Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

2
Gordon Moore 1965: bester IC: 64 Transistoren
noch 7 Jahre zuvor: Transistoren nur Einzelbauelemente Heute: Intel Titanium-Chip: 1,7 Mrd. Schaltelemente auf einem Chip rechnerisch kommen auf jede Ameise dieser Welt 100 Transistoren

3
Silizium Lithographie Dotiertechniken Oxidation Abscheidung Ätzen Aufbau eines n-Kanal FET

4
Silizium 1.1 Kristallographie 1.2 Halbleiter 1.3 Dotieren 1.4 Vom Quarz zum Einkristall 1.5 Herstellung von Wafern 1.6 Epitaxie Lithographie Dotiertechniken Oxidation Abscheidung Ätzen Aufbau eines n-Kanal-FET

5
amorph: Atome besitzen Nahordnung aber keinerlei Fernordnung
polykristallin: regellos gegeneinander orientierte kleine Monokristalle monokristallin: einheitliches, homogenes Kristallgitter Silizium: Diamantstruktur: 2 kubisch flächenzentrierte Gitter um ¼ der Raumdiagonalen zueinander verschoben jedes Silizium-Atom hat 4 Bindungen →Tetraeder kubische Gitterkonstante: 5.43 Å Atomabstand: 2.35 Å Fcc-Gitter: face centred cubic Miller-Indices beschreiben Hauptachsenrichtungen im Kristall Orientierungen unterscheiden sich in atomarer Struktur, chemischer Reaktivität, Oxidations- und Ätzgeschwindigkeiten und Oberflächenbeweglichkeit

6
Orientierung des Siliziumkristalls:
Miller-Indices: Vektor der Normalen

7
bei Raumtemperatur bereits einige Elektronen im Leitungsband
Bandlücke: 1 – 4 eV bei Raumtemperatur bereits einige Elektronen im Leitungsband Leitfähigkeit nimmt mit zunehmender Temperatur zu

8
dotieren = gezieltes chemisches Verunreinigen
Donatoren: fünfwertiges P, As Akzeptoren: dreiwertiges B, Al → 5. Elektron kann ins Leitungsband → nicht besetztes positives Loch gelangen

9
Herstellung von Rohsilizium (metallurgical grade silicon, MGS):
SiO2 + 2C → Si + 2CO Quarz Reinigung des Rohsiliziums: Trichlorsilan-Prozess: Si + 3HCl → SiHCl3 + H2 Abscheidung von Silizium: SiHCl3 + H2 → Si + 3HCl → Reinstsiliziumstäbe (electronic grade silicon, EGS) 300°C 1100°C
 300°C. 1100°C.")
10
Herstellung von monokristallinem Silizium
Kristallziehen nach Czochralski Tiegelfreies Zonenziehen Zonenschmelzverfahren weniger Verunreinigungen Verunreinigungen: ca. 1x10^10 /cm^3 Auf 10^13 Siliziumatome kommt 1 Fremdatom Bild rechts: wachsender Siliziumkristall <100> nach dem Zonenschmelzverfahren bis 200 kg Dotierung durch Zugabe von Bor, Phosphor, Antimon oder Arsen Ø maximal 200 mm hoher Reinheitsgrad geringer Sauerstoffgehalt

11
→ raue Oberfläche und Gitterschäden im Kristall → ca. 20 % Verlust
Rundschleifen und Kennzeichnung der Siliziumstäbe Sägen der Siliziumstäbe mit Innenlochsäge → raue Oberfläche und Gitterschäden im Kristall → ca. 20 % Verlust Läppen, Ätzen und Polieren → Unebenheit von weniger als 3 nm Sägen: ca. 20% gehen auf Grund der Dicke des Sägeblattes verloren Ätzen: ca. 50µm werden abgetragen

12
→ Kristallstruktur bleibt erhalten
Aufwachsen einer einkristallinen Schicht auf einkristallinen Substraten → Kristallstruktur bleibt erhalten Homoepitaxie: Silizium auf Silizium Heteroepitaxie: Silizium auf Isolator Temperaturen: 850°C bis 1150°C Silane spalten Silizium ab Siliziumschicht wächst auf ermöglicht das das Aufbringen einer niedrig dotierten auf einer höher dotierten Schicht Epitaxie-Verfahren: Gasphasenepitaxie (auch: vapour phase epitaxy, VPE) Reaktion von Silan oder Chlorsilanen in Wasserstoffatmosphäre zu Silizium Homoepitaxie: Silizium auf Silizium Heteroepitaxie: SOI (silicon on insulator), z.B. Silizium auf Saphir
 Reaktion von Silan oder Chlorsilanen in Wasserstoffatmosphäre zu Silizium. Homoepitaxie: Silizium auf Silizium. Heteroepitaxie: SOI (silicon on insulator), z.B. Silizium auf Saphir.")
13
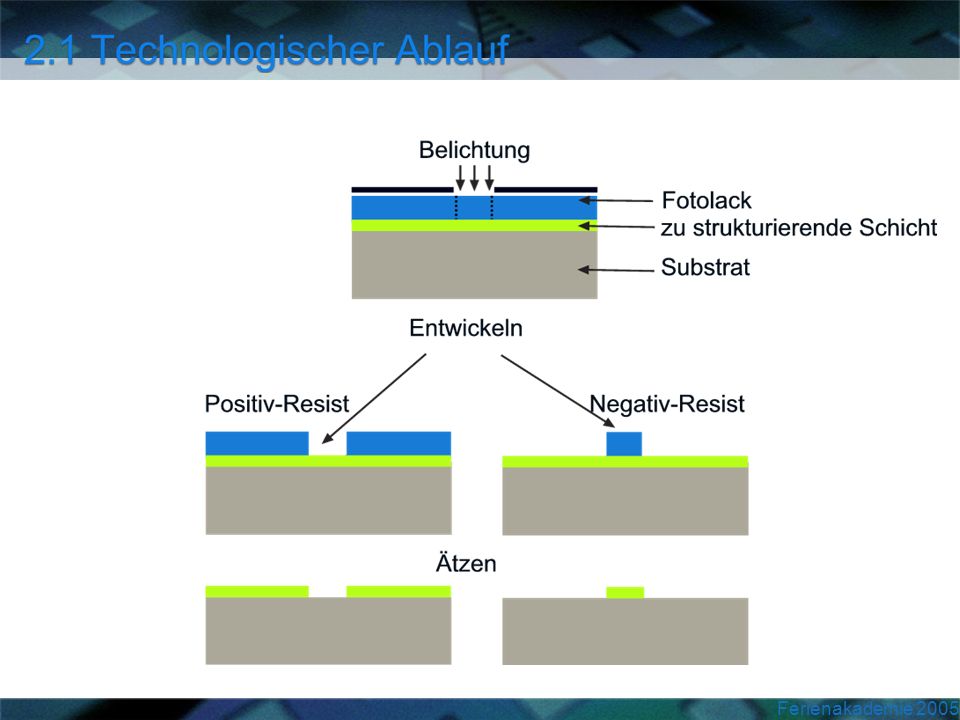
Silizium Lithographie 2.1 Technologischer Ablauf 2.2 Lithographie-Wellenlängen 2.3 Optische Lithographie 2.4 Teilchengestützte Lithographieverfahren Dotiertechniken Oxidation Abscheidung Ätzen Aufbau eines n-Kanal-FET

15
Lithographie-Wellenlängen in nm:
Hg-Linien Excimer-Laser Aktuelle Fertigung: 193 nm → Strukturbreiten 100 nm

16
Kontaktbelichtung: ältestes angewandtes Verfahren Abbildung 1:1 Streu- bzw. Beugungseffekte nur an Strukturkanten hoher Scheibendurchsatz hoher Maskenverschleiß

17
Projektionsbelichtung:
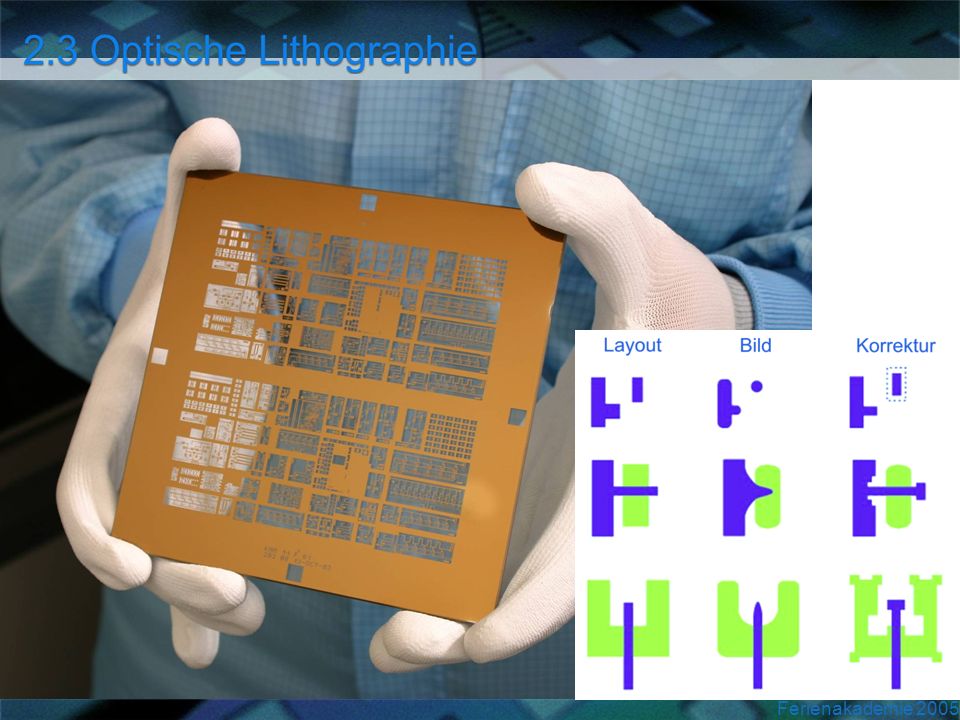
Abbildung meist 5:1 häufig: Step & Scan verbesserte Auflösung Fehler werden verkleinert abgebildet oder fallen unter Auflösungsgrenze Auflösung: 0.5 – 0.8 µm Preis eines modernen Steppers: 15 – 20 Mio. €

19
Strahlungsquellen: Laser und entladungserzeugende Plasmen
Extreme UV, EUV Strahlungsquellen: Laser und entladungserzeugende Plasmen next generation (ab 2011) Wellenlänge: 13.5 nm Einsatz ab 70 nm Strukturgröße Plasma-Strahlungsquelle Ausrichtung von Maske und Wafer auf 0.2 bis 0.5 µm hohe Absorption → reflexive Optiken Gesamte Anlage im UHV Enorme Anforderungen an Oberflächen Maskendurchmesser 10 cm Entspricht höchster Berg in Deutschland 0.5 cm
 Wellenlänge: 13.5 nm. Einsatz ab 70 nm Strukturgröße. Plasma-Strahlungsquelle. Ausrichtung von Maske und. Wafer auf 0.2 bis 0.5 µm. hohe Absorption. → reflexive Optiken. Gesamte Anlage im UHV. Enorme Anforderungen an Oberflächen. Maskendurchmesser 10 cm. Entspricht höchster Berg in Deutschland 0.5 cm.")
20
Schreibverfahren: Anwendung: Maskenherstellung Low-Volume-Produktion, kosteneffektiv Fast Prototyping, Herstellung der Maske entfällt

21
Silizium Lithographie Dotiertechniken 3.1 Diffusion 3.2 Ionen-Implantation Oxidation Abscheidung Ätzen Aufbau eines n-Kanal-FET

22
am häufigsten eingesetztes Verfahren zur Erzeugung einer
inhomogenen Störstellenverteilung vorwiegend verwendete Dotierstoffe: Bor und Arsen Einbringen eines Stoffes in ein Substrat aufgrund eines Konzentrations- gefälles Diffusionsmechansimen:

23
Konzentrationsgradient in x-Richtung: 2. Ficksches Gesetz:
unerschöpfliche Quelle - C = 0 für t < 0 und x ≥ 0 - C = C0 für t ≥ 0 und x = 0 erschöpfliche Quelle

24
Charakteristik: günstig, da viele Wafer gleichzeitig behandelt werden können Fremdstoffe früherer Dotierungen können bei erneuter Temperatur- belastung ausdiffundieren Dotierstoffe unterwandern Maskierung

25
Prinzip eines Ionen-Implanters

26
Bor, Implantationsdosis 1×1014 cm-2:

27
Vorteile: Ionenstrom kann exakt gemessen werden Eindringtiefe der Dotieratome ist über Ionenenergie (Beschleunigungs- spannung) exakt einzustellen Nachteile: Kristallsschäden Eindringtiefe der Ionen verhältnismäßig gering (0.1 bis 1 µm) hoher apparativer Aufwand erforderlich → hohe Kosten
 exakt einzustellen. Nachteile: Kristallsschäden. Eindringtiefe der Ionen verhältnismäßig gering (0.1 bis 1 µm) hoher apparativer Aufwand erforderlich → hohe Kosten.")
28
Silizium Lithographie Dotiertechniken Oxidation 4.1 Grundlagen der thermischen Oxidation 4.2 Oxidationsmodelle 4.3 Oxidationsmechanismus 4.4 LOCOS Abscheidung Ätzen Aufbau eines n-Kanal-FET

29
Oxid wird verwendet zur Isolation (sehr guter Isolator: Egap= 9 eV) als Maskierschicht (Diffusion) als Schutzschicht vor mechanischer Beschädigung Eigenschaften des Oxids sehr widerstandsfähig, wird nur durch Flusssäure HF angegriffen Aufbau eines Oxidationsofens:

30
Trockene Oxidation: Lagerung an Luft: Oxidationsschicht Si + O2 → SiO2 reine Sauerstoffatmosphäre langsames Oxidwachstum hohe Dichte hohe Durchbruchspannung Aufwachsraten: Nasse Oxidation: Si + 2H2O → SiO2 + 2H2 Atmosphäre mit Wasserstoff gesättigt hohes Oxidwachstum geringere Qualität Temperatur Trockene Oxidation Nasse Oxidation 900°C 19 nm/h 100 nm/h 1000°C 50 nm/h 400 nm/h 1100°C 120 nm/h 630 nm/h

31
Reaktion des Sauerstoffs mit Silizium zu neuem Oxid bestimmt
Reaktion an der Waferoberfläche schnellster Prozess Reaktion des Sauerstoffs mit Silizium zu neuem Oxid bestimmt Geschwindigkeit zu Beginn Diffusion des Sauerstoffs durch das Oxid bestimmt Geschwindigkeit bei dicken Oxiden Oxid wächst zu ca. 45 % in das Substrat ein Oxidwachstum: bei dünnen Oxiden: d ~ t bei dicken Oxiden: d ~

32
LOCal Oxidation of Silicon
z.B. zur Isolation von Transistoren → hohe Packungsdichte Diffusionskoeffizient von O2 und H2O in Si3N4 viel geringer als in SiO2 → Lokalisierung der Oxidation mittels Nitrid-Abdeckung möglich

33
Silizium Lithographie Dotiertechniken Oxidation Abscheidung 5.1 Chemische Depositionsverfahren 5.2 Physikalische Verfahren Ätzen Aufbau eines n-Kanal-FET

34
Chemical Vapor Deposition, CVD
Abscheidung eines amorphen, poly- oder monokristallinen Films auf ein Substrat aus der Gasphase Gasförmige Ausgangsverbindungen werden am Wafer vorbeigeleitet Struktur bricht auf, nicht flüchtige Anteile lagern sich ab, flüchtige werden abgesaugt Zuführung von Energie durch Plasma oder Laser Temperaturen: 300°C bis 1200°C Vorteile: Gute Prozesskontrolle durch hohe Anzahl an Prozessparametern Hohe Reinheit der Reaktanten Große Anzahl der existierenden chemischen Kompositionen Nachteile: Teilweise hohe Abscheidetemperaturen Partikelproblematik Verwendung toxischer Gase

35
Atmospheric Pressure CVD, APCVD Aufwachsraten: 100 bis 200 nm/min
Low Pressure CVD, LPCVD Verringerung der Aufwachsrate auf 20 bis 30 nm/min Horizontalreaktor: Zur Herstellung von dotierten und undotierten Oxiden Prozessgase: Silan SiH4 (stark verdünnt mit mit Stickstoff N2) und Sauerstoff O2
 und Sauerstoff O2.")
36
Plasma Enhanced CVD, PECVD Plasma: vierter Aggregatszustand
Silizium schmilzt bei 1414 °C und verdampft bei 2900 °C. Führt man einem Stoff noch mehr Energie zu werden durch Zusammenstöße der Teilchen untereinander Elektronen aus der äußersten Elektronenschale herausgeschlagen. Es befinden sich nun freie Elektronen und positiv geladene Ionen im Raum: der Plasmazustand. Zerstäubung In einer Vakuum-Reaktionskammer befindet sich das nicht reaktive Edelgas Argon. Dort wird dann eine geeignete Gleich-, Mittel- oder Hochfrequenz-Spannung angelegt. Über der Kathode (Target), die aus dem Beschichtungsmaterial besteht, entzündet sich ein Niedertemperaturplasma. Positiv geladene Argon-Ionen werden im elektrischen Feld zur Kathode hin beschleunigt. Beim Aufprall schlagen diese Ionen Teilchen aus dem Kathodenmaterial. Dieses wird mit der Zeit nahezu vollständig zerstäubt. Diffusion Die aus dem Target herausgelösten Atome verteilen sich wie ein Gas im Raum. Bei geeigneter Anordnung von Kathode und Substrat bewegen sich die Beschichtungsteilchen zum Substrat hin. Schichtwachstum Ein gewisser Prozentsatz der gesputterten Atome trifft auf das Substrat auf und lagert sich dort ab. In der Regel sollen kristalline Schichten, in Einzelfällen auch amorphe Schichten entstehen. Gerade für das Wachstum sehr reiner kristalliner Schichten müssen mehrere Bedingungen gleichzeitig erfüllt sein. Die geeignete Substrattem- peratur und die richtige kinetische Energie der auftreffenden Teilchen zählen hierzu. Die Schichtatome brauchen darüber hinaus ausreichend Zeit um sich in regelmäßigen Kristallgittern anzuordnen.
, die aus dem Beschichtungsmaterial besteht, entzündet sich ein Niedertemperaturplasma. Positiv geladene Argon-Ionen werden im elektrischen Feld zur Kathode hin beschleunigt. Beim Aufprall schlagen diese Ionen Teilchen aus dem Kathodenmaterial. Dieses wird mit der Zeit nahezu vollständig zerstäubt. Diffusion Die aus dem Target herausgelösten Atome verteilen sich wie ein Gas im Raum. Bei geeigneter Anordnung von Kathode und Substrat bewegen sich die Beschichtungsteilchen zum Substrat hin. Schichtwachstum Ein gewisser Prozentsatz der gesputterten Atome trifft auf das Substrat auf und lagert sich dort ab. In der Regel sollen kristalline Schichten, in Einzelfällen auch amorphe Schichten entstehen. Gerade für das Wachstum sehr reiner kristalliner Schichten müssen mehrere Bedingungen gleichzeitig erfüllt sein. Die geeignete Substrattem- peratur und die richtige kinetische Energie der auftreffenden Teilchen zählen hierzu. Die Schichtatome brauchen darüber hinaus ausreichend Zeit um sich in regelmäßigen Kristallgittern anzuordnen.")
37
Stufenabdeckung: abhängig von den reagierenden Spezies und dem Reaktortyp Konformität: Quotient aus vertikalem und horizontalem Schichtwachstum

38
Sputtern: hohe Konformität durch kurze mittlere Weglängen der Teilchen passives Sputtern: Abscheidung des Target-Materials auf dem Wafer reaktives Sputtern: Zufügen von Reaktionsgasen

39
Silizium Lithographie Dotiertechniken Oxidation Abscheidung Ätzen 6.1 Nassätzen 6.2 Trockenätzen Aufbau eines n-Kanal-FET

40
Anforderungen: konstante Ätzrate r über lange Zeit hohe Selektivität s = r1 / r2 Zwei Arten: Isotropes Ätzen: Schichtabtragung in alle Richtungen Anisotropes Ätzen: Abtragung nur in vertikaler Richtung Anisotropiefaktor

41
Schema einer Ätzapparatur:
hohe Selektivität, meist mehr als 100:1 Schema einer Ätzapparatur: Ätzrate muss genau bekannt sein exakte Temperierung keine Bildung von gasförmigen Reaktionsprodukten

42
mittlere Selektivität
Verfahren: weitgehend anisotrop geringe Selektivität teilweise anisotrop mittlere Selektivität weitgehend isotrop hohe Selektivität

43
Beispiel eines RIE-Reaktors in Plattenbauweise:
bei positiver Halbwelle lagern sich Elektronen an der Elektrode an Elektrode lädt sich negativ auf Ionen werden auf Elektrode beschleunigt

44
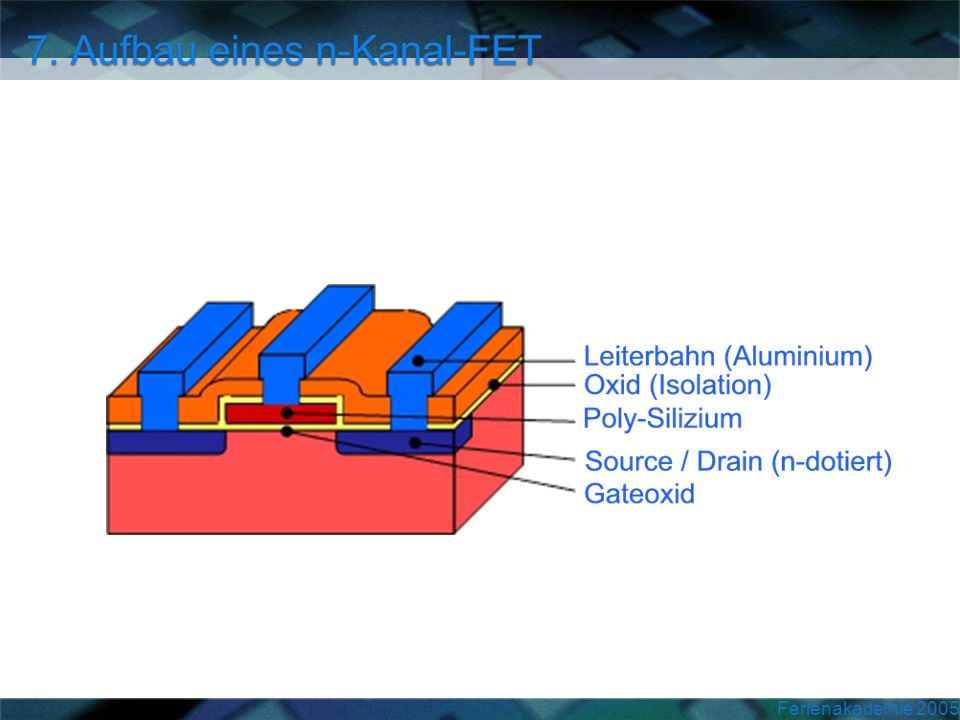
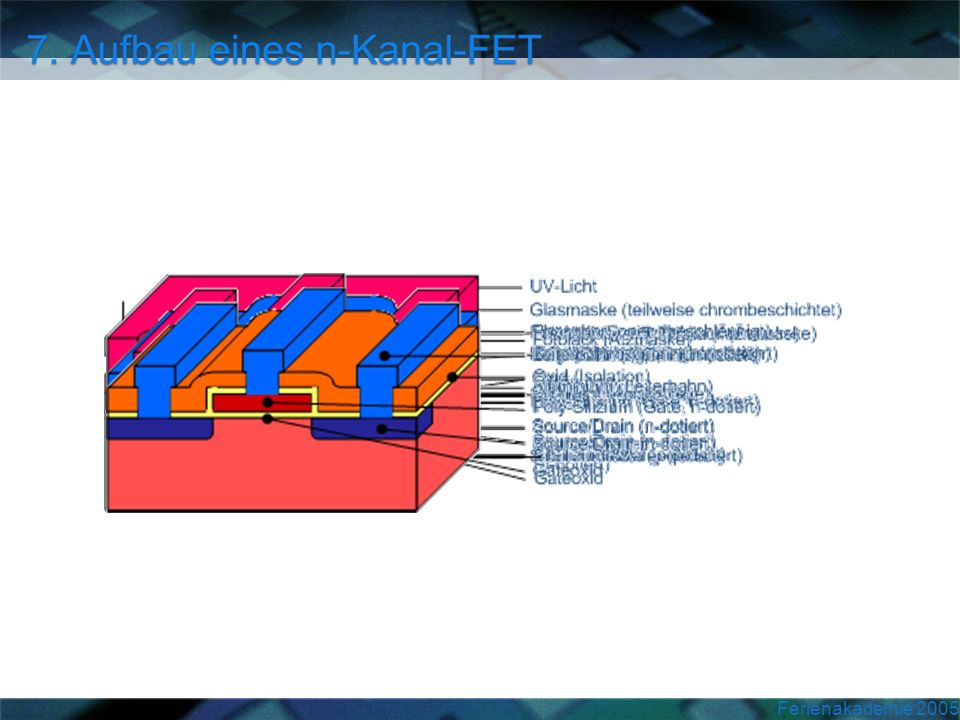
Silizium Lithographie Dotiertechniken Oxidation Abscheidung Ätzen Aufbau eines n-Kanal-FET

46
Zusatzfolien

47
optisches Verfahren → laterale Auflösung Δx hängt von der Wellenlänge λ
und der numerischen Apertur NA ab Abbésche Formel: Klassisch: k ≈ 1: Intensität muss zwischen 2 aufzulösenden Objekten auf Null abfallen Moderne Fotolacke: k ≤ 0.4 Numerische Apertur: beschreibt Auflösungsvermögen eines Objektivs n = Brechzahl des optischen Mediums

Ähnliche Präsentationen


 Solarzelle>")




>")










>")

