

41
Mass transfer- oxygen mass transfer Two-film theory Gas phase: N AG = k G a (C AG - C AGi ) Liquid phase: N AL = k L a (C ALi - C AL ) i interface O 2 badly soluble in water main resistance in liquid phase N A = dO/dt = k L a (O* - O L ) k L = D/δ is the mass transfer coefficient N A is the mass transfer rate a = A/V specific exchange surface area ΔO is the driving force O* is the equilibrium concentration
 Liquid phase: N AL = k L a (C ALi - C AL ) i interface O 2 badly soluble in water main resistance in liquid phase N A = dO/dt = k L a (O* - O L ) k L = D/δ is the mass transfer coefficient N A is the mass transfer rate a = A/V specific exchange surface area ΔO is the driving force O* is the equilibrium concentration")
42
–Zulaufverfahren und deren Zeitprofile Die Durchführung erfolgt zumeist unter C-Quelle limitierten Bedingungen. Man unterscheidet Verfahren ohne und mit Feedback Kontrolle. Zulauf bei einer konstanten Flussrate führt zu einer kontinuierlichen Abnahme der spezifischen Wachstumsrate. Zulauf mit graduell, stufenweise oder linear ansteigender Flussrate erlaubt, dass die Abnahme der spezifischen Wachstumsrate kompensiert wird. Zulauf mit exponentiell ansteigender Flussrate erlaubt Betrieb bei einer konstanten (optimalen) spezifischen Wachstumsrate, z.B. einer solchen, die die Acetatbildung gänzlich unterdrückt. Die Massenbilanz für die Fb-Reaktion führt zu folgender Gleichung: M S (t) = F(t) S F (t) = [ (µ/Y XS ) + m] X(t 0 ) V(t 0 ) exp [µ (t - t 0 )] wobei M S die Massen bezogene Flussrate des Substrates als Funktion der Zeit in g/h ist, F ist die volumetrische Flussrate in l/h, S F ist die Substratkonzentration im Zufluss in g/l, Y XS ist ein Ertragskoeffizient in g TZW/g, m ist ein spezifischer Koeffizient in g/(g TZW h), der den Erhaltungsstoffwechsel von E. coli beschreibt. t 0 ist die Feed-Startzeit. Der exponentielle Zulauf ist eine simple und sehr effektive Methode für HZDB mit E. coli.
 spezifischen Wachstumsrate, z.B. einer solchen, die die Acetatbildung gänzlich unterdrückt. Die Massenbilanz für die Fb-Reaktion führt zu folgender Gleichung: M S (t) = F(t) S F (t) = [ (µ/Y XS ) + m] X(t 0 ) V(t 0 ) exp [µ (t - t 0 )] wobei M S die Massen bezogene Flussrate des Substrates als Funktion der Zeit in g/h ist, F ist die volumetrische Flussrate in l/h, S F ist die Substratkonzentration im Zufluss in g/l, Y XS ist ein Ertragskoeffizient in g TZW/g, m ist ein spezifischer Koeffizient in g/(g TZW h), der den Erhaltungsstoffwechsel von E. coli beschreibt. t 0 ist die Feed-Startzeit. Der exponentielle Zulauf ist eine simple und sehr effektive Methode für HZDB mit E. coli..")
43
Indirekte Feeback Kontrolle erfolgt über die Statisierung der gelösten Sauerstoffkonzentration (DO-stat), des pH Wertes, der CO 2 Bildungsrate oder der Zellkonzentration. Direkte Feeback Kontrolle erfolgt über die Kontrolle der Substrat- konzentration, welche on-line im Reaktor gemessen wird. Die DO-stat Methode beruht auf der Beobachtung, dass die Konzen- tration an O 2 scharf ansteigt, sobald das Substrat verbraucht ist. Die pH-stat Methode beruht auf der Beobachtung, dass der pH ansteigt, solbald das Substrat verbraucht ist, hauptsächlich wegen der Freisetzung von Ammonium Ionen durch die Zellen. Escherichia coli metabolizes glucose to organic acids, mainly acetate, through part of the Embden-Myerhoff pathway. The organic acids account for the pH decrease. During the late log phase, when the glucose is depleted, the bacteria begin to metabolize the amino acids in the medium for carbon and release nitrogen in the form of ammonia.

44
In definierten Medien eignet sich die DO-stat Methode besser, da sie schneller auf Änderungen der Substratkonzentration anspricht. In komplexen oder semi-definierten Medien ist die Änderung der Konzentration an O 2 als Antwort auf Substratverbrauch nicht so stark wie in definierten Medien, sodass die pH-stat Methode in diesen Fällen bessere Ergebnisse liefert. Die CO 2 Bildungsrate, welche proportional dem Verbrauch der C- Quelle ist, wird über Abgasanalytik meist mit spektroskopischen Techniken gemessen (MS; Infrarot). Die Zellkonzentration wurde in einigen Beispielen turbidimetrisch gemessen und als Parameter für die Kontrolle des Zulaufes verwendet.
. Die Zellkonzentration wurde in einigen Beispielen turbidimetrisch gemessen und als Parameter für die Kontrolle des Zulaufes verwendet..")
45
A B Abbildung: Schematische Darstellung zur Systematisierung von Zulauf- verfahren in der Biotechnologie. A Generelle Einteilung, mit den Grenzfällen des diskontinuierlichen Verfahrens und des kontinuierlichen Verfahrens mit konstantem Reaktorvolumen. B Darstellung verschiedener Zulaufverfahren anhand der Zeitprofile von Zufluss (F), Volumen (V) und Substrat- konzentration (S). Eine nützliche formalkinetische Beschreibung von F(t) (= dV/dt) ist: F(t) = 1 t + 1 oder F(t) = 2 exp ( 2 t) wobei die Konstanten und in Bezug zur mikrobiellen Kinetik stehen.
, Volumen (V) und Substrat- konzentration (S). Eine nützliche formalkinetische Beschreibung von F(t) (= dV/dt) ist: F(t) = 1 t + 1 oder F(t) = 2 exp ( 2 t) wobei die Konstanten und in Bezug zur mikrobiellen Kinetik stehen..")
46
n Schlaufenreaktoren –Konfiguration Abbildung: Schematische Darstellung eines Schlaufenreaktors, welchem das Konzept des idealen Rohrreaktors zu Grunde liegt. Die differentielle Massenbilanz für dV = A dz ergibt sich für X: d(V X)/dt = F (1 + r) X F (1 + r) (X + dX) + r X dV wobei gilt, dass r = F r /F, und für S: d(V S)/dt = F (1 + r) S F (1 + r) (S + dS) r S dV Die Funktionsweise des Schlaufenreaktors als idealer Rührkessel, wenn das Rückstromverhältnis r einen hohen Wert hat (F r >> F), lässt sich gut anhand der Analyse des Mischverhaltens zeigen.
/dt = F (1 + r) X F (1 + r) (X + dX) + r X dV wobei gilt, dass r = F r /F, und für S: d(V S)/dt = F (1 + r) S F (1 + r) (S + dS) r S dV Die Funktionsweise des Schlaufenreaktors als idealer Rührkessel, wenn das Rückstromverhältnis r einen hohen Wert hat (F r >> F), lässt sich gut anhand der Analyse des Mischverhaltens zeigen..")
47
–Mischverhalten Abbildung: Untersuchung des Mischverhaltens in einem Rührkesselreaktor. Die experimentelle Messanordnung ist links gezeigt. Die Auswertung typischer Ergebnisse hinsichtlich Mischzeit (t m ) und Zirkulationszeit (t c ) ist rechts angegeben. Beachten Sie, dass die Annahme einer bestimmten Mischgüte (m) nötig ist. Im Vergleich ist unten die Messanordnung für einen Schlaufenreaktor (diskontinuierlich) gezeigt. Es gilt, m = [(C C ∞ ) / (C ∞ C 0 )] 100 (%). Häufig verwendete Werte sind 5% oder 1%.
 und Zirkulationszeit (t c ) ist rechts angegeben. Beachten Sie, dass die Annahme einer bestimmten Mischgüte (m) nötig ist. Im Vergleich ist unten die Messanordnung für einen Schlaufenreaktor (diskontinuierlich) gezeigt. Es gilt, m = [(C C ∞ ) / (C ∞ C 0 )] 100 (%). Häufig verwendete Werte sind 5% oder 1%..")
48
–Mischverhalten Abbildung: Bestimmung der Mischzeit in diskontinuierlichen Schlaufen- reaktoren. Die linke Abbildung zeigt den Fall, etwa analog dem Bild für den Rührkessel, für ein Fluid mit relativ hohem Segregationsgrad (Inhomogenität 0 ≤ J ≤ 1), welcher hauptsächlich auf die Effektivität des Makromischens zurückzuführen ist. Im rechten Bild sind Fälle von geringer Segregation gezeigt, wobei eine Beeinflussung vor allem durch die Stärke der Rückfüh- rung erzielt werden kann. Je größer F r ist, umso kleiner wird t m sein. Beachten Sie auch, dass im Gegensatz zum Rührkessel, das Mischverhalten im Schlaufenreaktor in allen 3 Ortskoordinaten nicht mehr gleichmäßig erfolgt. Wesentlich ist auch die Bauart des Reaktors. Die Überlegungen hier sind für “schlanke” Rohre (L >> d).
, welcher hauptsächlich auf die Effektivität des Makromischens zurückzuführen ist. Im rechten Bild sind Fälle von geringer Segregation gezeigt, wobei eine Beeinflussung vor allem durch die Stärke der Rückfüh- rung erzielt werden kann. Je größer F r ist, umso kleiner wird t m sein. Beachten Sie auch, dass im Gegensatz zum Rührkessel, das Mischverhalten im Schlaufenreaktor in allen 3 Ortskoordinaten nicht mehr gleichmäßig erfolgt. Wesentlich ist auch die Bauart des Reaktors. Die Überlegungen hier sind für schlanke Rohre (L >> d)..")
49
Abbildung: Darstellung des Mischverhaltens in kontinuierlichen Schlaufenreaktoren. Oben ist die prinzipielle Messanordnung gezeigt. a Im Fall F r >> F ist die Mischzeit t m wesentlich kleiner als die mittlere Verweilzeit. Dies entspricht den Voraussetzungen eines idealen Rührkesselreaktors. b Ein Grenzfall ist gezeigt, wobei die Mischzeit bereits größer ist als die Verweilzeit und nur mehr angenähert ermittelt werden kann. c Das Mischverhalten entspricht annähernd dem eines idealen Rohreaktors, und eine Mischzeit kann nicht mehr sinnvoll definiert werden. Analoge Prinzipien hinsichtlich Messanordnung und Auswerteverfahren werden eingesetzt, um die Idealität von Rührkessel- und Rohrreaktoren in der Praxis zu charakterisieren. Man spricht von der Analyse der Verweil- zeitverteilung.

50
Glucose overflow metabolism and mixed-acid fermentation in aerobic large-scale fed-batch processes with Escherichia coli B. Xu, M. Jahic, G. Blomsten, S.-O. Enfors. Appl Microbiol Biotechnol (1999) 51: 564- 571 Laboratory scale Reactor – 7L No formate – no oxygen limitation Scale-down two phase reactor → simulates oxygen deficient zones (10%) in 20m³ reactor
 51: Laboratory scale Reactor – 7L No formate – no oxygen limitation Scale-down two phase reactor → simulates oxygen deficient zones (10%) in 20m³ reactor.")
51
n Alternative Produktionssysteme –Pichia pastoris Effizienter Promotor des Alkoholoxidase I Gens Intra- und extrazelluläre Proteinproduktion möglich Produktion von Proteinen aus höheren Eukaryonten (keine Überglykosylierung mit Mannose-reichen Glykanen) Keine Bildung von toxischen oder inhibitorischen Produkten des anaeroben Stoffwechsels, wie z.B. Acetat hohe Zelldichten in der Bioreaktion (> 100 g ZT /l), die in der Regel in 3 Stufen durchgeführt wird: –Biomasseproduktion unter reprimierenden Bedingungen unter Verwendung von z.B. Glyzerin als C-Quelle –Feed-Phase, in der C-Quelle unter wachstumslimitierenden Bedingungen zudosiert wird (Derepression) –Produktionsphase unter Zugabe von Methanol (≈ 0.5%) Einfache und relativ billige definierte Medien Gut entwickelte rekombinante DNA Technologie –Höhere Pilze (Aspergillus niger; Trichoderma reesei) starke Promotoren exzellente Fähigkeit zur Proteinsekretion hohe Proteinproduktion auf unlöslichen, billigen Substraten
, die in der Regel in 3 Stufen durchgeführt wird: –Biomasseproduktion unter reprimierenden Bedingungen unter Verwendung von z.B. Glyzerin als C-Quelle –Feed-Phase, in der C-Quelle unter wachstumslimitierenden Bedingungen zudosiert wird (Derepression) –Produktionsphase unter Zugabe von Methanol (≈ 0.5%) Einfache und relativ billige definierte Medien Gut entwickelte rekombinante DNA Technologie –Höhere Pilze (Aspergillus niger; Trichoderma reesei) starke Promotoren exzellente Fähigkeit zur Proteinsekretion hohe Proteinproduktion auf unlöslichen, billigen Substraten.")
52
Hansenula polymorpha Methylotrophic yeast (like Candida boidinii, Pichia methanolica, Pichia pastoris) used for industrial production of recombinant proteins H. polymorpha more thermotolerant as compared to P. Pastoris growth on methanol → peroxisomes → promoters repressed by glucose derepressed by glycerol induced by methanol key enzymes of the methanol metabolism are abundant in large amounts - FDH Production of recombinant proteins; Gerd Gellison

53
Hansenula polymorpha product and process example HBsAg (hepatitis B surface antigen) consists of lipoprotein particels in which the HBsAg is inserted into host membranes methanol pathway promoter two fermenter cascade (5L inoculum, 50L protein production) two carbon source fermentation highly homogeneous seed: 2mL vials production strain, 17% glycerol, stored @-70°C I. glycerol feeding fed-batch mode II. glycerol feeding controlled by dissolved O 2 (derepression) III. methanol (only industrial process that uses toxic methanol) 100g CDW /L after 55h reproducible fermentation conditions, high batch-to-batch uniformity Production of recombinant proteins; Gerd Gellison
 III. methanol (only industrial process that uses toxic methanol) 100g CDW /L after 55h reproducible fermentation conditions, high batch-to-batch uniformity Production of recombinant proteins; Gerd Gellison.")
54
Growth phase: glycerol feeding Derepression phase: low glycerol concentration, oxygen controlled feeding Induction feed: methanol addition Production of recombinant proteins; Gerd Gellison Hansenula polymorpha product and process example

55
Transgenic animals Protein is most often targeted to mammary gland high milk production capacity low capital invest as compared to traditional fermentation equipment high expression levels, 1g/L in milk of 1 goat ~ 50-100L bioreactor milk is well characterized → downstream processing ATryn human antithrombin first and so far single approved biopharmaceutical 432 amino acids with 15% glycosylated moieties and is secreted into the milk of transgenic goats Blood low volumes can be harvested serum is complex → downstream processing recombinant protein can have negative effects on the producer animal

56
Columns - MonoQ - strong anion exchange * Bed volume PC 1.6/5 0.1 ml 5/50 GL 1 ml 1 490.00 € 4.6/100 PE 1.7 ml 1 660.00 € 10/100 GL 8 ml 6 395.00 € HR 16/10 20 ml New bottleneck – downstream processing Equipment has a dimensional limitation Material cost!

57
Hipersep® Bio HPLC systems are available from lab to industrial scale, with Prochrom® columns ranging from 50 mm to 2 m internal diameters. ProchromHip ersep LAB ILAB IISMLXL Productivity range (kg/day) 0.01 - 0.20.02 - 0.30.1 - 50.2 - 200.5 - 4040 - 140 Column diameters (mm) 50 80 80 110 150 200 200 450 300 600 600 1200 Flow rate (L/h) 18 - 4040 - 9090 - 200150 - 500300 - 1000500 - 2500 New bottleneck – downstream processing Equipment has a dimensional limitation Material cost!
 Column diameters (mm) Flow rate (L/h) New bottleneck – downstream processing Equipment has a dimensional limitation Material cost!.")
58
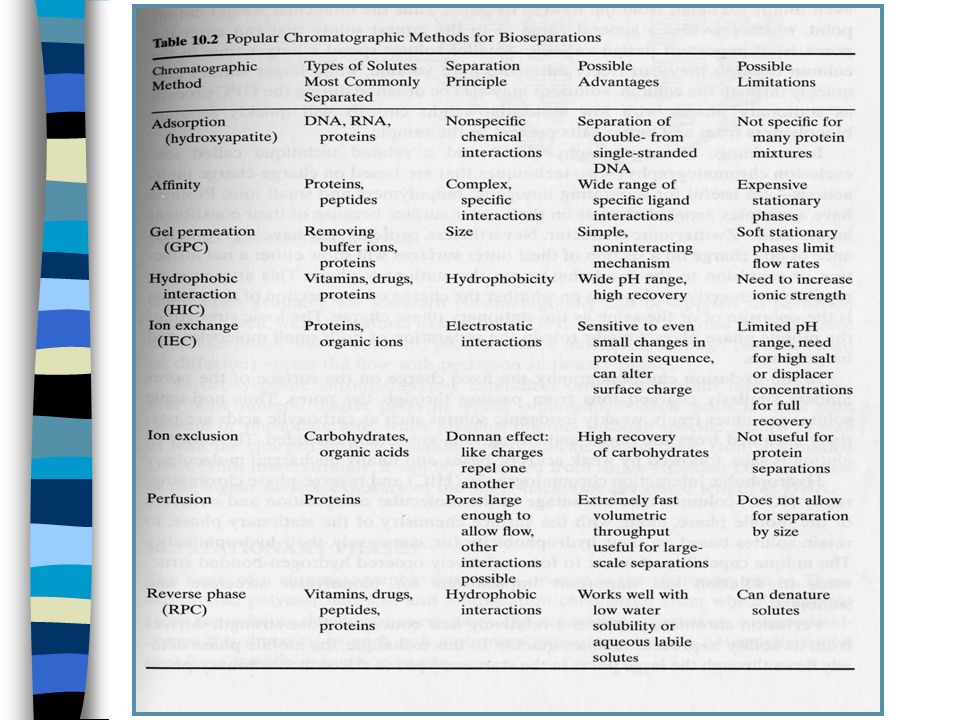
n Proteinchromatographie –ist eine wichtige und populäre Technik, die einen hohen Grad an Auflösung für viele Bioseparationen liefern kann. –Aufbau Generell besteht die Anlage aus einer stationären und mobilen Phase, einem Pumpsystem und einem on-line Detektor. Im Regelfall wird auch automatisch fraktioniert. Im Vergleich zur diskutierten Extraktion weist die Chromatographie den Vorteil hoher Selektivität auf. Nachteilig können sein: relativ geringe Kapazität; Probleme in der Handhabung von Feststoffen als Träger (heterogene Packung; hohe Kompressibilität) oder im Rohstoff. Abbildung: Schematischer Aufbau einer chromatograpischen Anlage. Die Detektion sollte den Kriterien der Sensitivität, Linearität, Reproduzierbarkeit und Verwendung im kontinuierlichen Betrieb (on-line) genügen. Typische Detektionsmethoden im Routinebetrieb sind: Absorption; Fluoreszenz; Brechungsindex; Lichtstreuung; elektrochemische Methoden; Leitfähigkeit. Speziellere Methoden sind: MS (Elektrospray); Fourier-transform Infrarot. Versuchen Sie den Methoden Kriterien zuzuordnen!
 oder im Rohstoff. Abbildung: Schematischer Aufbau einer chromatograpischen Anlage. Die Detektion sollte den Kriterien der Sensitivität, Linearität, Reproduzierbarkeit und Verwendung im kontinuierlichen Betrieb (on-line) genügen. Typische Detektionsmethoden im Routinebetrieb sind: Absorption; Fluoreszenz; Brechungsindex; Lichtstreuung; elektrochemische Methoden; Leitfähigkeit. Speziellere Methoden sind: MS (Elektrospray); Fourier-transform Infrarot. Versuchen Sie den Methoden Kriterien zuzuordnen!.")
60
Abbildung: Bei der Perfusionschromatographie (PFC) handelt es sich um ein relativ neues Konzept, dessen Vorteil in der Fähigkeit liegt, Proben schnell aufzuarbeiten. Das Prinzip liegt in der Vermeidung von Porendiffusion, welche in konventionellen stationären Phasen eine wesentliche Komponente der Separation darstellt. Mit Ausnahme der GPC können alle Chromatogra- phietypen in Perfusionsmaterialien eingesetzt werden. PFC erlaubt schnelle Verfahrenszyklen und macht teilweise die Konzentrierung von Proben vor der Trennung unnötig.

61
Abbildung: Die Membranchromatographie versucht ebenfalls durch Ausschaltung von Diffusionseffekten die Zeitdauer der chromatographischen Separation zu verkleinern. Durch die Membranporen kann zusätzlich auch noch nach dem Prinzip der Molekülgröße getrennt werden. Funktionelle Gruppen werden auf verschiedene Arten am Membranträgermaterial aufgebracht. Nachteilig ist die Tatsache, dass Membranen schwieriger zu reinigen und zu sterilisieren sind als partikuläre Trägermaterialien. Membranen sind in der Regel aus Polyethylen, Polysulfon, Polyethersulfon, Nylon, oder mikroporöse Cellulose. Sie werden als Membranblätter oder Hohlfasermodule eingesetzt. Der Fluss durch Membrane ist konvektiv (nicht diffusiv!).
..")
62
–Stationäre Phasen

63
Unter Gel versteht man eine makromolekulare Struktur, die durch kovalente Vernetzung von Polymeren entsteht. Es bildet sich eine sphärische Masse, die ein zufälliges Labyrinth-artiges Netzwerk an Poren aufweist. Die Größe der Poren wird durch den Grad an Quervernetzung kontrolliert. Makroretikulare Strukturen entstehen, in dem die Löslichkeit des Polymers während der Bildung des sphärischen Partikels sorgfältig kontrolliert wird. Sie bestehen aus einem Netzwerk an kleinen, kovalent verbundenen Kügelchen von 50 bis 100 nm Durchmesser. Die Porengrößen werden meist von der Größe der Kügelchen bestimmt. Gel or microreticular resins do not have true porosity. Instead, solute ions must diffuse through the particle to the ion exchange sites. Macroreticular resins contain discrete pores that facilitate diffusion of the solute ions to the ion exchange sites. High molecular weight ions, which can only sparingly penetrate gel-type resins, have easier access to exchange sites in macroreticular beads. The sponge-like structure of macroreticular resins offers superior physical and chemical properties to those available with conventional gel- type resins.

64
–Funktionelle Gruppen Quarternäre Amine (AIEX); Sulfonsäure oder Carboxymethyl (CIEX) Phenyl, Alkyl (HIC) Iminodiacetat mit Me 2+ (Metallaffinität) Gruppen-spezifische Affinitätsliganden (AMP oder Triazinfarbstoffe als Analoga für ATP und NAD(P); Protein A oder G für die Reinigung von IgG; Glutathion für die Reinigung von detoxifizierenden Proteinen und Enzymen; Heparin zur Reinigung von Lipoproteinen) Avdidin (Streptavidin) zur Reinigung von biotinylierten Biomolekülen Lysin zur Reinigung von Polysacchariden Protein chromatography Carta G, Jungbauer A
; Sulfonsäure oder Carboxymethyl (CIEX) Phenyl, Alkyl (HIC) Iminodiacetat mit Me 2+ (Metallaffinität) Gruppen-spezifische Affinitätsliganden (AMP oder Triazinfarbstoffe als Analoga für ATP und NAD(P); Protein A oder G für die Reinigung von IgG; Glutathion für die Reinigung von detoxifizierenden Proteinen und Enzymen; Heparin zur Reinigung von Lipoproteinen) Avdidin (Streptavidin) zur Reinigung von biotinylierten Biomolekülen Lysin zur Reinigung von Polysacchariden Protein chromatography Carta G, Jungbauer A")
Ähnliche Präsentationen















>")
 András Bárdossy IWS Universität Stuttgart.>")

 The dependence of convection-related parameters on surface and.>")


 Fluxgate: noise + distortion gets worse than the searchcoil at ~ 6 Hz. Searchcoil:>")