Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Thermomechanisch gekoppelte Simulation des horizontalen Stranggießens mit Wincast-Conti
Dipl.-Ing. Hartmut Ricken Lehrstuhl für Umformtechnik und Gießereiwesen Dr. Christoph Honsel RWP GmbH New Possibilities in the Simulation of Continuous Casting Processes with Wincast-Conti H. Ricken (Sp), Technische Universität München, Garching (Germany) During 2004/05 the well-known casting-simulation WINCAST was adapted to the continuous casting process. The thermal and mechanical equations are coupled and solved for every time step. Thus the material flow and the shrinkage of the billet can be determined. The interactive mesh-generator enables the user to change geometry very freely. Boundary conditions and process parameters may be varied in a wide range. This freedom in variation enables the user to change parameters and add special geometrical features to existing or planned system configurations. Special materials in the System may be integrated into the model. The Institute of Metal Forming and Casting at the Technische Universität München has developed a test station to determine heat transfer coefficients against gap length in the mould. The Institute of Metal Forming and Casting will give an insight to the variability of geometries and process parameters to be simulated with the new program. Now a lot of parameter studies with the real system can be replaced by simulations. The ability of the user to improve the model is a major step to upgrade production facilities.
, Technische Universität München, Garching (Germany) During 2004/05 the well-known casting-simulation WINCAST was adapted to the continuous casting process. The thermal and mechanical equations are coupled and solved for every time step. Thus the material flow and the shrinkage of the billet can be determined. The interactive mesh-generator enables the user to change geometry very freely. Boundary conditions and process parameters may be varied in a wide range. This freedom in variation enables the user to change parameters and add special geometrical features to existing or planned system configurations. Special materials in the System may be integrated into the model. The Institute of Metal Forming and Casting at the Technische Universität München has developed a test station to determine heat transfer coefficients against gap length in the mould. The Institute of Metal Forming and Casting will give an insight to the variability of geometries and process parameters to be simulated with the new program. Now a lot of parameter studies with the real system can be replaced by simulations. The ability of the user to improve the model is a major step to upgrade production facilities.")
2
Inhalt Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung

3
Die utg Stranggießanlage (Demag Technica)
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Schmelzofen Gießofen Kokille Abzugsrollen

4
Die utg Stranggießanlage (Demag Technica)
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Gießofen Kühler Kokille Kaltstrang Abzugsrollen

5
Die Kühler-Kokillen-Baugruppe – Schnitt quer zum Strang
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Obere Kühlerplatte Obere Kokillenplatte Kokille Seitenleiste Untere Kokillenplatte Untere Kühlerplatte

6
Verzug der Graphitkokille durch Temperaturgradient
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Dicke Obere Kokillenplatte bei Raumtemperatur Temperatur Obere Kokillenplatte mit Verzug durch Temperaturgradient Dicke Temperatur

7
Die Kühler-Kokillen-Baugruppe mit Kokillenverzug
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung

8
„Fußabdruck“ des Spaltes
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Durch die Kokille diffundierendes Kupfer lagert sich auf der Außenseite der Kokille ab, wo kein Kontakt zum Kühler besteht. Die Erfassung der Dicke und der Gestalt des Spaltes ist nicht möglich, ohne das System entscheidend zu verändern. Messungen für den Spalt an ausgewählten Stellen wurden durchgeführt. Der Spalt ist in x- und y-Richtung über 100 mm groß, in z-Richtung aber kleiner als 3/10mm. Der Spalt besteht nur bei erhöhter Temperatur im verspannten Zustand. In den Randbereichen nahe der Verschraubung existiert kein Spalt, sondern gute Flächenpressung. Dort ist die Wärmeleitung um ein mehrfaches besser als im Spalt, allerdings in Abhängigkeit von der Flächenpressung. Dort wird um Größenordnungen mehr Wärme abgeleitet, als durch den Spalt. Dies beweist die Form der Erstarrungsfrontlinie im Strang.

9
Zusammenfassung der Problemstellung und Lösungsansatz
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Der Wärmetransport von der Schmelze zum Kühlwasser wird durch die Spaltbildung zwischen Kokille und Kühler behindert Das Atmen der Kokille verursacht instationäre Wärmeabfuhrbedingungen Qualitätsminderung am Gussstrang Verlängerung der Erstarrungszeit Reduktion der Mengenleistung Verstehen und eliminieren des Kokillenatmens durch thermomechanische FEM-Simulation

10
Simulation eines einfachen Aufbaus Temperaturen und Spannungen
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung temperature t=300s stress t=300s rot: Zugspannungen grün: Druckspannungen

11
Simulation Geometrisches Modell – Schnitt parallel zum Strang
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Verschraubung Kühler Kühlwasser Kokille Strang

12
Simulationsparameter
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Versuchsparameter Abzugsgeschwindigkeit 200 mm/min Abzugskinematik go stop back 4 mm 0,6 sec 0,5mm Schmelzetemperatur °C Kühlwasser 9 l/min at 22°C Versuchsergebnisse Strangtemperatur 500°C Kühlwassererwärmung 58 K

13
Startbedingungen für die Simulation

14
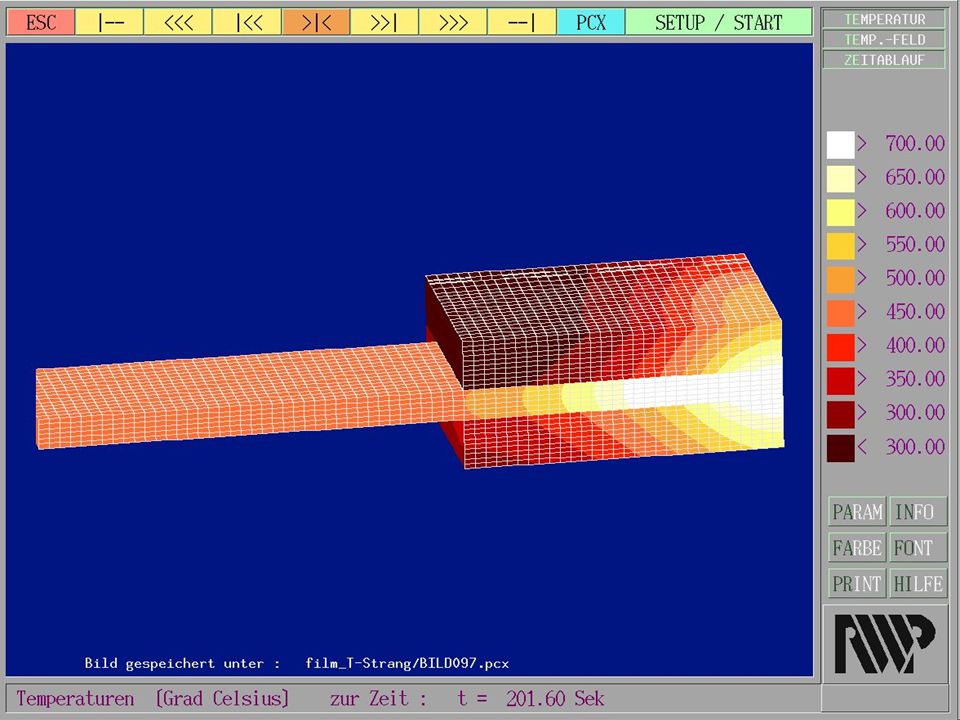
Temperature – strand and mould parallel to strand
Introduction Gap formation Modelling and Simulation Summary Die Gravitation führt zu einer deutlich größeren Wärmeabfuhr in die untere Kokille Im Strang ergibt sich dadurch eine Verlagerung des Wärmezentrums nach oben

16
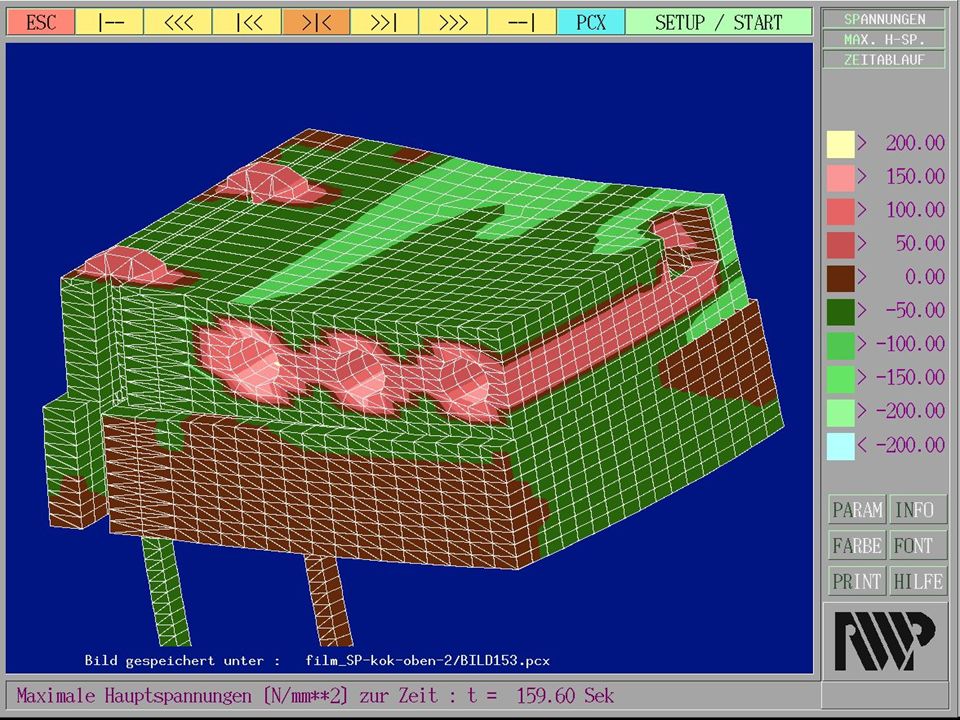
Stress and distortion - strand and mould parallel to strand
Introduction Gap formation Modelling and Simulation Summary Es gibt eine deutliche Spaltbildung zwischen Strang und oberer Graphitkokille Dadurch, dass das Wärmezentrum nach oben verlagert ist, wölbt sich der Strang am Ende ebenfalls nach oben: wenn der obere Teil erstarrt, behindert der untere schon erstarrte Teil des Stranges die Kontraktion, der Strang wölbt sich nach oben.

18
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung
Kühlwassererwärmung Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Obere Kühlwasser-schleife Untere Kühlwasser-schleife Auch hier ist deutlich zu erkennen, dass über den unteren Kühler deutlich mehr Wärme abgeführt wird Aufheizung des Kühlwassers,

19
Spezielle Abkühlkurven
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung Linie 1 Linie 2 Linie 3 Linie 3 Linie 2 Linie 1 Strangmitte

20
Einleitung Spaltbildung Modellierung und Simulation Zusammenfassung
Die Rechenergebnisse der thermomechanischen Simulation stimmen mit den Messergebnissen des Gießversuches überein. Das Modell ist geeignet, den Wärme- und Stofftransport von Schmelze, Strang, Kühler und Kühlwasser zu optimieren. Des Modell berücksichtigt das Kokillenatmen am Beginn der Gießprozesses. Nächste Schritte: Optimierung der Kühler-Kokillen-Baugruppe zur Reduktion des Kokillenatmens Umsetzung der optimierten Konfiguration an der utg-Stranggießanlage

21
Thermomechanisch gekoppelte Simulation des horizontalen Stranggießens mit Wincast-Conti
Dipl.-Ing. Hartmut Ricken Lehrstuhl für Umformtechnik und Gießereiwesen Technische Universität München Walther-Meißner-Straße Garching Phone: (+49) Fax: Dr.-Ing. Christoph Honsel RWP GmbH Am Münsterwald 11 52159 Roetgen Phone: (+49) Fax:
 Fax: Dr.-Ing. Christoph Honsel. RWP GmbH. Am Münsterwald Roetgen. Phone: (+49) Fax:")
Ähnliche Präsentationen











>")







