Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Forschungsvorhaben zum Einbringen von Fasern TU Braunschweig

2
Dabei werden folgende Teilziele angestrebt:
Entschärfung der Einschränkungen generativer Fertigungsverfahren durch Lösen vom ebenen Schichtaufbau Entwicklung eines Verfahrens zur generativen Herstellung faserverstärkter Kunststoffbauteile mit lokal frei im Raum einstellbarer Faserorientierung Entwicklung einer konstruktionsmethodisch begründeten Vorgehensweise zur Ausreizung der durch das neue Herstellverfahren gewonnenen Freiheiten Verbesserung des Leichtbaugrades durch belastungsgerechte Faserorientierung Ressourcenschonung und Kostensenkung durch effizienteren Fasereinsatz

3
Verbundherstellung im Druckkopf
Zuführen von Faser und Matrix in gemeinsamen Druck Imprägnierung schwierig Ziel des Projektes: Endlosfaserverstärkte AM Bauteile mit neuen Gestaltungs- möglichkeiten Faserzuführung Matrix Bauplattform soll in einem 2. Schritt um zwei rot. Achsen ergänzt werden

4
Ansätze zur konstruktiven Nutzung der Verstärkungswirkung

5
Ansätze zur konstruktiven Nutzung der Verstärkungswirkung

6
Ansätze zur konstruktiven Nutzung der Verstärkungswirkung

7
Fazit und Ausblick zum Vorhaben
……So wäre es denkbar auf Basis einer Topologieoptimierung zunächst die grobe Gestalt eines Bauteils zu entwickeln und anschließend durch FEM-Rechnung eine Empfehlung für die Faserorientierung zu ermitteln. Diese wird von der Slicing-Software in entsprechende Schichten und Bahnen überführt und der Herstellprozess läuft voll automatisiert ab. Auf diese Weise vergingen nur wenige Stunden von der Anforderungsklärung bis hin zum realen FKV-Bauteil. Leider keine Ergebnisse zu Verbundeigenschaften, Faser-Matrix-Kopplung, Faserimprägnierung,.. Anspruch auch Verstärkung in z, aber unklar wie das mit Schichten dann zusammen geht

9
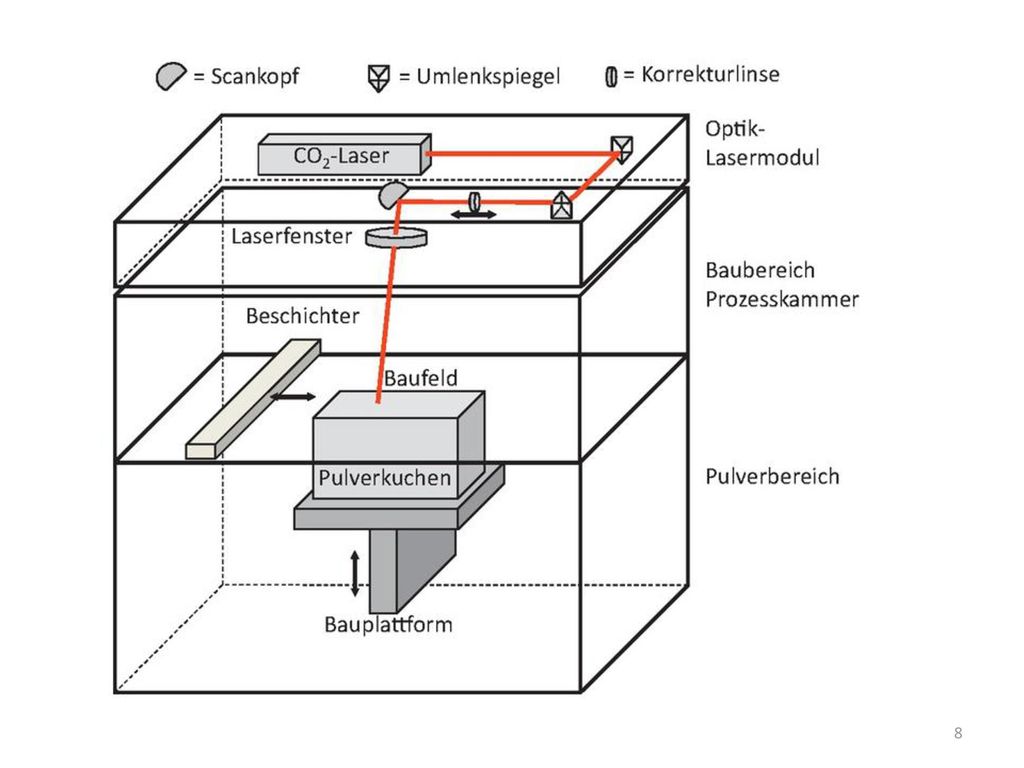
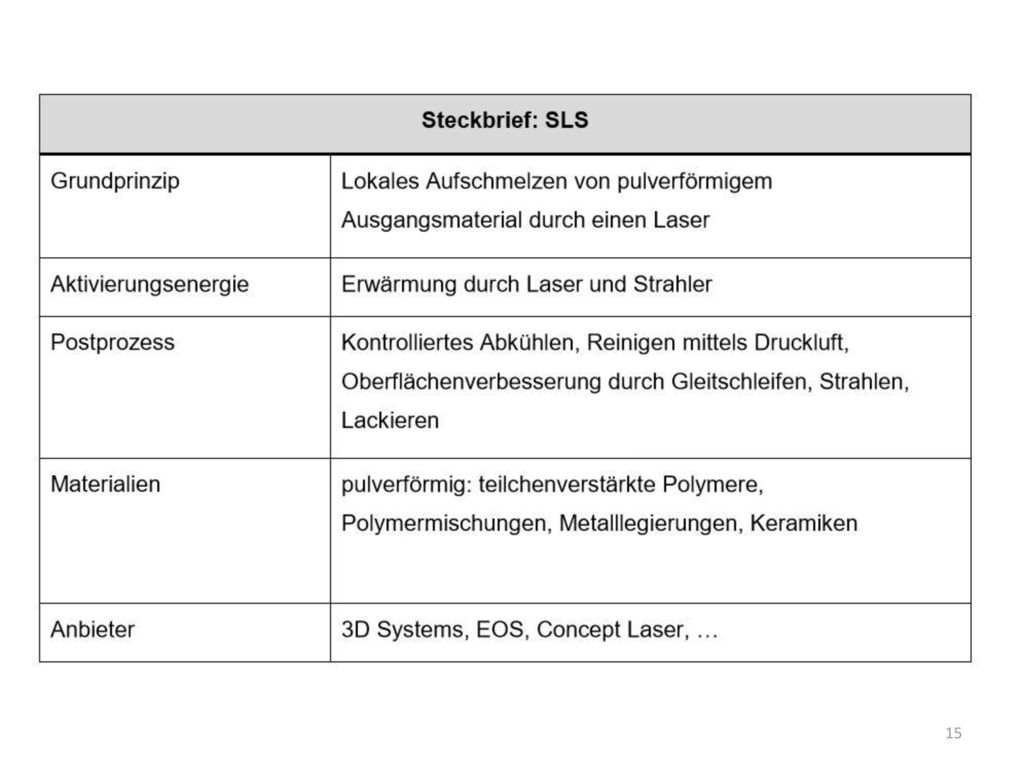
Bild 2.10 Geb Prinzip SLS)
")
10
Polyamid Motor-Abgassammler
Prototyp Polyamid Gebläserotor Endprodukt ! Bild 2.11 Geb. Beispiele Lasersinterteile

14
3D Systems EOS Bild 2.3 Geb. Lasersintermaschinen

16
Historie (laut Wikipedia)
Selective laser sintering (SLS) was developed and patented by Dr. Carl Deckard and academic adviser, Dr. Joe Beaman at the University of Texas at Austin in the mid-1980s, resulting start up company DTM, 2001, 3D Systems the biggest competitor of DTM and SLS technology acquired DTM.[3] The most recent patent regarding Deckard's SLS technology was issued 28 January 1997 and expired 28 Jan 2014.[4]
 was developed and patented by Dr. Carl Deckard and academic adviser, Dr. Joe Beaman at the University of Texas at Austin in the mid-1980s, resulting start up company DTM, 2001, 3D Systems the biggest competitor of DTM and SLS technology acquired DTM.[3] The most recent patent regarding Deckard s SLS technology was issued 28 January 1997 and expired 28 Jan 2014.[4]")
17
..\Filme\SLS_SLM\Selektives Lasersintern.mp4
..\Filme\SLS_SLM\3D Systems Selective Laser Sintering Process.mp4

20
Langsamer, bei geringerer Leistung bessere Verschmelzung wegen der zeitabhängigen
Energieadsorption, die sich nicht einfach steigern lässt

22
Rolle 3D Systems Klingen / Rakel EOS
Doppelklinge von EOS mit gerundetem Profil zur besseren Pulververteilung

23
Rollenbeschichter

24
Pulvereigenschaften Pulverfließfähigkeit sehr wichtig für gleichmäßigen Auftrag

26
Dichte des Pulvers (Schüttdichte, Stampfdichte) ist ein wichtiger
Prozeß- bzw. Materialparameter

27
Dichte des Pulvers (Schüttdichte, Stampfdichte) ist ein wichtiger
Prozeß- bzw. Materialparameter

28
Dichte des Pulvers (Schüttdichte, Stampfdichte) ist ein wichtiger
Prozeß- bzw. Materialparameter Kommerziell erhältliche, gut rieselfähige Lasersinterpulver bestehen aus sphärischen Partikeln mit einer engen Größenverteilung um d = 60 µm sowie einem geringen Feinanteil um d = 10 µm. Aus Kühnlein (Uni Erlangen, Selektives Lasersintern teilkrstalliner Thermoplaste, RTE journal Press release Evonik to expand capacity for VESTOSINT® polyamide 12 powder in Marl Essen, 10. Februar 2016…… with an investment volume in the mid double-digit million euro range

29
Schüttdichte realer Pulver ?
Schüttdichte ca. 0,6 Bauteildichte 0,97 100% PA12 Dichte 1,02 Dichte der aufgerakelten oder aufgerollten neuen Schicht ?? Annahme 0,7-0,8 Alleine daraus ergibt sich ein deutlicher Schrumpf beim Versintern Oder aber eine deutliche Porenbildung van ca % Wenn die Partikel in x-y sehr gut verschmelzen muss ein Teil dieses Dichteunterschieds Pulver/Kompakt in eine Schichthöhenabweichung gehen, die aber beim nächsten Pulverauftrag kompensiert wird !

30
Poren in SLS PA12 Bauteilen
durchaus starke Porenbildung Merke Restporosität bei SLS Kunststoffteilen deutlich größer als bei SLM Metallteilen Hauptursachen: Deutlich schlechtere Sinterfähigkeit der Kunststoffe, stärkere Temperaturabhängigkeit des Volumens stärkere Schwindung des aufgeschmolzenen Materials

31
Merke Eine Ursache für die Restporen in SLS Kunststoffteilen ist die Schwindung oder der Materialschrumpf. Der Schrumpf tritt auf durch Dichteunterschied Pulver kompaktes Material Volumenschrumpf durch Abühlung Volumenschrumpf durch Kristallisation Beim Spritzgießen wird ein Teil der Schwindung dadurch kompensiert, dass in der Form ein sehr druck herrscht. Außerdem wird beim SG Schmelze und kein Pulver Eingetragen Hieraus erklärt sich die hohe Restporosität der SLS Teile gegenüber SG Teilen

32
Ablaufschema SLS

33
Durchschnitt 10% werden versintert 90% Restpulver
Kosten ca €/kg ! Wiederverwendung zwingend Qualitätskontrolle unabdingbar ! Qualitätskriterien Pulver ?

34
Verschiedene Messbedingungen für Pulverzustand

35
Notfalls verdichten einfach durch Klopfen auf harten Tisch.
Hausner-Faktor Einfache Größe zur Pulverfließfähigkeit als Quotient der Stampf- und Schüttdichte. Notfalls verdichten einfach durch Klopfen auf harten Tisch. Zielwerte: HF <1,18 sehr gut HF < 1,2 gut HF < 1,22 noch brauchbar HF > 1,25 schlecht Läßt sich das Pulver also leicht und stark verdichten ist es nicht mehr gut brauchbar ! Quelle Schmid SLS mit Kunststoffen Merke Die Pulverqualität hängt stark vom Anteil des aufbereiteten, mehrmals gebrauchten Pulvers ab. Die Verantwortung für die Pulverqualität liegt dadurch beim verarbeitenden Betrieb und nicht mehr beim Materialhersteller des Pulvers. Der Hausner-Faktor ist eine sehr einfache Größe zur Überwachung der Pulverfließfähigkeit

36
SLS Maschinen Die bezüglich Baufeldvolumen aktuell größte Maschine auf dem Markt ist die EOSINT P 760. Um die erhebliche Fläche von 700 x 380 mm mit einer hohen Produktivität belichten zu können, ist die Maschine mit zwei CO2-Lasern à 50 W Leistung und zwei entsprechenden Scanköpfen ausgestattet. Die Baufläche ist dadurch faktisch in zwei identische Bereiche à 350 x 380 mm geteilt.Wenn zwei Laser gleichzeitig belichten, ist die Bearbeitungsgeschwindigkeit zwar deutlich erhöht, aber es muss durch eine exakte Synchronisation der beiden virtuellen Bauhälften sichergestellt werden, dass sowohl im linken als auch im rechten Baufeld das gleiche Sinterergebnis erzielt wird. Besonders an der Grenzlinie ist die Abstimmung sehr wesentlich, damit hier keine inakzeptablen Bindenähte auftreten.

37
SLS Maschinen Mögliche Daten für Maschinenvergleich maximale Laserleistung maximale Liniengeschwindigkeit Laser (Scangeschwindigkeit) Bauraumgröße davon abhängig ist die Volumenaufbaubaurate Diese reicht von 0,9 l/h (sProTM 60, 3D-Systems) bis maximal 8,5 l/h (EOSINT P 760). Bauvolumen 0,35 x 0,38 x 0,6 = 80l Volumenaufbaurate 8l/h Job Zeit 10h Aber das ist die Maximalgeschwindigkeit, reale Jobs dauern länger !
 bis maximal 8,5 l/h (EOSINT P 760). Bauvolumen 0,35 x 0,38 x 0,6 = 80l Volumenaufbaurate 8l/h Job Zeit 10h. Aber das ist die Maximalgeschwindigkeit, reale Jobs dauern länger !")
39
Maschinenvergleich

41
Zusammenstellen eines Baujobs
Teile packen und anordnen

42
Glatte Oberflächen flach legen (Vermeiden von Treppenstufeneffekt)
Lange Belichtungszeiten vermeiden (große Flächen nicht legen) Löcher, Hohlräume , Gewinde in Z-Richtung Randabstand (Bauraumtemperatur) möglichst im gesamten Bauraum Teile verteilen
 Löcher, Hohlräume , Gewinde in Z-Richtung. Randabstand (Bauraumtemperatur) möglichst im gesamten Bauraum Teile verteilen.")
43
Ablauf des eigentlichen Bauprozesses
Aufheizen Gesamtes Pulverbett muss aufgeheizt werden ! Kann mehrere Stunden dauern ! Es genügt NICHT erst nach dem Aufrakeln jeweils die dünne Schicht aufzuheizen

44
Sinterfenster beim Bauprozess
Zu Beginn befindet sich die oberste Pulverschicht im thermischen Gleichgewichtszustand T0 im festen Zustand. Knapp unterhalb vom Schmelzpunkt des Polymers. T0 wird maßgeblich durch die Flächenheizung (IR-Strahler) von oben vorgegeben und entspricht der eingestellten Bautemperatur. Anschließend wird der Bauraum um eine Schichtstärke abgesenkt und eine Schicht Frischpulver aufgebracht
 von oben vorgegeben und entspricht der eingestellten Bautemperatur. Anschließend wird der Bauraum um eine Schichtstärke abgesenkt und eine Schicht Frischpulver aufgebracht.")
45
Sinterfenster beim Bauprozess
Durch das Applizieren von kühlerem Frischpulver erfährt die oberste Schicht im Baufeld einen thermischen Schock Ist dieser (zu) massiv, kann Kristallisation induziert werden, was zu Bauteileverzug (siehe Abschnitt ) führt. Es ist deshalb sehr wichtig, dass die Oberflächenheizung das Pulver wieder sehr rasch und flächig homogen auf die erforderliche Bauraumtemperatur
 massiv, kann Kristallisation induziert werden, was zu Bauteileverzug (siehe Abschnitt ) führt. Es ist deshalb sehr wichtig, dass die Oberflächenheizung das Pulver wieder sehr rasch und flächig homogen auf die erforderliche Bauraumtemperatur.")
46
Sinterfenster beim Bauprozess
Im nächsten Schritt erfolgt …Einkopplung des Laserstrahls. schlagartiges Aufschmelzen Die Temperatur in der Laserspur wird also schlagartig über den Schmelzpunkt des Polymers erhöht und sinkt danach rasch aber unkontrolliert wieder auf T0 ab. Da nun aber T0 von der Seite der Schmelze erreicht wird und der Kristallisationspunkt nicht unterschritten wird, verharrt die Schmelze bei T0.

47
Sinterfenster beim Bauprozess
Nach dem Sintern einer Schicht beginnt der Zyklus von vorne. Jedes Sintern einer Schicht ist also mit einem kurzzeitigen Abkühlen und einem schlagartigen Aufheizen in der Laserspur verbunden. Zudem wandern mit jedem Sinterzyklus die gesinterten Schichten im Bauraum nun sukzessive nach unten, was mit einem thermisch schwer kontrollierbaren langsamen Abkühlprozess verbunden ist.

48
Simulation des Wärmeeintrags- und Auswirkung auf „Verfestigung“ über mehrere
Schichtebenen Die Schicht L1 wird mehrfach überfahren und kühlt durch neue Pulverschichten Immer wieder etwas ab Verfestigung nimmt im Verlauf des Baus zu Die Schicht L5 wird nicht mehr so oft „überbaut“ bleibt daher bei etwas geringerer Verfestigung Mögliche Ursache für späteren weiteren Verzug in Abkühlphase

49
Günstige Materialeigenschaften für SLS Kristallisationsverhalten

50
Vergleich SLS Pulver PA12 mit Standard PA12
Deutlich höhere Schmelzenthalpie Höhere Schmelztemperatur Niedrige Kristallisationstemperatur Breites Sinterfenster (ca. 12°C) Deutlich höhere Schmelzenthalpie fast verdoppelt
 Deutlich höhere Schmelzenthalpie fast. verdoppelt.")
51
Nachkondensation führt zu höherem Molekulargewicht des gebrauchten Pulvers
Viskosität in der Schmelze steigt schlechter sinterfähig !

52
Positiver Effekt der Nachkondensation an der Schichtgrenze (Intra-Schicht Kondensation)
")
53
Auswirkungen der Nachkondensation
Niedrige Viskosität hilft sehr, um das Zusammenschmelzen der Partikel zu bewirken

54
Ofenalterung PA12 Pulver und anschließende Schmelzviskositätsmessung
Thermischer Abbau Stabilisatoren verbraucht Nachkondensation

55
Beispielhafte Materialeigenschaften PA 12 und PA11 natur für SLS
Typische Polyamide zäh und fest PA11 deutlich duktiler als PA12

56
Qualitätsprobleme durch zu schlechte „Sinterfähigkeit“ bzw
Qualitätsprobleme durch zu schlechte „Sinterfähigkeit“ bzw. Pulverqualität

57
Qualitätsprobleme durch zu schlechte „Sinterfähigkeit“ bzw
Qualitätsprobleme durch zu schlechte „Sinterfähigkeit“ bzw. Pulverqualität

58
Blick von oben auf das Pulverbett „Ist-Laserspur bzw. „Schmelzespur“ Fertige Bauteile „Soll“-Laserspur laut software

59
Qualitätsprobleme durch zu schlechte „Sinterfähigkeit“ bzw
Qualitätsprobleme durch zu schlechte „Sinterfähigkeit“ bzw. Pulverqualität

60
Eigenschaftsoptimierung für Kunststoff SLS Pulver
Fällung Klopfdichte

61
Weitere Kunststoffe für SLS Verfahren
PP TPU

63
Kunststoffmaterialien für SLS

64
Pulverbett abkühlen und auspacken
Faustregel: Abkühlen genauso lange wie Baujob mehrere Stunden Sonst Verzug oder oxid. Schädigung ! Abkühlen außerhalb der Maschine aber unter Stickstoff !

65
Probleme und Fehler beim SLS von Kunststoffteilen
Pulverbeschichtung Abbruch Großes flach gelegtes Teil zu hoher Energieeintrag in eine Ebene Pulver schmilzt beim Rakeln schon an und klebt

66
Probleme und Fehler beim SLS von Kunststoffteilen
Während Baujob Meist die ersten Schichten auf der Plattform Abkühlphase Verzug beim weiteren Abkühlen

67
Probleme und Fehler beim SLS von Kunststoffteilen
Ursache zu dicke Einzelschicht ? Zu hoher Energieeintrag in die frische Schicht ? (Laserleistung, Geschwindigkeit..) Zu stark abgekühlte, frische Schicht ? Bauraumbeheizung insb. des Frischpulvers
 Zu stark abgekühlte, frische Schicht Bauraumbeheizung insb. des Frischpulvers.")
68
Probleme und Fehler beim SLS von Kunststoffteilen
Falsche Positionierung im Bauraum Die liegenden waren o.k., die stehenden außen deutlich kälter Verzug Merke: Widerspruch zur „Regel“ große Flache Teile nicht legen Teile in der Mitte Schräg legen, Oberfläche wegen Treppenstufeneffekt ?

69
Probleme und Fehler beim SLS von Kunststoffteilen
Orangenhaut Hauptursache: Zu „altes“ verbrauchtes Pulver Aber auch Prozesseinstellung

70
Probleme und Fehler beim SLS von Kunststoffteilen
Orangenhaut Orangenhaut nimmt mit zunehmender Wandstärke stark zu

71
Vergleichsteilprüfung
als wichtige Methode zur Prozessoptimierung ebenso wie für die Qualitätssicherung Für Parameteroptimierung und QS gleichermaßen wichtig !

72
Normung ISO/ASTM Normen mit weltweiter Gültigkeit sind in Vorbereitung In Arbeit 2014

73
Normung VDI Empfehlungen, Güteüberwachung SLS Ende 2013 Konstruktionsempfehlungen SLS 2015

74
Materialeigenschaften für SLS von Kunststoffen
Warum sind PA12 und PA11 so dominant, warum so wenig andere Kunststoffe Modell nach Frenkel, aus Schmid SLS mit Kunststoffen Sinterverhalten bzw. Partikelkoaleszenz (Zusammenschmelzen) Niedrige Viskosität hohe Oberflächenspannung Gründe warum einige Polymere sehr gut (PA12) andere nur sehr schwer (PP) verarbeitbar sind.
 Niedrige Viskosität. hohe Oberflächenspannung. Gründe warum einige Polymere sehr gut (PA12) andere nur sehr schwer (PP) verarbeitbar sind.")
75
Materialeigenschaften für SLS von Kunststoffen
Warum sind PA12 und PA11 so dominant, warum so wenig andere Kunststoffe Polyamide starke Nebenvalenzkräfte, sehr polare „Grundbausteine“ d.h. es sind Polymere die in der Schmelze „aufeinander zugehen“ Niedrige Viskosität hohe Oberflächenspannung Gründe warum einige Polymere sehr gut (PA12) andere aber nur schwer (PP) verarbeitbar sind. Gegenüber anderen Polyamiden bieten PA11 und PA12 Deutlich geringere Wasseraufnahme Niedrigere Schmelztemperaturen Höhere Reißdehnungen, d.h. größere Zähigkeit Bessere Medienbeständigkeit Merke Grundsätzlich sind auch andere Polymere lasersinterfähig (s. z.B. Uni Erlangen POM), Nur in der Regel deutlich schwieriger, so dass es einen erheblichen weiteren Eigenschafts- Vorteiles bedarf, um Marktanteile zu gewinnen. Beispiele sind PEEK und TPU, auch PP aber Mengen bleiben bislang sehr klein, was die weitere Optimierung erschwert
 andere aber nur schwer (PP) verarbeitbar sind. Gegenüber anderen Polyamiden bieten PA11 und PA12. Deutlich geringere Wasseraufnahme. Niedrigere Schmelztemperaturen. Höhere Reißdehnungen, d.h. größere Zähigkeit. Bessere Medienbeständigkeit. Merke. Grundsätzlich sind auch andere Polymere lasersinterfähig (s. z.B. Uni Erlangen POM), Nur in der Regel deutlich schwieriger, so dass es einen erheblichen weiteren Eigenschafts- Vorteiles bedarf, um Marktanteile zu gewinnen. Beispiele sind PEEK und TPU, auch PP. aber Mengen bleiben bislang sehr klein, was die weitere Optimierung erschwert.")
76
Testsinterfelder „balling“ Effekt Material verschmilzt nicht, sondern bildet einzelne, kleine Kugeln

77
Optische Eigenschaften für Leistungsaufnahme sehr wichtig
Beim Aufschmelzen nimmt Reflexion stark ab, Transmission stark zu Tieferliegende Schichten werden dann auch erreicht Absorption kann durch Füllstoffe stark beeinflußt werden PA 11 und 12 werden u.a. in natur und schwarz angeboten andere Leistungsaufnahme natur ca % Transmission (aber unklar für welche Schichtstärke dies gilt)
")
78
Beinflussung der Absorption im relevanten Wellenlängenbereich eines PA12 Pulvers
durch SiO2

79
PA12 Markt von Evonik und Arkema dominiert
Die Pulveranlagen bei Evonik und Arkema produzieren aber nur zu einem kleineren Teil Feinstpulver für Lasersintern, andere Anwendungen sind Pulverbeschichtungen, Lacke, auch (noch) Kosmetik PA ohne TiO2 PA mit TiO2
 Kosmetik. PA2200 ohne TiO2. PA2201 mit TiO2.")
Ähnliche Präsentationen














 Aufbau der Erde (c) G. Larson EF Geophysik 64.>")

 Aufbau der Erde.>")







