Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Kapitel 3 Steuerungssyteme
Inhaltsverzeichnis in Arbeit !

2
Steuerungssyteme Steuuerngssysteme übernehmen in Produktions- und Logistikunternehmen die Aufgabe der Steuerung und Kontrolle von einzelnen Arbeitsmitteln, Gruppen von Arbeitsmitteln oder von Materialflusssystemen (Gesamtanlage). Steuerungssysteme weisen unterschiedliche Grade bei der Automatisierung von Materialflussprozessen (manuell, teilautomatisch,automatisch) auf. Der Automatisierungsgrad innerhalb eines Materialflusssystems muss nicht durchgängig gleiches Niveau aufweisen. Steuerungssysteme sind in der Regel hierarchisch über mehrere Rechner- ebenen strukturiert.
. Steuerungssysteme weisen unterschiedliche Grade bei der Automatisierung. von Materialflussprozessen (manuell, teilautomatisch,automatisch) auf. Der Automatisierungsgrad innerhalb eines Materialflusssystems muss nicht. durchgängig gleiches Niveau aufweisen. Steuerungssysteme sind in der Regel hierarchisch über mehrere Rechner- ebenen strukturiert.")
3
Steuerungsarten Nach der Art der Signalverarbeitung unterscheidet man zwischen: Analoge Steuerungen Binäre Steuerungen Bilder folgen Bilder folgen Digitale Steuerungen Die Leistungsfähigkeit der Digital-technik hat dazu geführt, dass analoge Steuerungen stark abgenommen haben, Heutige Steuerungssysteme bestehen aus einer Kombination von digitalen und binären Steuerungseinheiten. Bilder folgen

4
Verknüpfungssteuerung
In einer Verknüpfungssteuerung werden den Zuständen der Eingangssignale bestimmte Zustände der Ausgangssignale im Sinne der Booleschen Algebra eindeutig zugeordnet. Reine Verknüpfungssteuerung sind in der Praxis selten. Verknüpfungssteuerungen werden auch als kombinatorische Steuerungen oder Schaltnetze bezeichnet. E1 A1 Schaltnetz E2 A2 En An Die Schaltungssynthese für kombinatorische Steuerungen erfolgt in Schritten: > Problemformulierung und Aufgabenbeschreibung > Festlegung der Eingangs- und Ausgangsvariablen und der Sugnalzustände > Aufstellen einer Funktionstabelle > Aufstellen und Vereinfachung der schaltalgebraischen Gleichungen > Zeichnen eines Logikplans > Schaltplan mit verfügbaren Logikbausteinen / SPS

5
Grundverknüpfungsglieder
Die elementaren Schaltkreise enthalten untenstehende Grundverknüpfungs- glieder. Verknüpfung dieser Schaltkreise kombinatorische Steuerungen Schaltzeichen Funktionstabelle Schaltzeichen Funktionstabelle & UND-Glied a b x x = a b a b x NAND-Glied a b x a b & x x = a b ODER-Glied a b x x = a v b a b x a b x NOR-Glied a b 1 1 x x = a v b a b x NICHT-Glied XOR-Glied a x 0 1 1 0 a b 1 =1 a x x x = a x = (a b) v (a b)
 v (a b)")
6
Beispiel einer Verknüpfungssteuerung
Problemformulierung und Aufgabenbeschreibung Eine Montagemaschine muss immer von 2 Personen bedient werden. Es sind 3 gleiche Bedienungsplätze mit Fußschaltern eingerichtet. Damit die Maschine über ein Schütz eingeschaltet werden kann, müssen zwei der drei Fußtaster geschaltet sein. Festlegung der Eingangs- und Ausgangsvariablen Die benötigten Eingabeelemente (z. B. Sensoren) und Ausgabeelemente (z.B. Aktoren) werden Ein- und Ausgänge des Schaltnetzes zugewiesen. Bei Betätigung oder Nichtbetätigung können die Sensoren/Schalter entsprechend ihrer Bauart unterschiedliche Signale liefern, LOW logisch 0 und HIGH logisch 1. UB Signal- spannung L1 S1 S2 S3 E1 E2 E3 HIGH = 1 Schalt- netz A1 24 5 K1 LOW = 0 M
 und Ausgabeelemente (z.B. Aktoren) werden Ein- und Ausgänge des Schaltnetzes zugewiesen. Bei Betätigung oder Nichtbetätigung können die Sensoren/Schalter entsprechend ihrer. Bauart unterschiedliche Signale liefern, LOW logisch 0 und HIGH logisch 1. UB. Signal- spannung. L1. S1. S2. S3. E1. E2. E3. HIGH = 1. Schalt- netz. A K1. LOW = 0. M.")
7
Beispiel einer Verknüpfungssteuerung
Festlegung der Signalzustände Für die „Zwei-aus-Drei-Schaltung“ müssen die drei Fussschalter den Eingängen und das Schütz dem Ausgang des Schaltnetzes zugewiesen werden. Weiterhin muss der Zusammenhang zwischen Betätigungszu- stand und logischem Zustand überprüft und festgelegt werden. S1 S2 S3 E1 E2 E3 Schalt- netz K1 A1 M L1 UB Sensoren Variable Logische Zuordnung Fußschalter S1 E 1 S1 betätigt E1 = 1 Fußschalter S2 S2 betätigt E2 = 1 Fußschalter S3 S3 betätigt E3 = 1 Aktoren Logischer Zustand Schütz K1 A 1 A1 = 1 K1 betätigt

8
Beispiel einer Verknüpfungssteuerung
Aufstellen einer Funktionstabelle Die Aufgabe des Schaltnetzes ist es, bei allen möglichen Signalzuständen am Eingang die entsprechende Reaktion am Ausgang zu Bewirken. Um eine eindeutige und präzise Festlegung aller Signalzustände und ihrer Reaktionen zu erhalten fertigt man eine Funktionstabelle an. S1 S2 S3 E1 E2 E3 Schalt- netz K1 A1 M L1 UB E1 E2 E3 A1 1 2 3 4 5 6 7 8 Die Zahl der möglichen Signalzustände an den Eingängen berechnet sich 2n. Damit ergeben sich für 3 Eingangsvariable 8 verschiedene Signalzu- stände. In diesem Beispiel gibt es 3 Signalzustände, bei denen der Ausgang eine logische 1 bewirkt.

9
Beispiel einer Verknüpfungssteuerung
Schaltungsentwurf in ODER-Normalform Die ODER-Normalform gibt vollständig alle Schaltfunktionen wieder, die die ge-stellte Aufgabe lösen kann. Sie enthält die UND-Verknüpfungen aller überhaupt auftretenden Eingangsvariablen für jene Fälle, in denen das Ausgangssignal zu 1 wird. Die UND-Normalform gewinnt man aus den Schaltfunktionen, die die gestellte Aufgabe nicht löst. E1 E2 E3 Funktionstabelle E1 E2 E3 A1 1 2 3 4 5 6 7 8 & & 1 A1 ODER- Normal- form & ODER- Normalform

10
Beispiel einer Verknüpfungssteuerung
Vereinfachung der Schaltfunktion Mit Hilfe der Regeln der Schaltalgebra können die Schaltfunktionen umgewandelt und vereinfacht werden, z.B. Distributivgesetz: z.B. (a b) v (a c) = a (b v c) Anwendung der Rechenregel aufwendig, deshalb häufig Lösung mit grafischer Darstellung (Karnaugh-Veitch-Diagramm). E2 E1 1 1 1 1 E3 Karnaugh-Veitch-Diagramm A1 = (E1 E2) v (E1 E3) v (E2 E3 ) E1 E2 E3 A1 1 2 3 4 E1 E2 E3 5 6 7 8 E1 E2 E3 & & 1 A1 & ODER- Normalform
 v (a c) = a (b v c) Anwendung der Rechenregel aufwendig, deshalb häufig Lösung mit grafischer. Darstellung (Karnaugh-Veitch-Diagramm). E2. E E3. Karnaugh-Veitch-Diagramm. A1 = (E1 E2) v (E1 E3) v (E2 E3 ) E1. E2. E3. A E1 E2 E E1 E2 E3. & & 1. A1. & ODER- Normalform.")
11
Beispiel Sortierautomat
Problemformulierung und Aufgabenbeschreibung: In einem Sortierautomaten werden quaderförmige Werkstücke gegen Anschlag gefördert. Dabei werden mit den Sensoren S1 die Tiefe, mit S2 die Breite und mit S3 die Höhe abge- tastet. Sensor S4 prüft die Wekstücke auf MagnetisierbarKeit. Nach dem Abtasten werden die Werkstücke über Weichen in Behälter transportiert. In Behälter 1 sollen die stabförmigen Werkstücke (1 Kante lang, 2 Kanten nicht lang) und in Behälter 6 sollen die plattenförmigen magnetischen Werkstücke gelangen. Der Rest geht in Behälter 4. Werkstücke Werkstücke Sensoren S1 ... S4 Weiche Y1 7 8 1 4 5 3 2 6 Weiche Y2 Weiche Y3 h t b
 und in Behälter 6 sollen. die plattenförmigen magnetischen. Werkstücke gelangen. Der Rest geht in Behälter 4. Werkstücke. Werkstücke. Sensoren S1 ... S4. Weiche Y Weiche Y2. Weiche Y3. h. t. b.")
12
Beispiel Sortierautomat
Festlegung der Signalzustände: Sensoren Variable Logische Zuordnung Sensor S1 (Tiefe) E 1 E1 = 1, wenn t = lang, E1 = 0, wenn t = kurz Sensor S2 (Breite) E 2 E2 = 1, wenn b = lang, E2 = 0, wenn b = kurz Sensor S3 (Höhe) E 3 E3 = 1, wenn h = lang, E3 = 0, wenn h = kurz Sensor S4 (Magn.) E4 E4 = 1, wenn Werkstück magnetisch Aktoren Logischer Zustand Weiche Y3 A1 A1 = 0 für Behälter A2 A2 = 0 für Behälter 3, 4, 7, 8 A 3 A3 = 0 für Behälter 1, 3, 5, 7
 E 1. E1 = 1, wenn t = lang, E1 = 0, wenn t = kurz. Sensor S2 (Breite) E 2. E2 = 1, wenn b = lang, E2 = 0, wenn b = kurz. Sensor S3 (Höhe) E 3. E3 = 1, wenn h = lang, E3 = 0, wenn h = kurz. Sensor S4 (Magn.) E4. E4 = 1, wenn Werkstück magnetisch. Aktoren. Logischer Zustand. Weiche Y3. A1. A1 = 0 für Behälter A2. A2 = 0 für Behälter 3, 4, 7, 8. A 3. A3 = 0 für Behälter 1, 3, 5, 7.")
13
Beispiel Sortierautomat
E1 Tiefe E2 Breite E3 Höhe E4 magn Be hälter A1 A2 A3 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Aufstellen der Funktionstabelle Werkstücke Sensoren S1 ... S4 Weiche Y1 Weiche Y2 Weiche Y3 1 2 3 4 5 6 7 8

14
Beispiel Sortierautomat
E1 Tiefe E2 Breite E3 Höhe E4 magn Be hälter A1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Vereinfachung der Schaltfunktion Ausgang A1 E3 1(4) 1(10) 1(2) 1(16) 1(6) 1(15) 1(5) 1(3) 1(9) 1(1) E4 E2 E1 A1 = (E1 E3) v (E1 E2 E3 ) v (E1 E2 E3) v (E1 E2 E3)
 1(10) 1(2) 1(16) 1(6) 1(15) 1(5) 1(3) 1(9) 1(1) E4. E2. E1. A1 = (E1 E3) v (E1 E2 E3 ) v. (E1 E2 E3) v (E1 E2 E3)")
15
Beispiel Sortierautomat
Darstellung des Logikplans A1 = (E1 E3) v (E1 E2 E3 ) v (E1 E2 E3) v (E1 E2 E3) E1 E2 E3 E4 E1 E2 E3 E4 & Schalt- netz A1 & 1 A1 Schalt- netz A2 & Schalt- netz A3 & ODER- Normalform
 v (E1 E2 E3 ) v (E1 E2 E3) v (E1 E2 E3) E1 E2 E3 E4. E1 E2 E3 E4. & Schalt- netz. A1. & 1. A1. Schalt- netz. A2. & Schalt- netz. A3. & ODER- Normalform.")
16
Die Ablaufsteuerungen
Ablaufsteuerungen sind Steuerungen mit einem zwangsweisen Ablauf in einzelnen Schritten. Das Weiterschalten von einem Schritt auf den durch das Steuerungsprogramm bestimmten nachfolgenden Schritt hängt von Weiterschaltbedingungen ab. Wichtigste Eigenschaft der Ablaufsteuerung ist die eindeutige funktionelle und zeitliche Zuordnung der einzelnen Schritte zu technologischen Abläufen. Lernziel Steuerkette und Regelkreis * Vertiefung der Lehrinhalte anhand einfacher Beispiele Ablaufsteuerung zeitgeführt prozessgeführt Zeitwerke innerhalb der Steuerung Druck Drehzahl Temperatur weggesteuert signalgesteuert Endschalter Wegschalter Mit Bei einer prozessgeführten Ablaufsteuerung sind die Weiterschaltbedingun-gen von den Signalen des gesteuerten Prozesses abhängig. Die Rückmeldungen aus dem Prozessgeschehen können Ventilstellungen, Durchflussmengen, Druck,Temperaturen u.a. sein. Häufig müssen die Prozessrückmeldungen in binäre Signale umgesetzt werden. Bei einer zeitgeführten Ablaufsteuerung sind die Weiterschaltbedingungen nur von der Zeit abhängig.

17
Beispiel Ablaufsteuerung
Sim In einem Behälter soll eine Flüssigkeit einge- bracht werden, die 2 Stunden bei 70 0C gerührt werden muß. Danach wird die Flüssigkeit einem Weiteren Prozessabschnitt zugeführt. Raum für Ihre Notizen: Zulauf Motor Heizung Ablauf

18
Beschreibung von Ablaufsteuerungen
Um die verschiedenen Beharrungszustände eines gesteuerten Systems darzu- stellen, werden Ablaufpläne (Schrittketten) entwickelt. Eine Schrittkette setzt sich aus vier Grundelementen zusammen: > den Schritten, > den dazugehörigen Weiterschaltbedingungen > den auszuführenden Befehlen > den Verzweigungen und Zusammenführungen Schritt n Ausgang des vorangegangenen Schrittes Eingang des nachfolgenden Schrittes Auszuführender Befehl Weiterschaltbedingung Schritt n A B C Auszuführender Befehl A = Befehlsart/Befehlszusatz NS = nicht speichernd D = verzögert S = speichernd T = zeitl. befr. B = Operandenbezeichnung C = Befehlsnummerierung Schrittsymbol Darstellung der Befehle
 entwickelt. Eine Schrittkette setzt sich aus vier Grundelementen zusammen: > den Schritten, > den dazugehörigen Weiterschaltbedingungen. > den auszuführenden Befehlen. > den Verzweigungen und Zusammenführungen. Schritt n. Ausgang des. vorangegangenen Schrittes. Eingang des. nachfolgenden Schrittes. Auszuführender Befehl. Weiterschaltbedingung. Schritt n. A B C. Auszuführender Befehl. A = Befehlsart/Befehlszusatz. NS = nicht speichernd D = verzögert. S = speichernd T = zeitl. befr. B = Operandenbezeichnung. C = Befehlsnummerierung. Schrittsymbol. Darstellung der Befehle.")
19
Beispiel Schrittkette
Sim Zulauf Motor 1. Schritt Behälter füllen Weiterschaltbedingung: Behälter voll ? 2. Schritt Flüssigkeit im vollen Behälter rühren und erhitzen Weiterschaltbedingung: Schon 2 Stunden bei 70o C gerührt ? 3. Schritt abpumpen Weiterschaltbedingung: Behälter leer ? mache bei Schritt 1 weiter Heizung Ablauf

20
Beispiel Schrittkette
Zulauf B3 S1 Motor Schritt 1 Y1 NS Ventil Y1 öffnen B1 B1 Schritt 2 NS Motor M1 ein B2 NS Heizung E1 ein t1 B2 Y2 Schritt 3 Heizung B3 NS Ventil Y2 öffnen Ablauf zurück

21
Beispiel Tauchbadanlage
Untenstehende Tauchbadanlage in einer Galvanisieranlage soll automatisiert werden. Welche Programmschritte müssen nacheinander ablaufen ? Durch welche Bedingung wird der laufende Programmschritt abgeschaltet und der nächste Schritt eingeleitet ? Links Rechts Heben Senken Belade- und Tropfhöhe = S4 Beladestation = S0 Tauchhöhe = S3 Tauchbad 1 = S1 Tauchbad 2 = S2 Technologieschema Tauchbadanlage

22
Schrittkette Tauchbadanlage
Rechts Links Heben Schritt 2 Senken Belade- und Tropfhöhe Sensor S4 Schritt 3 Beladestation Tauchhöhe Sensor S3 Schritt 4 Tauchbad 1 Sensor S1 Tauchbad 2 Sensor S2 Schritt 5 Technologieschema Tauchbadanlage Schritt 6

23
Schrittkette Mischautomat
Lösung Technologieschema eines Mischautomaten Schritt 1 Schritt 2 Schritt 3 A B C Schritt 4 Der Prozess läuft wie folgt ab: Nach Betätigen der Starttaste S1 öffnet das Ventil Y1 und der Motor M1 fängt an zu pumpen. Erreicht die Flüssigkeit den Sensor B1, schließt das Ventil Y1, öffnet das Ventil Y2 und der Rührmotor M2 beginnt mit seiner Arbeit, was mit Hilfe der Meldeleuchte H1 signalisiert wird. Erreicht die Flüssigkeit den Sensor B2, schließt Ventil Y2 und öffnet Ventil Y3. Erreicht die Flüssigkeit den Sensor B3, schließt das Ventil Y3 und schaltet den Pumpenmotor ab. Der Rührmotor arbeitet aber so lange weiter bis der Bediener den Austaster S2 betätigt (halbautomatische Anlage) hat. Danach signalisiert Leuchte H2 "Mischvorgang abge- schlossen". Ein Wiedereinschalten der Anlage darf erst nach Entleerung der Flüssigkeit aus dem Misch- behälter möglich sein. Durch den NOT-AUS-Taster muss die Anlage jederzeit abschaltbar sein. Schritt 5
 hat. Danach signalisiert Leuchte H2 Mischvorgang abge- schlossen . Ein Wiedereinschalten der Anlage darf erst nach Entleerung der Flüssigkeit aus dem Misch- behälter möglich sein. Durch den NOT-AUS-Taster muss die Anlage jederzeit abschaltbar sein. Schritt 5.")
24
Programmsteuerungen Bei Steuerungen für automatisch ablaufenden Prozessen unterscheidet man zwischen verbindungsprogrammierten, speicherprogrammierten und frei programmierbaren Steuerungen. Schaltkasten -Schaltschrank Bei einer VPS ist das Programm durch die Wahl der Bauelemente und deren Verdrahtung festgelegt. Die Änderungsmöglichkeiten sind sehr begrenzt, es besteht ein hoher Aufwand an Dokumentation (neue Schaltpläne). Vorteile: keine Programmierkenntnisse erforderlich, klassische Methode
. Vorteile: keine Programmierkenntnisse erforderlich, klassische Methode.")
25
Programmsteuerungen Bei einer SPS sind die Steuerungsanweisungen
in einem Programmspeicher hinterlegt. Änderungen von Steuerungsaufgaben können durch Programmänderungen erfolgen. Die Dokumentation wird automatisch erstellt. SPS sind für mittlere bis komplexe Aufgaben die kostengünstigere Lösung. Die meisten Steuerungen in der Materialfluss- technik werden mit SPS realisiert. Markführer ist hier die Firma Siemens.

26
Speicherprogrammierbare Steuerungen (SPS)
Auf der Einzelsteuerungseben wird heute vorwiegend die Speicherprogrammierbare Steuerung (SPS) eingesetzt, deren Hardwareaufbau von vorneherein industrietaug- Lich konstruiert wurde: > Zuverlässigkeit > mechnaischer Aufbau > Anschlusstechnik > galvanische Signaltrennung > einfache Erweiterbarkeit
 eingesetzt, deren Hardwareaufbau von vorneherein industrietaug- Lich konstruiert wurde: > Zuverlässigkeit. > mechnaischer Aufbau. > Anschlusstechnik. > galvanische Signaltrennung. > einfache Erweiterbarkeit.")
27
Echtzeitbetrieb Datenverarbeitungsanlagen arbeiten üblicherweise im Stapelbetrieb, d.h. die DV- Aufgaben werden der Reihe nach abgearbeitet. Gefordert wird die Richtigkeit der Ergebnisse. Automatisierungsgeräte (-computer) sind online an den technischen Prozess gekop- pelt, d.h. sie müssen den zeitlichen Ablauf im technischen Prozess erfassen und beeinflussen (steuern/regeln) können. Die technischen Prozesse verlangen stets eine bestimmte Reaktionszeit vom Automatisierungssystem. Für schnelle Materialfluss-Prozesse liegen diese im ms-Bereich (Roboter, schnelle Sortieranlagen), bei langsameren Prozessen im s-Bereich (Palettenfördertechnik). maximale Grenzzeit Prozessereignis t Wartezeit t Verarbeitungszeit t Reaktionszeit
 sind online an den technischen Prozess gekop- pelt, d.h. sie müssen den zeitlichen Ablauf im technischen Prozess erfassen und beeinflussen (steuern/regeln) können. Die technischen Prozesse verlangen stets eine bestimmte Reaktionszeit vom Automatisierungssystem. Für schnelle Materialfluss-Prozesse liegen diese im ms-Bereich (Roboter, schnelle Sortieranlagen), bei langsameren Prozessen im s-Bereich (Palettenfördertechnik). maximale Grenzzeit. Prozessereignis. t. Wartezeit. t. Verarbeitungszeit. t. Reaktionszeit.")
28
Kopplung Prozess - Automatisierungssystem
zeitabhängige Ausgabedaten Materialfluss- Prozess Automatisierungs- gerät zeitabhängige Eingabedaten Zwischen den zeitlichen Abläufen der Vorgänge im materialtechnischen Prozess und dem zeit- lichen Abläufen der Programme in einem Automatisierungsgerät besteht eine enge Wechselbeziehung. Prozess-Schritte müssen nicht nur richtig ausgeführt werden, sondern auch innerhalb einer bestimmten Zeit. S. 181 Tänzer Analogiebeispiel: Harmonischer Bewegungsablauf eines Tanzpaares

29
Forderungen an Echtzeitbetrieb
Zeitschranken: Das Einhaltung von Zeitschranken bei allen möglichen Systemzu- ständen erfordert in der Regel ein überdimensioniertes Rechnersystem (harte Echtzeitsysteme: z.B. Flugzeuge). Bei weichen Echtzeitsystemen ist das Überschreiten von Zeitschranken in Ausnahmesituationen tolerierbar, da keine fatalen Systemzustände auftreten Können. Rechtzeitigkeit: Die Forderung nach Rechtzeitigkeit bedeutet, dass Eingabedaten rechtzeitig abgerufen werden müssen und dass die aus Eingabedaten ermittelten Ausgabedaten rechtzeitig - so wie es der Prozess verlangt - verfügbar sein müssen. Gleichzeitigkeit: In logistischen Prozessen laufen zahlreiche Vorgänge gleichzeitig ab. Soll diese Datenverarbeitungsaufgabe mit einem Rechnersystem erfolgen, muss in kurzen Zeitabständen nacheinander die verschiedenen gleichzeitig ablaufenden Vorgänge „ bedient“ werden. Determinierbarkeit: Aufgrund der Forderung nach Rechtzeitigkeit und Gleich-zeitigkeit ergeben sich parallele Abläufe im Automatisierungssystem. Bei harten Echtzeitbetrieb (sicherheitskritischen Systemen) spielt die Vorhersehbarkeit eine entscheidende Rolle. Wenn der genaue Ablauf nicht determinierbar ist, kann das zeitliche Verhalten und damit die Sicherheit nicht garantiert werden.
. Bei weichen Echtzeitsystemen ist das Überschreiten von Zeitschranken in. Ausnahmesituationen tolerierbar, da keine fatalen Systemzustände auftreten. Können. Rechtzeitigkeit: Die Forderung nach Rechtzeitigkeit bedeutet, dass Eingabedaten. rechtzeitig abgerufen werden müssen und dass die aus Eingabedaten ermittelten. Ausgabedaten rechtzeitig - so wie es der Prozess verlangt - verfügbar sein müssen. Gleichzeitigkeit: In logistischen Prozessen laufen zahlreiche Vorgänge gleichzeitig ab. Soll diese Datenverarbeitungsaufgabe mit einem Rechnersystem erfolgen, muss in kurzen Zeitabständen nacheinander die verschiedenen gleichzeitig ablaufenden Vorgänge „ bedient werden. Determinierbarkeit: Aufgrund der Forderung nach Rechtzeitigkeit und Gleich-zeitigkeit ergeben sich parallele Abläufe im Automatisierungssystem. Bei harten. Echtzeitbetrieb (sicherheitskritischen Systemen) spielt die Vorhersehbarkeit. eine entscheidende Rolle. Wenn der genaue Ablauf nicht determinierbar ist, kann. das zeitliche Verhalten und damit die Sicherheit nicht garantiert werden.")
30
Anwendungsprogrammierung
Bis Mitte der 90er Jahre wurde der Markt von nahezu vollständig inkompatiblen Steuerungssystemen der verschiedenen Hersteller geprägt. Mit der Einführung des Standards IEC 1131 „Programmable Controllers“ ist die Kompatibilität zwischen den Systemen erheblich gestiegen. Im Teil3 der IEC 1131 werden fünf hardwareunabhängige Programmiersprachen definiert, womit ein Wechsel zu einem anderen Hersteller erleichtert wird. AWL Hochsprache Anweisungsliste (AWL) U E01 U E02 = A1.2 if A+B=1 then PAA=1 else PAA=0 Text Hochsprache (Pascal, C) Kontaktplan (KOP) KOP Grafik Funktionsplan (FUP) FUP & Ablaufsprache
 U E01. U E02. = A1.2. if A+B=1. then PAA=1. else PAA=0. Text. Hochsprache (Pascal, C) Kontaktplan (KOP) KOP. Grafik. Funktionsplan (FUP) FUP. & Ablaufsprache.")
31
FUP, KOP und AWL FUP KOP & & AWL E1 E1 E2 E3 A1 E2 E3 > 1 A1 E4 E5
U E1 U E2 UN E3 O U E4 U E5 = A1 AWL Die Programmsprachen FUP und KOP sind aus der Bildlichen Darstellung der Digitaltechnik bzw. Steuerungstechnik entstanden. AWL nutzt Symbole der Schaltalgebra

32
Selbsthaltung bzw. Speicherung
E E A1 Negierte Abfrage von E1 E2 E1 > 1 A1 & A1 Strompfad FUP KOP 24 V 0 V Austaster Eintaster S1 S2 Viele Steuerungsaufgaben erfordern die Anwendung einer Speicherfunktion. E1 E2 E3 E4 E5 ... SPS 24 V A1 A2 A3 A4 ... Schütz schaltet mit seinen Kontakten die Aktoren „EIN“ oder „AUS“

33
Grundfunktion RS-Speicherung
KOP FUP E1 E2 A1 /1 E1 E2 S R Q S R Q E2 A1 A1 S1 S2 Signalzustand „1“ am Eingang E1 bewirkt Signalzu- stand „1“ am Ausgang A1. Signalzustand „1“ am Eingang E2 erzeugt am Ausgang A1 den Signalzu- stand „0“ unabhängig vom Signalzustand E1. Signalzustand „0“ an beiden Eingängen bewirkt ein beibehalten des Signalzustandes am Ausgang. E1 E2 E3 E4 E5 ... 24 V A1 A2 A3 A4 ... K1

34
Beispiel: Erstellung KOP
Initiator E2 Ini Vereinzeler A1 mit Initiator E1 E3 S R Q Hubquereinheit A2 Werkstückträger E1 A1 Initiator E3 Transportrichtung Wenn der dem Eingang E3 zugeordnete Initiator Anwesenheit meldet, bedeutet dies: Werkstück- träger hat gerade die Hubquereinheit verlassen. Damit darf der Vereinzeler wieder ein Werkstück- Träger durchlassen. Dieser erreicht zunächst den Initiator E1, so dass der Vereinzeler zurückgesetzt Wird und die nachfolgenden Werkstückträger sperrt. Wenn der Werkstückträger die Hubquerein- heit erreicht, meldet der dort befindliche Initiator dieses und die Hubeinheit fährt nach oben. E2 S R Q E3 A2

35
Programmstruktur In Steuerungsprogrammen werden alle
Programmteile als Bausteine realisiert. Das Hauptprogramm wird durch eine Organisationseinheit (OB) gebildet. Ein Programmbaustein (PB) struktu- riert das Anwenderprogramm in Technologisch zusammengehörende Programmteile. Programmbausteine rufen Funktionsbausteine auf, die häufig wiederkehrende und komplexe Funktionen enthalten. Funktionsbau- Steine können bei jedem Aufruf mit anderen Parameter versehen werden. OB 1 PB 1 PB 2 :BE FB 1 FB 22 Strukturierung eines SPS-Programms Beispiel: PB 2 PB 3 PB 4 PB 1 Beispiel mit unterschiedlichen Teilprozessen
 gebildet. Ein Programmbaustein (PB) struktu- riert das Anwenderprogramm in. Technologisch zusammengehörende. Programmteile. Programmbausteine. rufen Funktionsbausteine auf, die. häufig wiederkehrende und komplexe. Funktionen enthalten. Funktionsbau- Steine können bei jedem Aufruf mit. anderen Parameter versehen werden. OB 1. PB 1. PB 2. :BE. FB 1. FB 22. Strukturierung eines SPS-Programms. Beispiel: PB 2. PB 3. PB 4. PB 1. Beispiel mit. unterschiedlichen. Teilprozessen.")
36
VPS und SPS (S1 v S2) λ S3 S1 v S2 v S3 S1 S2 S3 S1 S2 S3 Eingänge
Programm Programm S3 neu verdrahten Ausgänge Elektrischer Schaltplan als verbindungsprogrammierte Steuerung Elektrischer Schaltplan als speicherprogrammierbare Steuerung

37
Zeitrelais Bei vielen Steuerungen wird eine Zeitfunktion
benötigt. Bei Schützensteuerung wird diese Aufgabe von Zeitrelais übernommen. Die Zeitverzögerung bei elektronischen Zeit- relais erfolgt dabei über die Aufladung eines Kondensators über einen einstellbaren Wider- stand. Die nachfolgende Elektronik schaltet dann das Ausgangsrelais. Einschaltverzögerung: Man spricht von Einschaltverzögerung, wenn zwischen dem Einschalten der Spule und dem Schalten der Kontakte eine Verzögerungszeit verstreicht. Ausschaltverzögerung: Wird die Zeitrelaisspule eingeschaltet, werden die Kontakte unverzüglich geschlossen. Wird die Spule ausgeschaltet, so verstreicht eine Verzögerungs- zeit bis die Kontakte wieder in der Ruhelage sind. Ausschalt- verzögerung A1 A2 K2T 11 12 13 14 A1 11 13 K1T A2 12 14 Einschalt- verzögerung

38
Schaltdiagramm von Zeitrelais
einschaltverzögertes Relais ausschaltverzögertes Relais A1 A2 Spule U t1 t2 t3 A1 A2 Spule U t1 t4 t2 U t1 t2 t3 11 12 Schließer 11 12 Schließer U t1 t4 t2 U t1 t2 t3 13 14 Öffner 13 14 Öffner U t1 t4 t2

39
Beispiel: Steuerung eines Kübelaufzuges
Ein Kübelaufzug wird an der Ladestelle aus einem Vorratsbunker beladen. Über den unteren Endschalter S5 wird nach Ablauf einer Wartezeit tU selbsttätig die Aufwärtsfahrt des Kübels eingeleitet. Oben angekommen wird der Kübel mecha- Nisch so geführt, dass er sich auf ein Förderband entladen kann. Über den Oberen Endschalter S4 wird nach einer Wartezeit tO die Abwärtsfahrt einge- Leitet. Unten angekommen öffnet der Kübel mechanisch den Bunker, füllt sich während der Wartezeit tU und schaltet wieder auf Aufwärtsfahrt. Bei Inspektionsbetrieb darf keine selbst- tätige Umschaltung der Fahrtrichtung erfolgen.

40
Beispiel: Steuerung eines Kübelaufzuges

41
Beispiel: Steuerung eines Kübelaufzuges

42
Beispiel: Steuerung eines Rolltores
Technologieschema des Rolltores Bedientableau Haupt- strom- kreis Bedientableau Steuer- Strom- kreis Steuerstromkreis

43
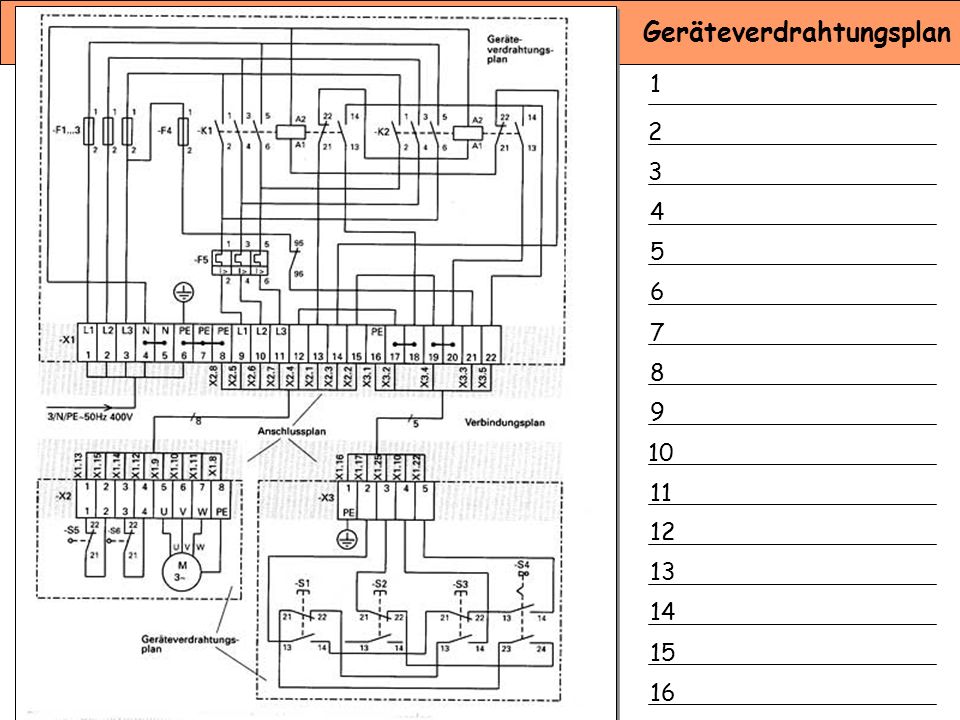
Geräteverdrahtungsplan
1 12 2 8 11 3 5 4 6 5 7 15 6 7 9 8 16 9 4 13 10 3 11 2 12 13 14 S 14 10 15 16

44
Geräteverdrahtungsplan
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
45
Beispiel: Steuerung eines Rolltores
Technologieschema des Rolltores Bedientableau Hauptstromkreis Steuerstromkreis

Ähnliche Präsentationen



















