Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
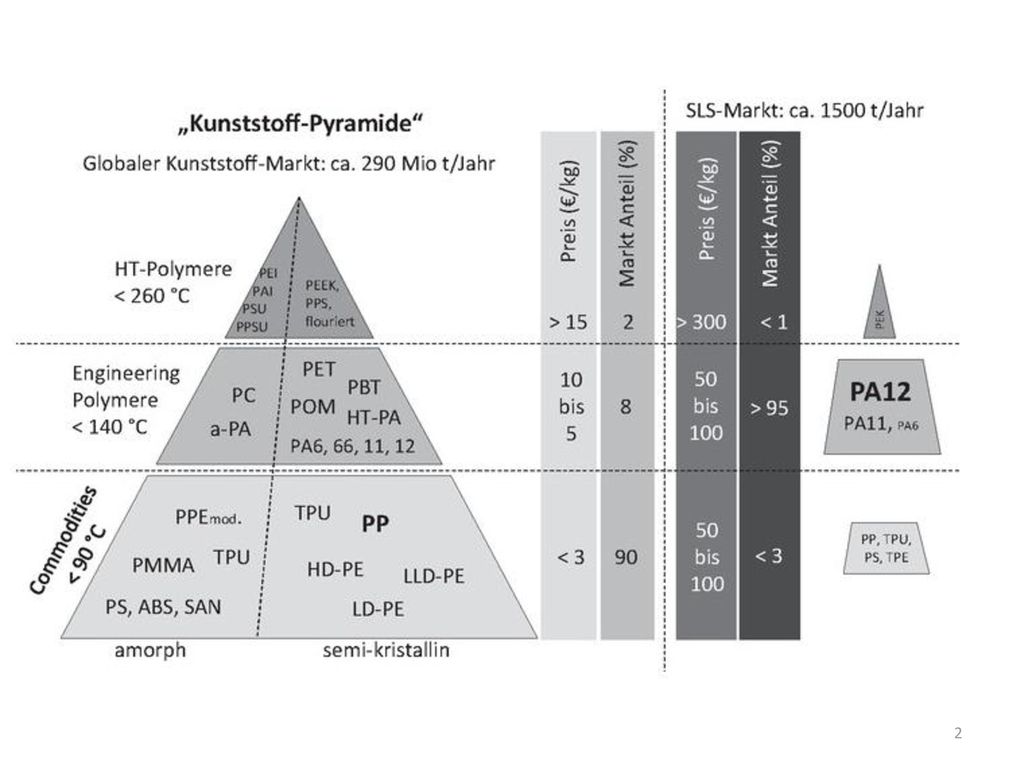
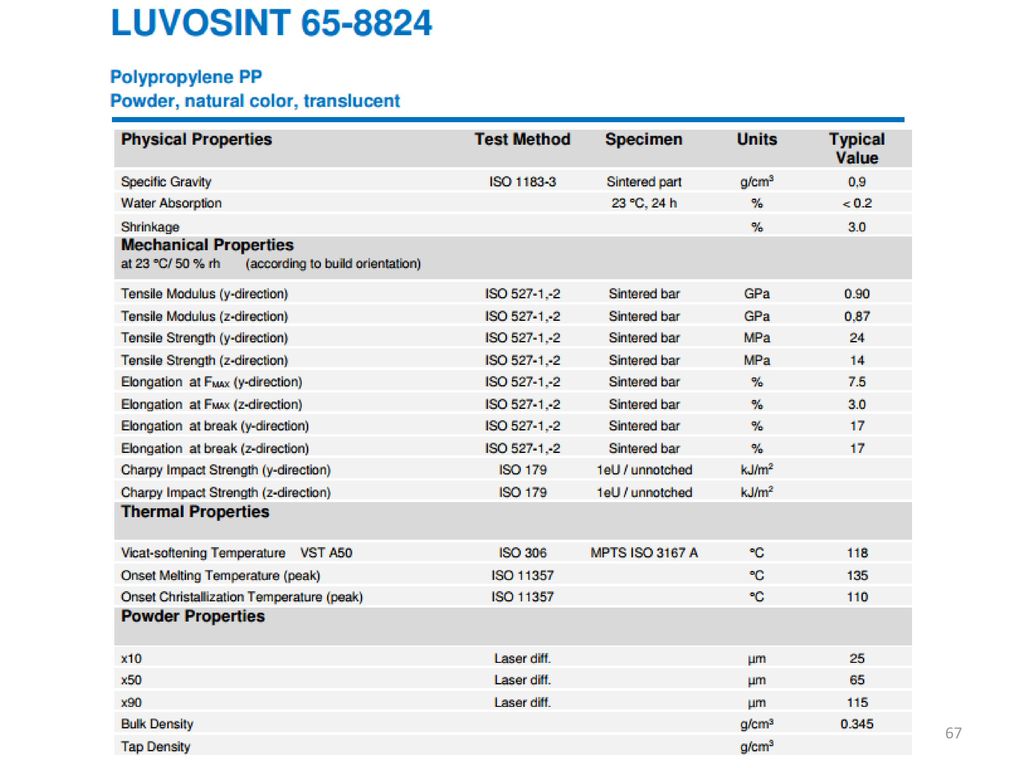
Weitere Kunststoffe für SLS Verfahren
PP TPU

3
Kunststoffmaterialien für SLS

4
PA12 Markt von Evonik und Arkema dominiert
Die Pulveranlagen bei Evonik und Arkema produzieren aber nur zu einem kleineren Teil Feinstpulver für Lasersintern, andere Anwendungen sind Pulverbeschichtungen, Lacke, auch (noch) Kosmetik PA ohne TiO2 PA mit TiO2
 Kosmetik. PA2200 ohne TiO2. PA2201 mit TiO2.")
5
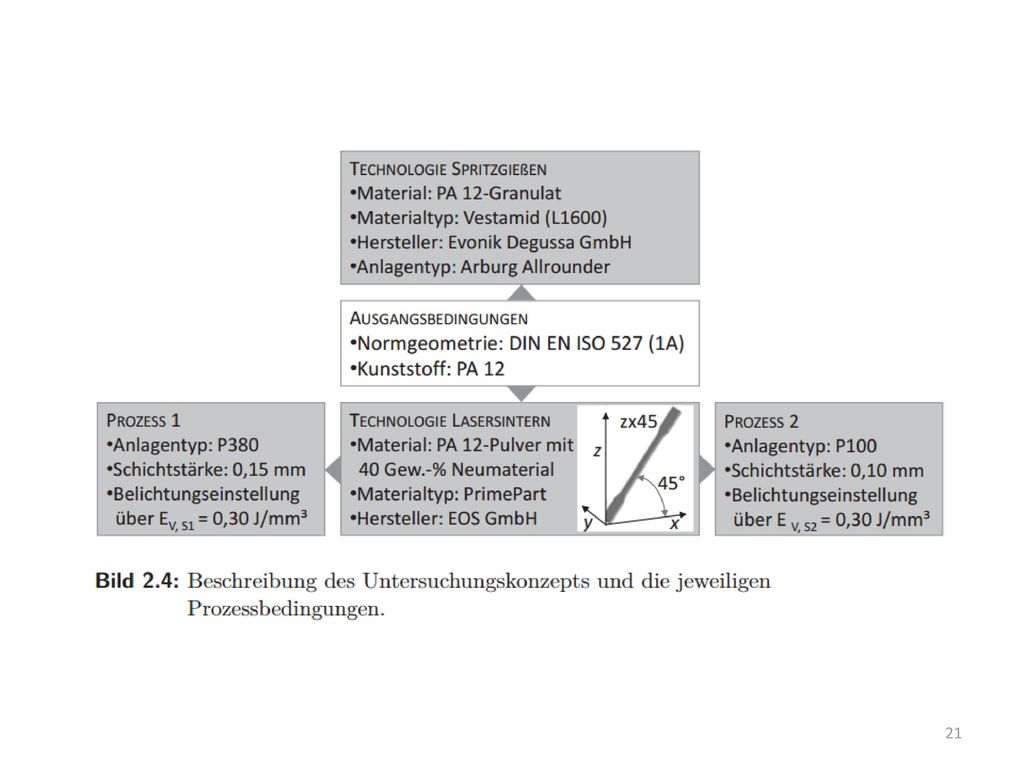
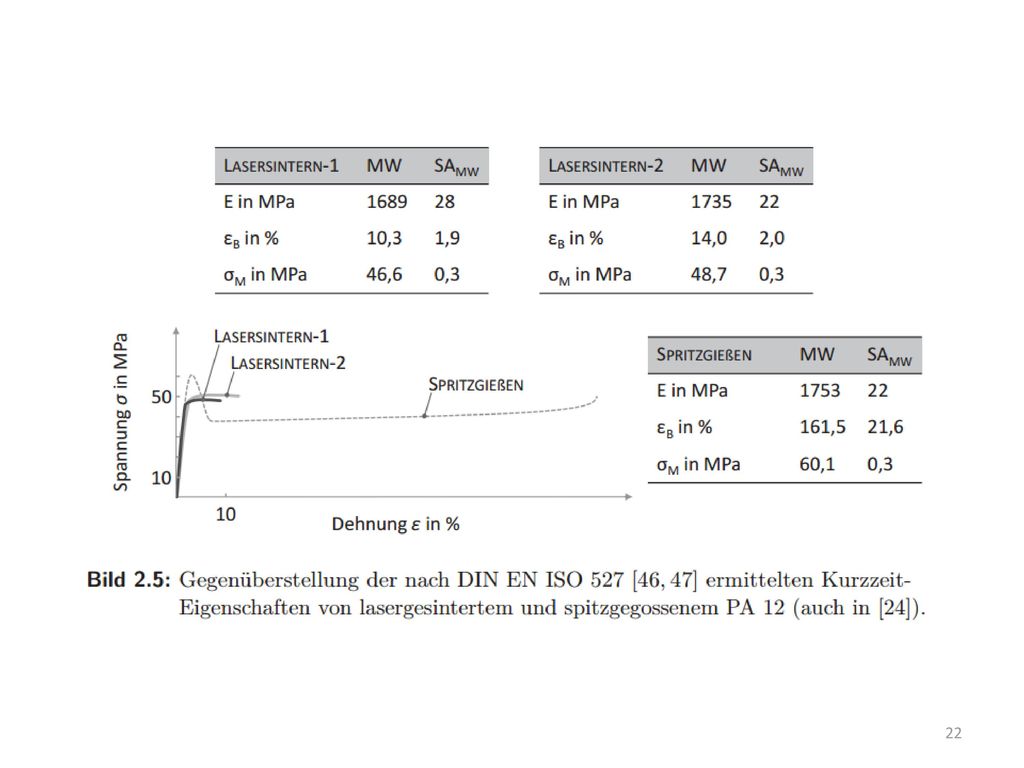
Deutlich mehr erreichbar als bei FDM Verfahren, vor allem in z-Richtung
Optimal abgestimmtes Material auf Prozess !

6
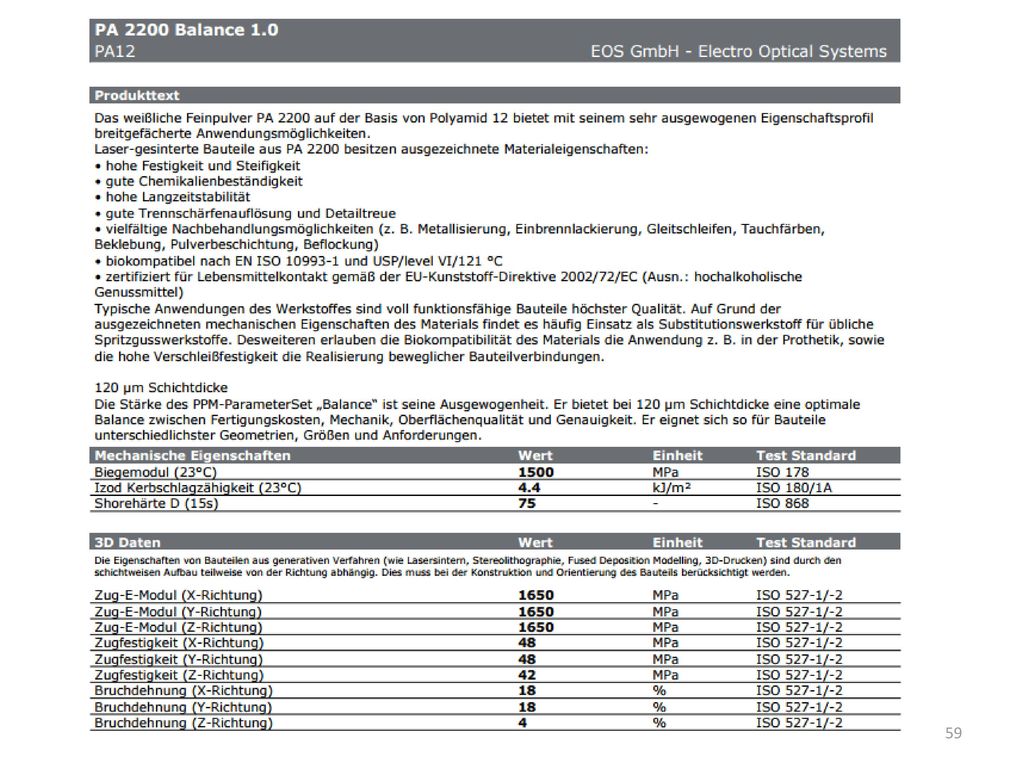
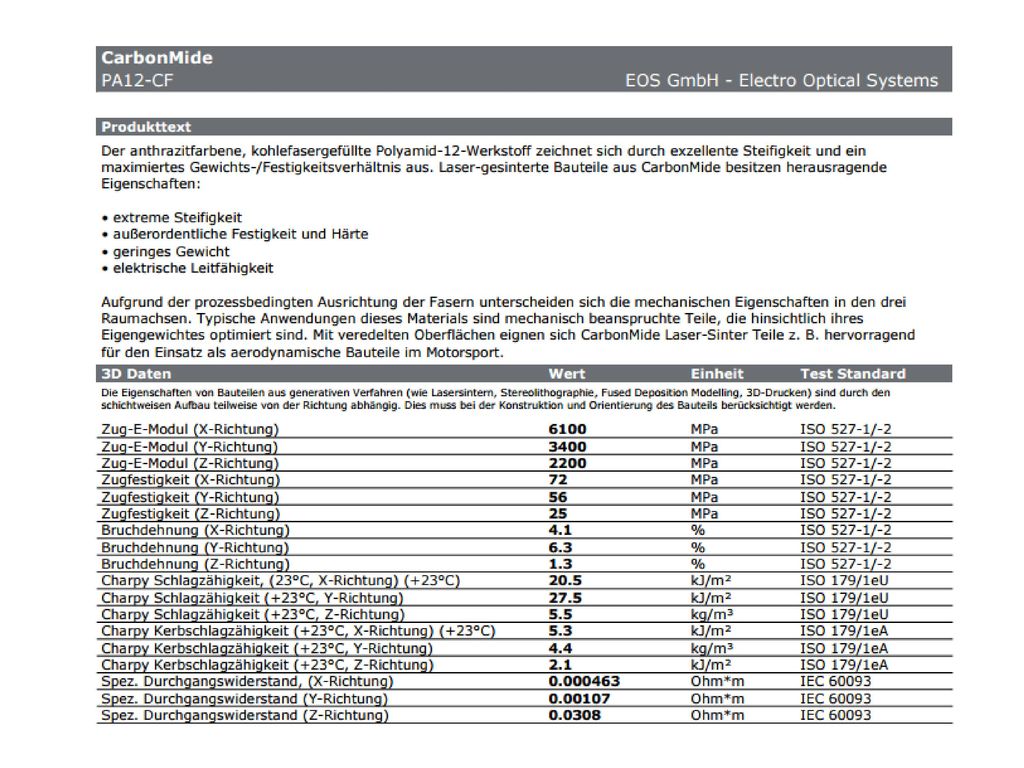
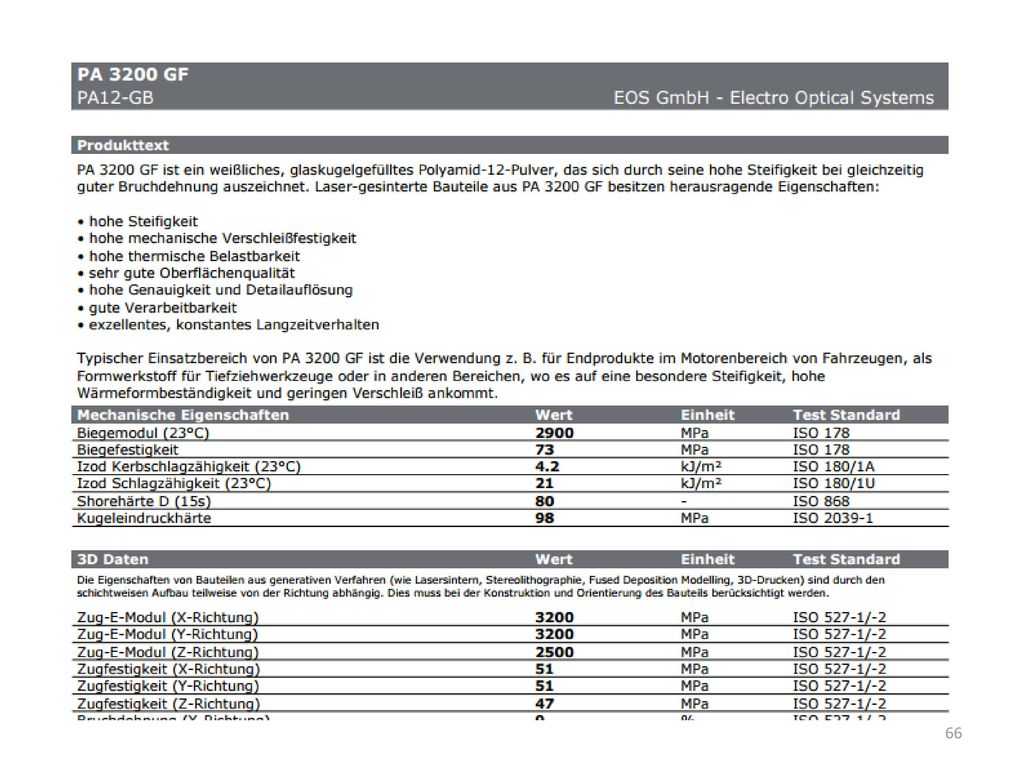
Verstärkte PA12 Typen für SLS verfügbar

7
Verstärkte PA12 Typen für SLS verfügbar

8
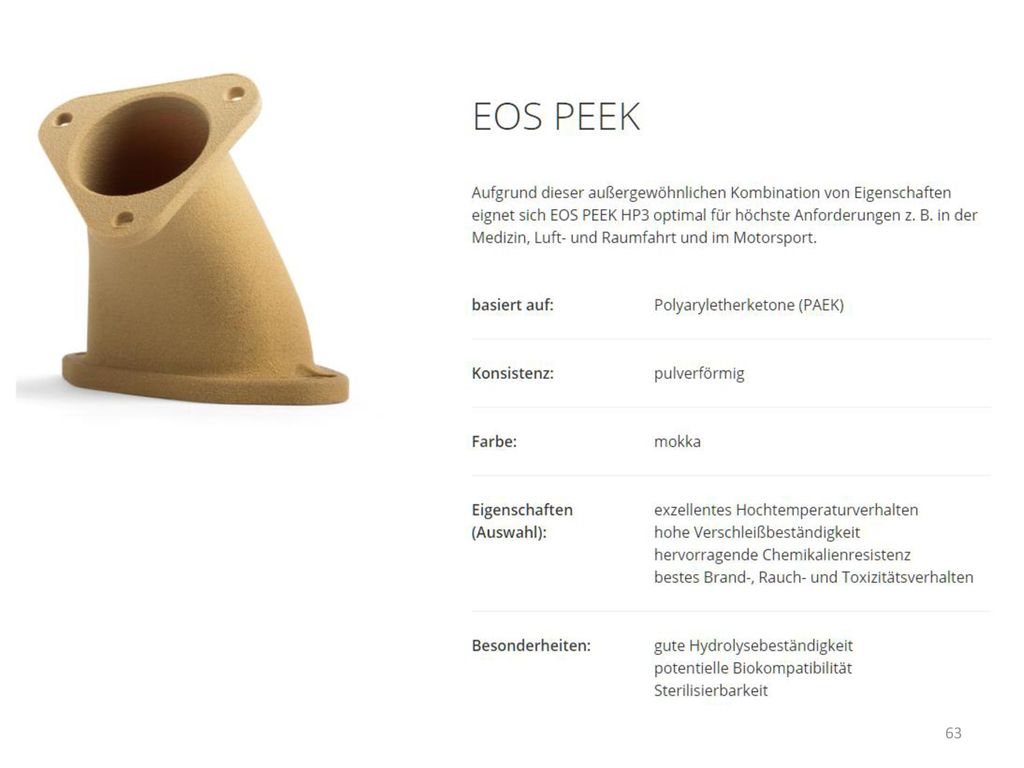
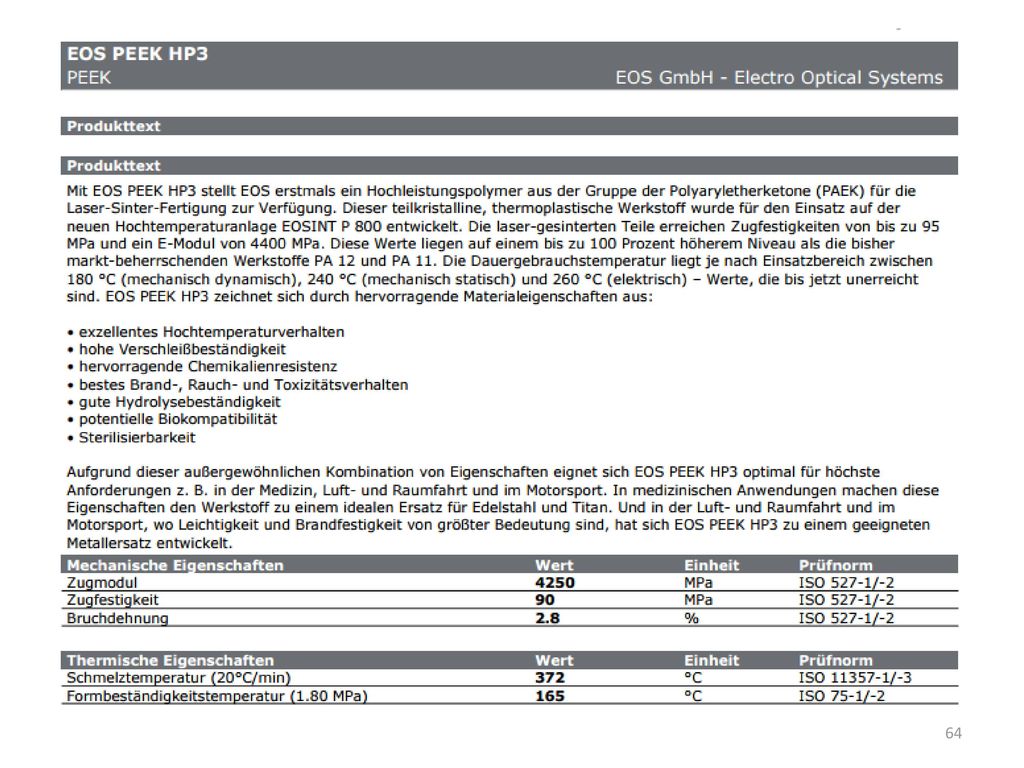
Beispiel Kunststoffpulver EOS

9
Beispiel Kunststoffpulver EOS

10
Beispiel Kunststoffpulver EOS

11
Beispiel Kunststoffpulver EOS

12
Beispiel Kunststoffpulver EOS
Sinter PP bei anderen Anbietern erhältlich Ebenso TPU Turnschuhe adidas Merke Starke Dominanz von PA12 und PA11

13
Weitere SLS Materialien (PA12, PA11 dominieren !)
PEEK Hochtemperaturbeständig, teuer TPU hoch elastisch, 400% Reißdehung TPE-E elastisch TPE-A elastisch PP Medienbeständigkeit, nicht hoch belastbar deutlich teurer als Standard-PP und schlechtere Eigenschaften

14
Lernkontrollfragen zum Lasersintern von Kunststoffen
Welche beiden Kunststoff dominieren bislang den Markt für SLS Kunststoffbauteile ? Warum lassen sich diese beiden Werkstoffe besonders gut versintern bzw. laserschmelzen ? Was bezeichnet man als Sinterfenster eines Kunststoffwerkstoffes ? Von welchen Werkstoffeigenschaften hängt die „Sinterbarkeit“ bzw. „Verschmelzbarkeit“ maßgeblich ab ? Wie lange dauert (in etwa) ein kompletter Baujob beim SLS Verfahren ? Was ist das genauere Verfahren SLS oder FDM ? Benötigt man beim SLS Verfahren Stützmaterial ? Wir gross ist etwa die Schichtstärke beim SLS Verfahren ? Kann man Hart-Weich verbundbauteile (2Komponentenbauteile) mittels SLS herstellen ? Was bezeichnet man als „balling“ ? Was ist der Unterschied zwischen „curling“ und „warpage“ ? Wie lässt sich die Fließfähigkeit des Kunststoffpulvers leicht bestimmen ? Was bezeichnet man als Nachkondensation und wieso führt diese zu verbesserten mech. Eigenschaften ? Warum wird das Kunststoffpulver mehrfach verwendet und woran erkennt man, dass die Qualität zu schlecht geworden ist ?
 ein kompletter Baujob beim SLS Verfahren Was ist das genauere Verfahren SLS oder FDM Benötigt man beim SLS Verfahren Stützmaterial Wir gross ist etwa die Schichtstärke beim SLS Verfahren Kann man Hart-Weich verbundbauteile (2Komponentenbauteile) mittels SLS herstellen Was bezeichnet man als „balling Was ist der Unterschied zwischen „curling und „warpage Wie lässt sich die Fließfähigkeit des Kunststoffpulvers leicht bestimmen Was bezeichnet man als Nachkondensation und wieso führt diese zu verbesserten mech. Eigenschaften Warum wird das Kunststoffpulver mehrfach verwendet und woran erkennt man, dass die. Qualität zu schlecht geworden ist")
15
Lernkontrollfragen zum Lasersintern von Kunststoffen
Welche Kunststoffmaterialien lassen sich außer PA11 und PA12 lasersintern ? Nennen Sie zwei Herstellverfahren für Kunststoffpulver. Wie hoch ist in etwa die Bauraumtemperatur beim Lasersintern von PA12 ? Wie lange dauert in etwa die Abkühlphase nach dem eigentlichen Baujob ? In welchem Zusammenhang stehen die Größen Laser(brennfleck)geschwindigkeit, Laserleistung, Fokusdurchmesser und tatsächlich in das Pulver eingebrachte Leistung ? Warum ist es wünschenswert, dass ein Teil der Laserenergie transmittiert (also die neue Pulverschicht durchstrahlt und auf die darunter liegende Schicht fällt) ? Wieviel Restporosität weisen übliche SLS Kunststoffteile auf ? Ist das mehr oder weniger als SLM Metallteile ? Warum schmelzen die Pulverkörner unmittelbar neben dem Laserbrennfleck nicht mit auf ? Warum lässt sich die Laserstrahlgeschwindigkeit nicht beliebig erhöhen (auch nicht wenn die Leistung dementsprechend erhöht wird) ? Warum soll man ein großes ebenes Bauteil nicht flach in den Bauraum legen ? Mit welchen Methoden/Verfahren lässt sich die meist ungenügente Oberflächenqualität von SLS Teilen verbessern. Wo liegen (in etwa) Zugfestigkeit und Reißdehnung eines unverstärkten PA12 SLS Bauteils ? Ist das besser oder schlechter als die üblichen im FDM verfahren erreichbaren Werte ? Lassen sich SLS Bauteile für Funktionsprüfungen verwenden (argumentieren) ?
geschwindigkeit, Laserleistung, Fokusdurchmesser und tatsächlich in das Pulver eingebrachte Leistung Warum ist es wünschenswert, dass ein Teil der Laserenergie transmittiert (also die neue. Pulverschicht durchstrahlt und auf die darunter liegende Schicht fällt) Wieviel Restporosität weisen übliche SLS Kunststoffteile auf Ist das mehr oder weniger als SLM Metallteile Warum schmelzen die Pulverkörner unmittelbar neben dem Laserbrennfleck nicht mit auf Warum lässt sich die Laserstrahlgeschwindigkeit nicht beliebig erhöhen (auch nicht wenn die. Leistung dementsprechend erhöht wird) Warum soll man ein großes ebenes Bauteil nicht flach in den Bauraum legen Mit welchen Methoden/Verfahren lässt sich die meist ungenügente Oberflächenqualität. von SLS Teilen verbessern. Wo liegen (in etwa) Zugfestigkeit und Reißdehnung eines unverstärkten PA12 SLS Bauteils Ist das besser oder schlechter als die üblichen im FDM verfahren erreichbaren Werte Lassen sich SLS Bauteile für Funktionsprüfungen verwenden (argumentieren)")
16
Freigeschaltetes ebook (2012) über die HoMe Bibliothek
d.h. für Sie herunterladbar !

17
Im Buch ebenfalls eine grundlegene Betrachtung des Energieeintrages
in die Pulverschicht

18
Ebenfalls grundlegene Betrachtung des Energieeintrages in die Pulverschicht

19
Start-Stopp-Schalter Verschiedene Interieurblenden
Im Buch zunächst eine Funktionsanalyse verschiedener SLS Bauteile für BMW Start-Stopp-Schalter Verschiedene Interieurblenden Verrastungen an größeren Bauteilen

20
SG PC/ABS SLS PA12 Bauteil Verrastung an I-Tafel

23
Laststeigerungsversuch !
(Dauerschwingversuch mit niedrigerer Last ggf. sinnvoller !)
")
24
Ausgewählte Funktionsprüfungen für Start-Stopp-Taster in folgender Tabelle

26
Alle Klima- und Funktionsprüfungen überstanden
Teils höhere Klemmneigung, dadurch zu geringe Rückstellkraft des Schalters Folgeerscheinung der rauheren Oberfläche Grundsätzlich waren die Schalter damit technisch einsatzfähig (mit geringen Nachteilen)
")
27
Kopfaufprallwerte o.k., jedoch scharfkantiger Bruch no go, geht nicht
Abhilfe durch Folie o.ä. ?

28
Vibrationsrichtung mit Gewicht, gemessen Zeit bis Bruch
Vibrationsprüfung Vibrationsrichtung mit Gewicht, gemessen Zeit bis Bruch Zeit bis Bruch SG aus PC/ABS 5,5 min SLS PA12 45° 14,6 min SLS PA12 0° 1,2 min

29
Oberflächeneigenschaften

30
Oberflächeneigenschaften

31
Oberflächennachberarbeitung
Nachlackierte Oberflächen erfüllten (erwartungsgemäß) alle Tests
 alle Tests.")
32
Grundlegende Untersuchungen zum Lasersintern in der Dissertation
M. Blattmeier (Nicht nur Bauteilfunktionsprüfungen)
")
33
„Frenkelsches“ Sintergesetz (s.a. letzte Vorlesung)
")
34
Verzug (Warpage) und Curling
 und Curling")
35
Auch beim SLS Verfahren (können) Oberflächenkonturen anders abgefahren
werden als innere Bereiche Algorithmen zur Bahnsteuerung des Lasers sind bei den Marktführern anlagenspezifisch Es gibt jetzt aber auch Systeme mit „offener“ software und damit der Möglichkeit zur Optimierung Vor- und Nachteile ! Sequentielles Belichten (Sorted) kann wichtig sein, um lokale Überhitzung zu vermeiden
 kann wichtig sein, um lokale Überhitzung zu vermeiden.")
36
Beispiel Prozessdokumentation in der Diss Ziel: tatsächliche Schichttemperatur
S.51…verschiedene Patente weisen darauf hin, dass der räumliche Temperaturmesssbereich Des Pyrometers während der Prozesszeit verändert wird….. Leider werden die genauen Regelalgorithmen nicht offen gelegt

37
Beispiel Prozessdokumentation in der Diss Ziel: tatsächliche Schichttemperatur
Genauer Messfleck Pyrometer leider unklar wo genau Leider keine klare Zeitachse

38
Modellbetrachtung zum Energieeintrag aus der bereits
zuletzt bestrahlten Schicht Pulver erwärmt sich unmittelbar nach Pulverauftrag Hat eine andere Starttemperatur als B Einflußnahme auf Laserleistung oder Fahrgeschwindigkeit ?

39
Ausbildung von Oberflächenrauhigkeiten bzw
Ausbildung von Oberflächenrauhigkeiten bzw. Linien beim SLS von Kunststoffen

40
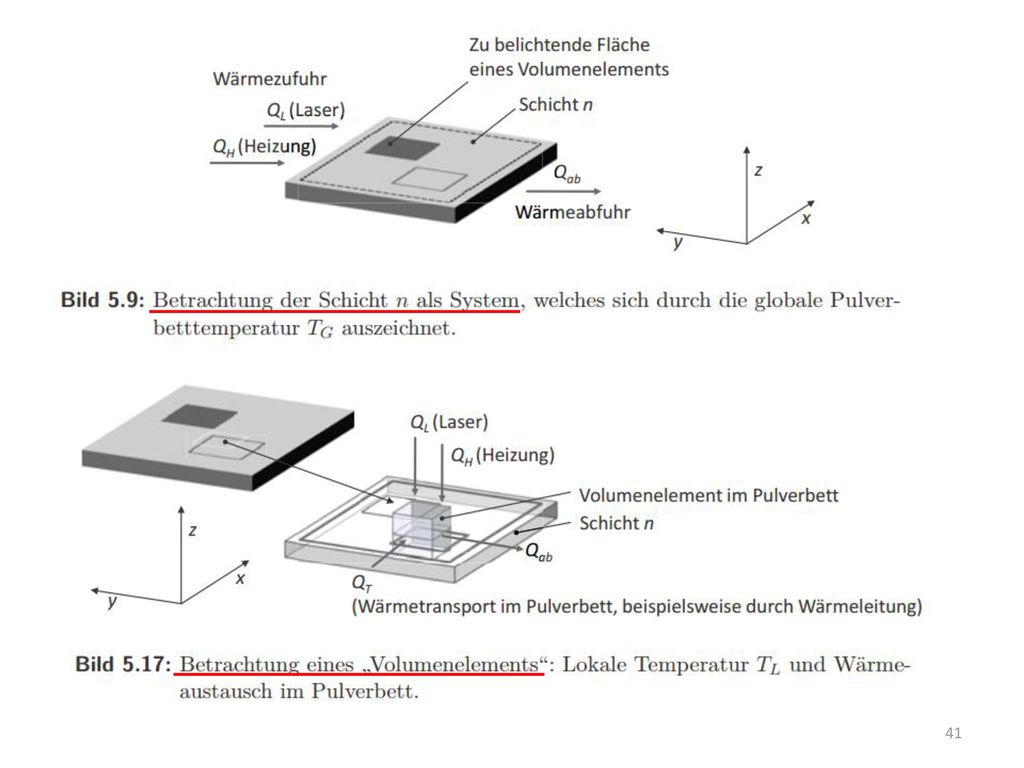
Gegenseitige Beeinflussung von Bauteilen im Bauraum durch
Wärmeleitungseffekte im Pulver

42
Stufeneffekt und „Belichtungsstrategie“ beim SLS
„Nix Neues“ entspricht den bekannten Effekten auch bei anderen Verfahren (FDM)
")
43
Stufeneffekt und „Belichtungsstrategie“ beim SLS

44
Betrachtung zu erreichbaren mechanischen Eigenschaften beim SLS
Ausrichtung des Bauteils Methodische Vorgehensweise (verschiedene Prüfkörper) genau wie bei anderen Verfahren
 genau wie bei anderen Verfahren.")
45
Betrachtung zu erreichbaren mechanischen Eigenschaften beim SLS
Ausrichtung des Bauteils „Schwäche“ in z-Richtung erkennbar, jedoch viel schwächer ausgeprägt als beim FDM (ACHTUNG diese Aussage ist natürlich stark von der jeweiligen Optimierung abhängig)
")
46
Betrachtung zu erreichbaren mechanischen Eigenschaften beim SLS
Poren, Porosität Poren in SLS PA12 Bauteilen

47
Poren in SLS PA12 Bauteilen
Heute erreichbare Dichte ? Das Lasersintern erlaubt Bauteildichten im Bereich von ca. 95% der theoretischen Dichte. Allerdings wird zunehmend gefordert diesen Restporenanteil zu verringern

48
Datenblatt 3D Systems „Normale Dichte PA12 ca. 1,02 sogar 98% Dichte ! EOS Datenblatt Dichte 0,93 91% Dichte !

49
Valid for EOS 2200 powder on optimized EOS P300, erschienen ??
The porosity ratio values range between 1.1 % and 3.2 % with the density method and between 2 % and 6.7 % with the optical method. Classification of the results of experimental design experiments is the same for both techniques despite the difference of measurements. The overall porosity ratio measured remains low (less than 5 %). Stratasys Daten MATERIAL CONSIDERATIONS LS production materials are typically based on nylon powder, with optional fillers such as glass, carbon or aluminum. Sintered nylon differs from injection-molded nylon in a number of key areas, such as elongation at break. While typical injection-molded nylon may have an elongation at break of over 100%, LS materials range from 2-28%. Ursachen Poren, Porösität, aber auch Material selbst (niedriges molgewicht zwecks leichterem Verschmelzen der Partikel…
. Stratasys Daten. MATERIAL CONSIDERATIONS. LS production materials are typically based on nylon powder, with optional fillers such as glass, carbon or aluminum. Sintered nylon differs from injection-molded nylon in a number of key areas, such as elongation at break. While typical injection-molded nylon may have an elongation at break of over 100%, LS materials range from 2-28%. Ursachen Poren, Porösität, aber auch Material selbst (niedriges molgewicht zwecks. leichterem Verschmelzen der Partikel…")
50
Merke zu Porosität SLS Kunststoff Restporosität und damit Verringerung der Reißdehnung Bei PA12 nicht notwendigerweise Verschlechterung der Reißfestigkeit geg. spritzgegossenen Teilen realistisch ca. 2-10% und damit geringer als im Buch M. Blattmeier 2012 Optimierung der Dichte steht oft im Wiederspruch zur Optimierung Genauigkeit oder Baugeschwindigkeit ! Bei tatsächlich gefertigten Bauteilen daher oft nicht das theor. Optimum bzgl. Dichte ! SLM Metall Viel geringere Restporosität bei Metallteilen Kann durch Nachsintern weiter verringert und auf Null gebracht werden (oft aber nicht erforderlich) Dichtemessung, Mikroskopie und CT ergeben unterschiedliche Ergebnisse !
 Dichtemessung, Mikroskopie und CT ergeben unterschiedliche Ergebnisse !")
51
Nachbearbeiten (Finishen) der Oberfläche von SLS Bauteilen
 der Oberfläche von SLS Bauteilen")
52
Quelle: Internetseiten Hasenauer & Hesser

53
Quelle: Internetseiten Hasenauer & Hesser

54
Quelle: Internetseiten Hasenauer & Hesser

55
Quelle: Internetseiten Hasenauer & Hesser

56
Quelle: Internetseiten Hasenauer & Hesser

57
Quelle: Internetseiten Hasenauer & Hesser

58
Standard PA 12 naturfarben (weiß)
Quelle: Internetseiten Hasenauer & Hesser

60
Standard PA 12 schwarz Laserabsorption im Vergleich zu natur ?

68
Dienstleistungsangebot zur Materialoptimieruzng für AM Verfahren
Pulveroptimierung und Prozessoptimierung (Bestrahlungsstrategie….) Sollten Hand in Hand gehen sehr komplex
 Sollten Hand in Hand gehen sehr komplex.")
69
Weitere Werkstoffe für SLS
Beispiel POM Untersuchung an der uni Erlangen Merke Es geht auch ohne langwierige Materialoptimierung, aber eben deutlich schlechter

70
Optimieren der Laserleistung für POM Versuchspulver (LKT 2009)
")
71
Vergleich der Verarbeitungsfenster PA12 Sinterpulver und POM gemahlen

72
PA12 EOS POM Versuchsmaterial

73
Vergleich POM Versuchspulver (LKT 2009)
")
74
Trend: Simulation des SLS Prozesses, Beispiel Pulvertemperatur nach Auftrag

75
Formabweichungen beim SLS
Geringere Pulverauftragsgeschwindigkeit Schicht zu kalt

76
Faserverstärkung bei unterschiedlichen AM Verfahren

77
Faserverstärkung bei unterschiedlichen AM Verfahren
kein kommerzielles Verfahren für lange Fasern SLS (sehr) kurze Fasern verfügbar
 kurze Fasern verfügbar.")
78
Break

79
Heute: Lasersintern von Metallen SLM
SLM melting Metalle SLS sintering Polymere Das ist zwar so eingebürgert, aber ist es so einfach ? Was genau ist sintern ? Welche Verfahrensvarianten für Metalle ? Welche Materialien (Pulver) für Metalle ? ..\Filme\SLS_SLM\FOTEC - EOS Metall-Laser-Sinter-System.mp4
 für Metalle ..\Filme\SLS_SLM\FOTEC - EOS Metall-Laser-Sinter-System.mp4.")
80
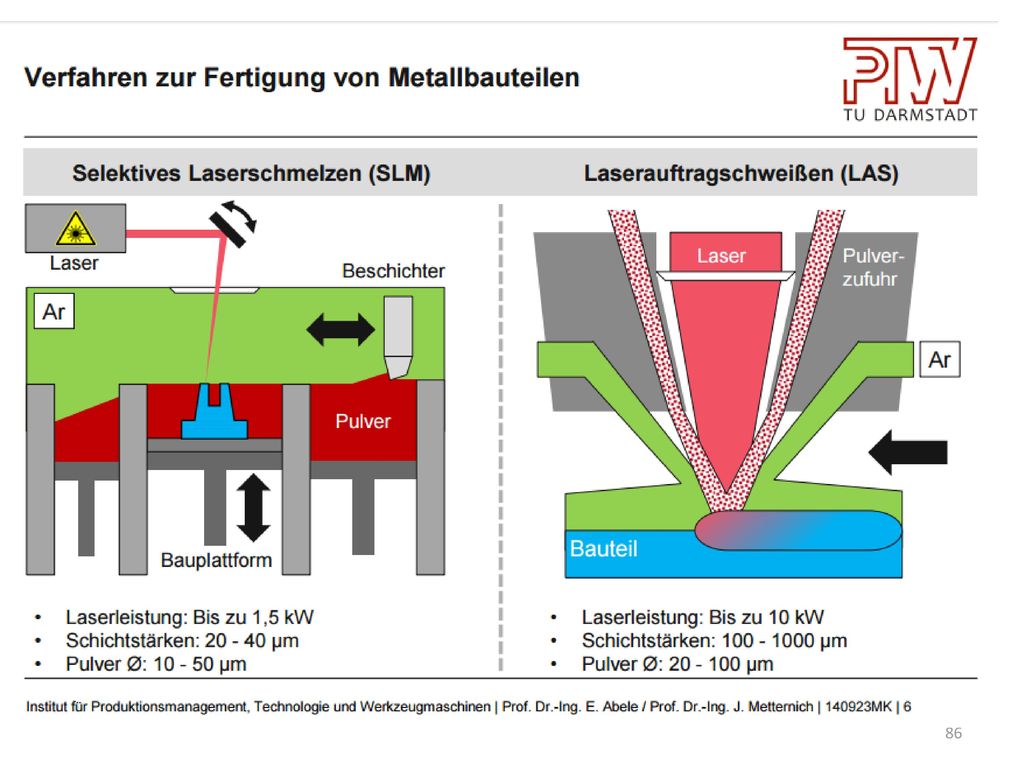
AM-Verfahren für Metall

81
Blown Powder, DMF (Direct Metal Fusion), LMD (Laser Metal Deposition)
, LMD (Laser Metal Deposition)")
82
Blown Powder, DMF (Direct Metal Fusion), LMD (Laser Metal Deposition)
, LMD (Laser Metal Deposition)")
83
Blown Powder, DMF (Direct Metal Fusion), LMD (Laser Metal Deposition)
, LMD (Laser Metal Deposition)")
84
Anwendungsspektrum DMD (Quelle DMG Mori, Ausschnitt)
..\Filme\Metall\Metal Additive Manufacturing - DMG MORI Lasertec 65 (short).mp4
.mp4.")
85
Blown Powder, DMF (Direct Metal Fusion), LMD (Laser Metal Deposition)
foundry Guß

89
Laserauftragsschweißen
Trumpf DMP (Direct Metall Depositioning) DMD 505 Vier Pulverdüsen LENS Verfahren Laser engineered Net Shaping (Optomec) Trend kombiniert mit Bearbeitungsmaschinen in einer Aufspannung
 DMD 505. Vier Pulverdüsen. LENS Verfahren Laser engineered Net Shaping (Optomec) Trend kombiniert mit Bearbeitungsmaschinen in einer Aufspannung.")
90
..\Filme\Metall\Sciaky's Electron Beam Additive Manufacturing (EBAM™) Solution.mp4
 Solution.mp4")
Ähnliche Präsentationen





 Teil 3: Qualitätsmodell>")
 Prof. Th. Ottmann.>")


 Welcher Effekt kommt bei Nanomaterialien bereits zum tragen? a) der Doppler-Effekt. b) der Quanten-Effekt. c) der Effekt der Relativitätstheorie.>")













