Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Christoph Schütte, Derk Meyer, Sebastian Herrmann, Sven Rüssel
Gruppe1 Christoph Schütte, Derk Meyer, Sebastian Herrmann, Sven Rüssel

2
Gliederung Werkstoffauswahl Wärmebehandlung Lage des Einspannzapfens

3
Werkstoffauswahl

5
C45W3 1.1730 Unlegierter Kaltarbeitsstahl C45W3
Zugfestigkeit: 650N/mm² Kohlenstoffgehalt: 0,45% Siliciumgehalt: nur geringe ungewollte Anteile Mangangehalt: nur geringe ungewollte Anteile Kopfplatte, Stempelhalteplatte, Führungsplatte, Führungsleisten, Blechstreifenhalter und Grundplatte

6
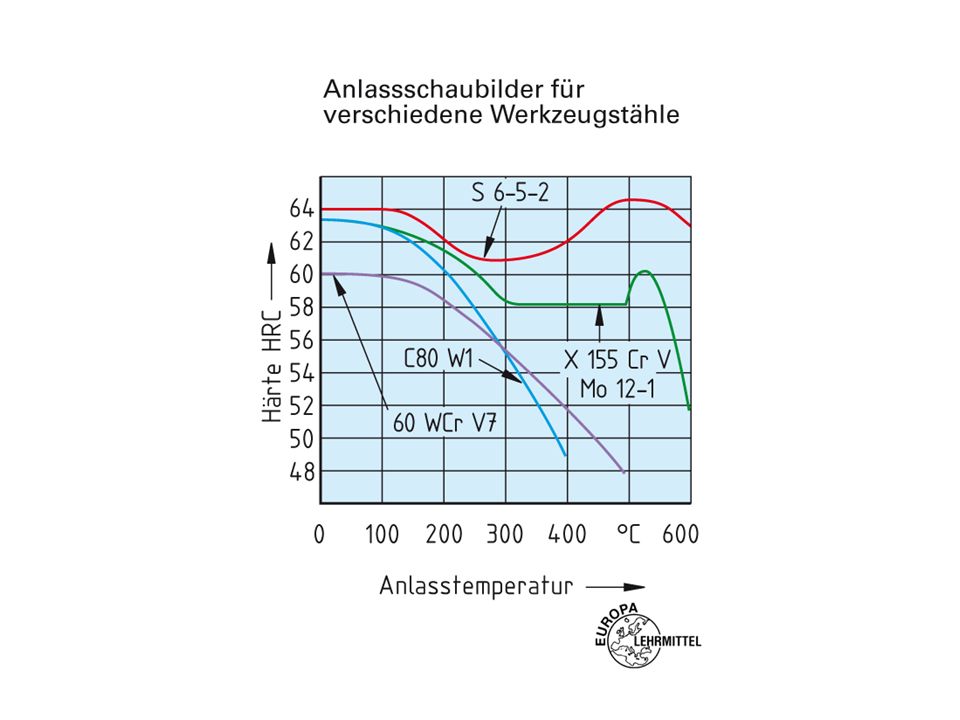
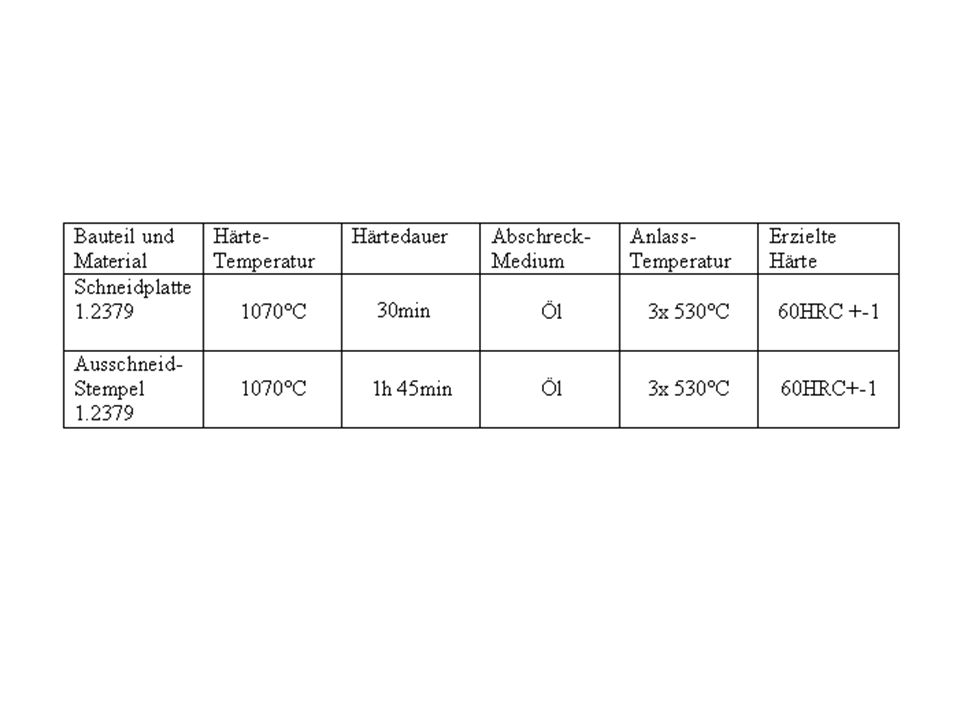
X155CrMo12-1 1.2379 Hochlegierter Kaltarbeitsstahl X155CrMo12-1
Erzielbare Härte HRC 61-63 Festigkeit im angelieferten Zustand: max. 860N/mm² Kohlenstoffgehalt: 1,55% Chromgehalt: 12,0% Vanadiumgehalt: 1,0% Molybdängehalt: 0,7% Druckplatte, Formschneidstempel, Lochstempel, Schneiplatte und Einspannzapfen

7
Wärmebehandlung

8
Wärmebehandlungsverfahren
Härten Anlassen Abschrecken Fehler beim Härten

9
Härten Zweck und Anwendung:
Erhöhen der mechanischen Widerstandsfähigkeiten Härten erfolgt in 3 Stufen: Erwärmen auf die Härtetemperatur + 30°C-50°C zur Sicherheit Halten der Härtetemperatur Abschrecken zum erreichen des Martensits

10
Anlassen Zweck und Anwendung:
Gezieltes erwärmen der Werkstücke um Eigenschaften zu beeinflussen Abbauen von Gefügespannungen Umwandeln der Glashärte zu Gebrauchshärte Anwendung nach dem Härten Anlasstemperaturen zwischen 300°C und 550°C

11
Abschrecken Zweck und Anwendung:
Erzeugen der Martensitischen Kristallstruktur Abschreckmedien sind meist : Öl Wasser evtl. mit Zusätzen Luft

12
Fehler bei der Wärmebehandlung
Grobes Gefüge des Werkstückes Härterisse durch falsche Behandlung Starke Verzunderung der Werkstückoberfläche Verzug der Werkstückflächen

17
Lage des Einspannzapfens

18
Berechnung der Lage

19
Umfangsberechnung des Stempel
P1= 16,7mm P2= 12,65mm P3= 39,77mm

20
P4= 3,64mm P5= 1,21mm P6= 3,5mm P7= 23,36mm

21
Formel zur Berechnung des Lochstempel
Formel zur Berechnung für die Lage des Einspannzapfens:

22
Gleichgewicht der Schneidkräfte
Verschleiß verminderung Ausgeglichene Kräfte auf das Werkstück

23
Pressenauswahl

24
Exenterpresse 150 bis 400kN

25
Hydraulikpresse Bis zu 400kN

26
Spindelpresse

27
Schraubenfestigkeit

28
Schneidkraft: Fs = 30,608 kN Rückzugskraft = = 7652 N Schraubenquerschnitt: Schraube 8.8 Re= 640 N/mm² A1 = = 11,95 mm² Spannungsquerschnitt M5 Schraube = 14,2N/mm²

29
Erodieren Schneidplatte Grundplatte Führungsplatte Stempelhalteplatte

30
Ende

Ähnliche Präsentationen










Media Landesanstalt für Kommunikation Baden-Württemberg (LFK) Landeszentrale für Medien und Kommunikation.>")











