Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Einsatz von Anwendungssystemen WS 2013/14 Prof. Dr. Herrad Schmidt
Kapitel 4 4 Branchenspezifische Anwendungen 4.1 Industrie

2
4 Branchenspezifische Anwendungen
4.1 Industrie 4.1.1 Überblick © P. Stahlknecht / U. Hasenkamp: Einführung in die Wirtschaftsinformatik. 11. Auflage, Springer-Verlag, Berlin - Heidelberg 2005. Das Kopieren auf eine Vortragsfolie bzw. in eine Präsentationsdatei ist gestattet. siehe auch: Modell eines Industrieunternehmens in Geschäftsprozess-darstellung:

3
Die Produktionsplanung und -steuerung (PPS) basiert traditionell auf dem MRP II-Konzept (MRP = Manufacturing Resource Planning) Siehe dazu auch: Holthöfer, Norbert / Lessing, Hagen (Fraunhofer ALB): Grundlagen klassischer PPS-Ansätze (MRP-II) EBZ Beratungszentrum
: Grundlagen klassischer PPS-Ansätze (MRP-II) EBZ Beratungszentrum.")
4
Das MRP II-Konzept beruht auf einer Sukzessivplanung, d. h
Das MRP II-Konzept beruht auf einer Sukzessivplanung, d.h. die Materialbedarfsplanung geht von festen Vorlaufzeiten und unbegrenzten Kapazitäten aus. Diese werden erst bei der kurzfristigen Planung berücksichtigt, in der die Reihenfolge entsprechend der konkreten Verfügbarkeit festgelegt wird. Überlastungen der Ressourcen werden durch partielle Korrekturen der Kapazität angepasst. Das Verfahren kann zur Schwierigkeiten bei der Bestimmung des Liefertermins, zu hohen Beständen und langen Lieferzeiten führen. Beim Advanced Planning und Scheduling (APS), einem neueren Verfahren zur Produktionsplanung, erfolgt dagegen eine simultane Multiressourcenplanung (Mitarbeiter, Maschinen, Werkzeug, Transport, Flächen). Dabei können die divergierenden Ziele Termintreue, Reduzierung der Durchlaufzeiten, optimale Ressourcenauslastung durch Prioritätensetzung gewichtet werden. s.a
, einem neueren Verfahren zur Produktionsplanung, erfolgt dagegen eine simultane Multiressourcenplanung (Mitarbeiter, Maschinen, Werkzeug, Transport, Flächen). Dabei können die divergierenden Ziele Termintreue, Reduzierung der Durchlaufzeiten, optimale Ressourcenauslastung durch Prioritätensetzung gewichtet werden. s.a.")
5
Enterprise-Resource-Planning-Systeme (ERP- Systeme):
Integriertes Anwendungssystem, das alle wesentlichen operativen und Führungsfunktionen unterstützt einheitliche Datenbank Basissystem und funktionsbezogene Module offene Schnittstellen © P. Stahlknecht / U. Hasenkamp: Einführung in die Wirtschaftsinformatik. 11. Auflage, Springer-Verlag, Berlin - Heidelberg 2005. Das Kopieren auf eine Vortragsfolie bzw. in eine Präsentationsdatei ist gestattet. Der Abdeckungsgrad und die Komplexität sind sehr unterschiedlich. Nicht abgedeckt werden die technischen Funktionsbereiche (CAx).
.")
6
Ziele des Einsatzes von ERP-Systemen:
Unterstützung und Automatisierung der Geschäftsprozesse Verbesserung der Wettbewerbsfähigkeit kurze Durchlaufzeiten hohe Termintreue optimale Kapazitätsauslastung geringe Lagerbestände hohe Lieferbereitschaft hohe Flexibilität Transparenz Planungssicherheit Qualitätsverbesserung Kostensenkung Führungsinformationen Die Ziele stehen teilweise im Widerspruch zueinander: Prioritätenfestsetzung

7
4.1.2 Komponenten von ERP-Systemen Kernkomponenten:
Materialwirtschaft Produktionsplanung und –steuerung Vertrieb* Finanz- und Rechnungswesen* Personalwirtschaft* * Behandlung in Kapitel 5 Einteilung bei SAP ERP: Rechnungswesen Logistik Personalwirtschaft

8
Erweiterungen in oder von ERP-Systemen (1):
Qualitätsmanagement Produktdatenmanagement Produktkonfigurator Chargenverwaltung Fremdfertigung Instandhaltung Lagerverwaltungssysteme APS-System (Advanced Planning and Scheduling) Manufacturing Execution Systeme (MES) Dokumentenmanagement Content Management Service und Montage
 Manufacturing Execution Systeme (MES) Dokumentenmanagement. Content Management. Service und Montage.")
9
Erweiterungen in oder von ERP-Systemen (2):
Customer Relationship Management Supplier Relationship Management Supply Chain Management Management Information, Business Intelligence Workflow-Management E-Commerce Mobile Computing Tourenplanung und -steuerung Projektmanagement Arbeits-, Gesundheits- und Umweltschutz (SAP ERP) Immobilienmanagement …
 Immobilienmanagement. …")
10
Materialwirtschaft (Mawi)
Die Aufgabe der Mawi ist die Bereitstellung von Material in der richtigen Menge und Qualität, am richtigen Ort zur richtigen Zeit unter dem Aspekt der Wirtschaftlichkeit. Material: Einkaufsartikel (Roh-, Hilfs-, Betriebsstoffe, Handelsware) halbfertige Erzeugnisse, Fertigerzeugnisse, Dienstleistungen Teilbereiche: Einkauf, Lagerhaltung, Transport Quelle:
 halbfertige Erzeugnisse, Fertigerzeugnisse, Dienstleistungen. Teilbereiche: Einkauf, Lagerhaltung, Transport. Quelle:")
11
Stammdatenverwaltung (1)
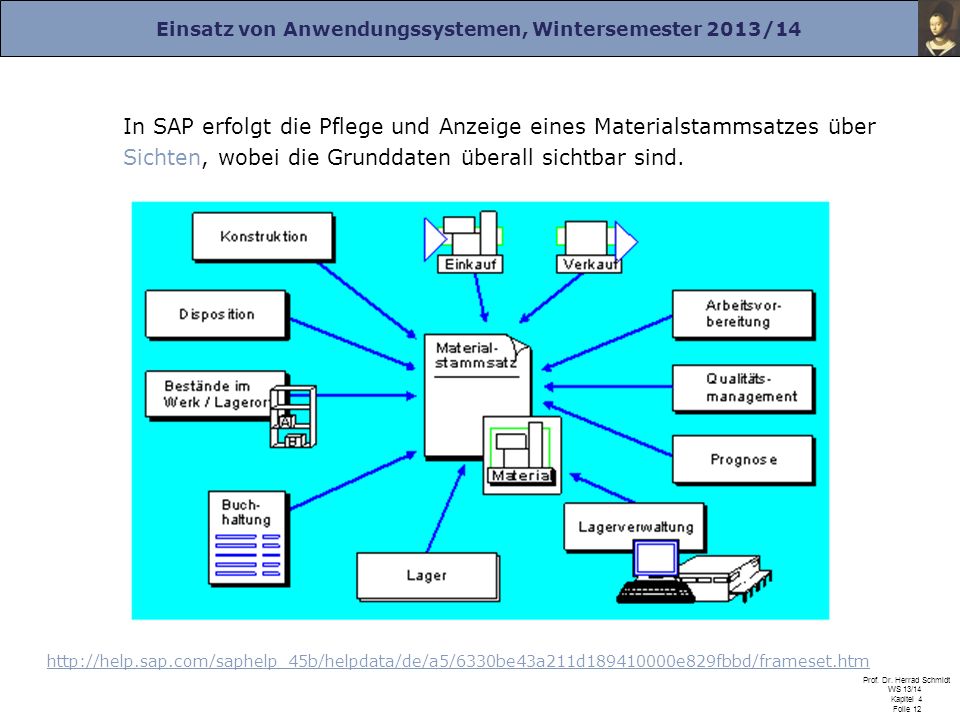
Materialstamm/Teilestamm/Artikelstamm (1) Alle Informationen zur Verwaltung sämtlicher Materialien, die im Unternehmen beschafft, gefertigt, gelagert oder verkauft werden, werden im Materialstammsatz abgelegt. Durch eine Materialnummer wird das Material eindeutig identifiziert (automatische Vergabe oder manuell, z.B. sprechende Nummer). Die Materialart (Rohstoffe, Halbfabrikate, Fertigerzeugnisse, fremdbezogene Materialien, Prozessmaterialien, Handelswaren, Hilfs- und Betriebsstoffe) bestimmt die Verwendung des Materialstammsatzes in den Geschäftsprozessen (SAP). Der Materialstammsatz beinhaltet Grunddaten (Nummer, Bezeichnung, Basismengeneinheit,…) sowie abteilungsübergreifende Informationen, die in den Abteilungen Disposition, Einkauf, Lager, Vertrieb, Buchhaltung gemeinsam genutzt werden. Chargenpflichtige Materialien erhalten eine Chargennummer (s. Chargenverwaltung).
 Alle Informationen zur Verwaltung sämtlicher Materialien, die im Unternehmen beschafft, gefertigt, gelagert oder verkauft werden, werden im Materialstammsatz abgelegt. Durch eine Materialnummer wird das Material eindeutig identifiziert (automatische Vergabe oder manuell, z.B. sprechende Nummer). Die Materialart (Rohstoffe, Halbfabrikate, Fertigerzeugnisse, fremdbezogene Materialien, Prozessmaterialien, Handelswaren, Hilfs- und Betriebsstoffe) bestimmt die Verwendung des Materialstammsatzes in den Geschäftsprozessen (SAP). Der Materialstammsatz beinhaltet Grunddaten (Nummer, Bezeichnung, Basismengeneinheit,…) sowie abteilungsübergreifende Informationen, die in den Abteilungen Disposition, Einkauf, Lager, Vertrieb, Buchhaltung gemeinsam genutzt werden. Chargenpflichtige Materialien erhalten eine Chargennummer (s. Chargenverwaltung).")
12
In SAP erfolgt die Pflege und Anzeige eines Materialstammsatzes über Sichten, wobei die Grunddaten überall sichtbar sind.
14
Stammdatenverwaltung (2)
Materialstamm/Teilestamm/Artikelstamm (2) Durch Klassifizierung lässt sich die Materialsuche vereinfachen. Die Teile werden in Gruppen größtmöglicher Ähnlichkeit zusammengefasst. Dazu bedient man sich sog Sachmerkmalleisten (SML) Diese beschreiben die Merkmale einer Klasse. Erzeugnisse können mit einer Stückliste verknüpft werden, i.d.R wird eine Baukastenstückliste angelegt. Variantenfertigung macht Variantenstücklisten notwendig. Ein Teileverwendungsnachweis wird aus den Stücklisten abgeleitet und zeigt für ein bestimmtes Teil, in welchen Baugruppen es verwandt wird.
 Durch Klassifizierung lässt sich die Materialsuche vereinfachen. Die Teile werden in Gruppen größtmöglicher Ähnlichkeit zusammengefasst. Dazu bedient man sich sog. Sachmerkmalleisten (SML). Diese beschreiben die Merkmale einer Klasse. Erzeugnisse können mit einer Stückliste verknüpft werden, i.d.R. wird eine Baukastenstückliste angelegt. Variantenfertigung macht Variantenstücklisten notwendig. Ein Teileverwendungsnachweis wird aus den Stücklisten abgeleitet und zeigt für ein bestimmtes Teil, in welchen Baugruppen es verwandt wird.")
15
Stammdatenverwaltung (3)
Lieferantenstamm/Kreditorenstamm Allgemeine Daten (Anschrift,…) Partnerrolle (Bestellempfänger, Warenlieferant, Rechnungssteller,…) Einkaufs- und Buchhaltungsdaten Daten zur Lieferantenbewertung Einkaufsinfosatz (SAP) Der Einkaufsinfosatz enthält Informationen (Preise, Konditionen,…) zu einem Lieferanten und einem Material, das von diesem bezogen wird. Er stellt also die Verknüpfung zwischen einem Material- und Lieferantenstammsatz her. Konditionen Hinterlegung von Konditionsarten. Eine Konditionsart bestimmt die Rechenregel und die Bezugsgröße für Preiszu- und –abschläge.
 Partnerrolle (Bestellempfänger, Warenlieferant, Rechnungssteller,…) Einkaufs- und Buchhaltungsdaten Daten zur Lieferantenbewertung. Einkaufsinfosatz (SAP) Der Einkaufsinfosatz enthält Informationen (Preise, Konditionen,…) zu einem Lieferanten und einem Material, das von diesem bezogen wird. Er stellt also die Verknüpfung zwischen einem Material- und Lieferantenstammsatz her. Konditionen Hinterlegung von Konditionsarten. Eine Konditionsart bestimmt die Rechenregel und die Bezugsgröße für Preiszu- und –abschläge.")
16
Der Einkaufsprozess (1)
Disposi-tion Lieferanten- auswahl Bestell-abwicklung Bestands-führung Rechnungs-prüfung Disposi-tion Materialdisposition Überwachung der Bestände automatische Generierung von Bestellvorschlägen (in SAP: BANF) verbrauchsgesteuerte Disposition (anhand des Meldebestands oder stochastisch) bedarfsgesteuerte Disposition (Bedarfsauflösung, Nettobedarfs- rechnung, Losgrößenbestimmung, Terminierung) Unterstützung der Entscheidung über Eigen- oder Fremdfertigung („make or buy“)
 verbrauchsgesteuerte Disposition (anhand des Meldebestands oder stochastisch) bedarfsgesteuerte Disposition (Bedarfsauflösung, Nettobedarfs- rechnung, Losgrößenbestimmung, Terminierung) Unterstützung der Entscheidung über Eigen- oder Fremdfertigung („make or buy )")
17
Der Einkaufsprozess (2)
Bezugsquellen-/Lieferantenauswahl Im Orderbuch wird hinterlegt, in welchem Zeitraum bei welcher Bezugsquelle (Lieferanten, Rahmenvertrag) ein bestimmtes Material beschafft werden kann oder muss bzw. ob ein Lieferant gesperrt ist. Danach wird der Lieferant direkt ausgewählt oder es werden Anfragen erzeugt, um mehrere Angebote einzuholen. Bestellabwicklung und -überwachung Bestellungen können mit Bezug auf die Bestellanforderung durch die Freigabe des Einkäufers weitgehend automatisch erzeugt werden. Der Bearbeitungsstand der Bestellung kann durch den Einkäufer überwacht werden. Die Termine müssen vom System automatisch kontrolliert und Warnungen bei überfälligen Lieferungen erzeugt werden. s.a. Lieferanten- auswahl Bestell-abwicklung
 ein bestimmtes Material beschafft werden kann oder muss bzw. ob ein Lieferant gesperrt ist. Danach wird der Lieferant direkt ausgewählt oder es werden Anfragen erzeugt, um mehrere Angebote einzuholen. Bestellabwicklung und -überwachung. Bestellungen können mit Bezug auf die Bestellanforderung durch die Freigabe des Einkäufers weitgehend automatisch erzeugt werden. Der Bearbeitungsstand der Bestellung kann durch den Einkäufer überwacht werden. Die Termine müssen vom System automatisch kontrolliert und Warnungen bei überfälligen Lieferungen erzeugt werden. s.a. Lieferanten- auswahl. Bestell-abwicklung.")
18
Der Einkaufsprozess (3)
Bestandsführung (1) Mengenmäßige und wertmäßige Erfassung aller Warenbewegungen (Änderung des Bestandes) und deren Bestandsfortschreibung Wareneingang (WE) WE vom Lieferanten: - Lieferschein als Urbeleg für die Erfassung des Wareneingangs - Abgleich mit Bestellung - Buchung von Material und Menge - Lagerortbestimmung - eventuell Sperrvermerk bis zum Ende der Qualitätsprüfung - Erzeugung der Material- und Buchhaltungsbelege - Erhöhung des Lagerbestandes - Fortschreibung der Bestellung - Einbuchung von Sonderbeständen, z.B. Konsignationsmaterial (Material verbleibt im Eigentum des Lieferanten) WE aus Produktion: - Verbuchung als gesperrter Bestand bis nach der Qualitätsprüfung Bestands-führung
 Mengenmäßige und wertmäßige Erfassung aller Warenbewegungen (Änderung des Bestandes) und deren Bestandsfortschreibung. Wareneingang (WE) WE vom Lieferanten: - Lieferschein als Urbeleg für die Erfassung des Wareneingangs - Abgleich mit Bestellung - Buchung von Material und Menge - Lagerortbestimmung - eventuell Sperrvermerk bis zum Ende der Qualitätsprüfung - Erzeugung der Material- und Buchhaltungsbelege - Erhöhung des Lagerbestandes - Fortschreibung der Bestellung - Einbuchung von Sonderbeständen, z.B. Konsignationsmaterial (Material verbleibt im Eigentum des Lieferanten) WE aus Produktion: - Verbuchung als gesperrter Bestand bis nach der Qualitätsprüfung. Bestands-führung.")
19
Der Einkaufsprozess (4)
Bestandsführung (2) Warenausgang (WA) Materialverbrauch, Lieferung an Kunden, für Verschrottung, Stichprobe Buchung des Abgangs mit Fortschreibung des Bestandes Entnahme geplanter WA aus der Reservierung Umlagerung Auslagerung von Materialien aus einem Lagerort und Einlagerung in einen anderen sowohl innerhalb als auch zwischen Werken (buchungskreisinterne oder buchungskreisübergreifende Umlagerung) Umbuchung der Bestandsart Freigabe des Qualitätsprüfbestands (frei verwendbar) Übernahme von Konsignationsmaterial in den eigenen Bestand Aufhebung der Reservierung Buchung von Beistellmaterial für Lohnbearbeitung WA für Beistellmaterial, WE in Beistellbestand Bei WE des veredelten Materials wird der Beistellbestand aufgelöst. Bestands-führung
 Warenausgang (WA) Materialverbrauch, Lieferung an Kunden, für Verschrottung, Stichprobe Buchung des Abgangs mit Fortschreibung des Bestandes Entnahme geplanter WA aus der Reservierung. Umlagerung Auslagerung von Materialien aus einem Lagerort und Einlagerung in einen anderen sowohl innerhalb als auch zwischen Werken (buchungskreisinterne oder buchungskreisübergreifende Umlagerung) Umbuchung der Bestandsart Freigabe des Qualitätsprüfbestands (frei verwendbar) Übernahme von Konsignationsmaterial in den eigenen Bestand Aufhebung der Reservierung. Buchung von Beistellmaterial für Lohnbearbeitung WA für Beistellmaterial, WE in Beistellbestand Bei WE des veredelten Materials wird der Beistellbestand aufgelöst. Bestands-führung.")
20
Der Einkaufsprozess (5)
Bestandsführung (3) Inventur Unterstützung der Stichtags-, permanenten und Stichprobeninventur Lagerverwaltung Abwicklung der logistischen Prozesse Verwaltung von Lagerbeständen, -plätzen, -arten Systemvorschläge für Einlagerung oder Kommissionierung Erstellung und Abwicklung von Transportaufträgen Viele ERP-Systeme haben eine eigene Lagerverwaltungskomponente, es werden aber auch spezielle Lagerverwaltungssysteme (LVS) eingesetzt, die per Schnittstelle an das ERP-System angebunden sind. Materialbewertung Wertmäßige Erfassung und Buchung sowie Korrekturen Funktionen zur Bilanzbewertung Bestands-führung
 Inventur Unterstützung der Stichtags-, permanenten und Stichprobeninventur. Lagerverwaltung Abwicklung der logistischen Prozesse Verwaltung von Lagerbeständen, -plätzen, -arten Systemvorschläge für Einlagerung oder Kommissionierung Erstellung und Abwicklung von Transportaufträgen Viele ERP-Systeme haben eine eigene Lagerverwaltungskomponente, es werden aber auch spezielle Lagerverwaltungssysteme (LVS) eingesetzt, die per Schnittstelle an das ERP-System angebunden sind. Materialbewertung Wertmäßige Erfassung und Buchung sowie Korrekturen Funktionen zur Bilanzbewertung. Bestands-führung.")
21
Der Einkaufsprozess (6)
Rechnungsprüfung Erfassung von Eingangsrechnungen und Gutschriften Bezug zu Bestellung und Wareneingang Überprüfung auf Richtigkeit Für jede Rechnungsposition wird zum Abgleich ein Wert vorgeschlagen. Buchung als offener Posten auf dem Kreditorenkonto Berichte und Auswertungen im Einkauf Listen mit Filtern Summenbildungen, z.B. gesamter Bestellwert für ein Material in einem bestimmten Zeitraum ABC-Analyse der Lieferanten nach Bestellwert Analyse mit Vergleichsperiode z.B. Bestellungen nach Lieferanten Häufigkeitsanalysen, z.B. Bestellhäufigkeit bei einem Lieferanten Rechnungs-prüfung

22
Chargenverwaltung Sie dient dem lückenlosen Nachweis der verwandten Materialien und Herstellungsprozesse. Eine Charge (Los, Lot) ist eine Teilmenge eines Materials oder Produkts, die in einem bestimmten Produktionsprozess (Herstellungsgang, Serie) oder nach einer einheitlichen Rezeptur hergestellt wurde. Die Teile einer Charge weisen einheitliche Beschaffenheit und Qualität auf. Chargenpflichtige Materialien werden im Bestand nicht nur nach Materialnummer, sondern auch nach Chargennummer identifiziert und im Bestand geführt. Wird ein Fertigungsauftrag für ein chargenpflichtiges Material erstellt, so wird der zu produzierenden Menge eine Chargennummer zugewiesen. Die Rohmaterialien werden ebenfalls chargenmäßig verwaltet. Über die Chargenrückverfolgung (Chargenverwendungsnachweis) kann ermittelt werden, in welche andere Charge eine Charge eingeflossen ist und aus welchen anderen Chargen eine Charge entstanden ist.
 ist eine Teilmenge eines Materials oder Produkts, die in einem bestimmten Produktionsprozess (Herstellungsgang, Serie) oder nach einer einheitlichen Rezeptur hergestellt wurde. Die Teile einer Charge weisen einheitliche Beschaffenheit und Qualität auf. Chargenpflichtige Materialien werden im Bestand nicht nur nach Materialnummer, sondern auch nach Chargennummer identifiziert und im Bestand geführt. Wird ein Fertigungsauftrag für ein chargenpflichtiges Material erstellt, so wird der zu produzierenden Menge eine Chargennummer zugewiesen. Die Rohmaterialien werden ebenfalls chargenmäßig verwaltet. Über die Chargenrückverfolgung (Chargenverwendungsnachweis) kann ermittelt werden, in welche andere Charge eine Charge eingeflossen ist und aus welchen anderen Chargen eine Charge entstanden ist.")
23
© 2005 oxaion ag Quelle:

24
Produktionsplanung und –steuerung (PPS)
Die PPS-Komponente unter- stützt das operative Pro- duktionsmanagement bei der Gestaltung des Produktions- programms und bei der Steuerung des Fertigungs- prozesses. Adolph Menzel (1815 – 1905): Das Eisenwalzwerk
: Das Eisenwalzwerk.")
25
Stammdatenverwaltung (1)
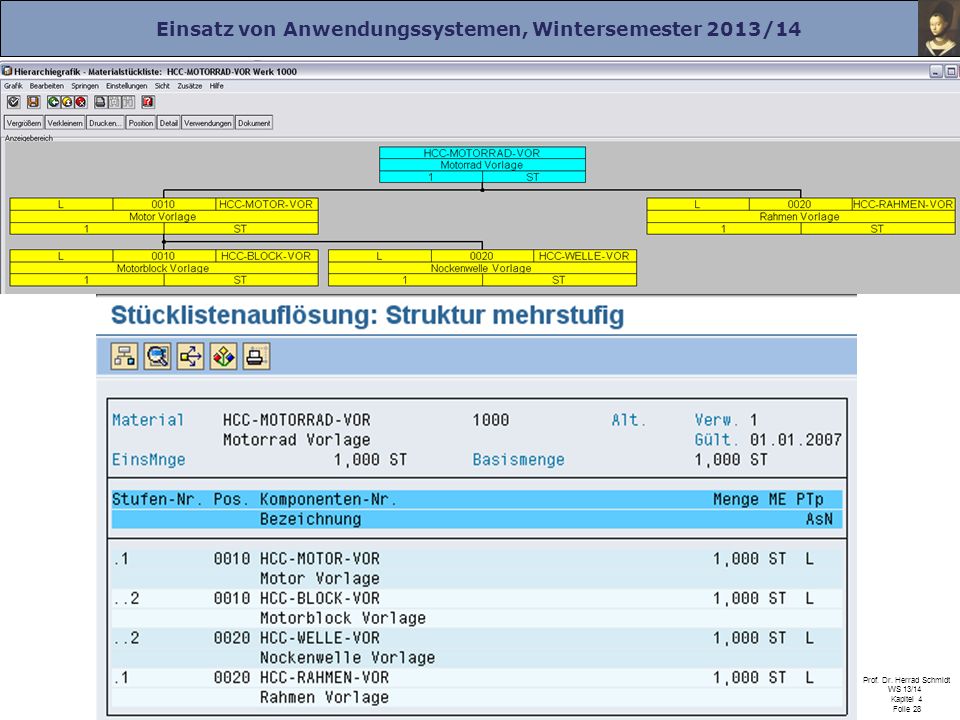
Materialstamm/Teilestamm/Artikelstamm Das zu fertigende Teil wird im Materialstamm angelegt, in SAP unter der Materialart „Fertigerzeugnis“. Damit verbunden ist eine Reihe von Dispositionsdaten (z.B. Mindestlosgröße, Fertigungszeit,…) Stücklisten Sie dienen der Ermittlung des Sekundärbedarfs und sind Basis für die Arbeitspläne. Stücklistentypen in ERP-Systemen: - Materialstückliste (Stücklistenkopf und –positionen) - Variantenstückliste Mehrfachstücklisten (für verschiedene Produktionsprozesse) - Auftragsstücklisten (kundenauftragsbezogene Generierung, evtl unter Verwendung einer Maximalstückliste) Sie lässt sich als Mengenübersichts-, Strukturstückliste oder Erzeugnisbaum darstellen (siehe nächste Folie)
 Stücklisten Sie dienen der Ermittlung des Sekundärbedarfs und sind Basis für die Arbeitspläne. Stücklistentypen in ERP-Systemen: - Materialstückliste (Stücklistenkopf und –positionen) - Variantenstückliste - Mehrfachstücklisten (für verschiedene Produktionsprozesse) - Auftragsstücklisten (kundenauftragsbezogene Generierung, evtl. unter Verwendung einer Maximalstückliste) Sie lässt sich als Mengenübersichts-, Strukturstückliste oder Erzeugnisbaum darstellen (siehe nächste Folie)")
26
Quelle: http://www. erp-solutions

29
Stammdatenverwaltung (2)
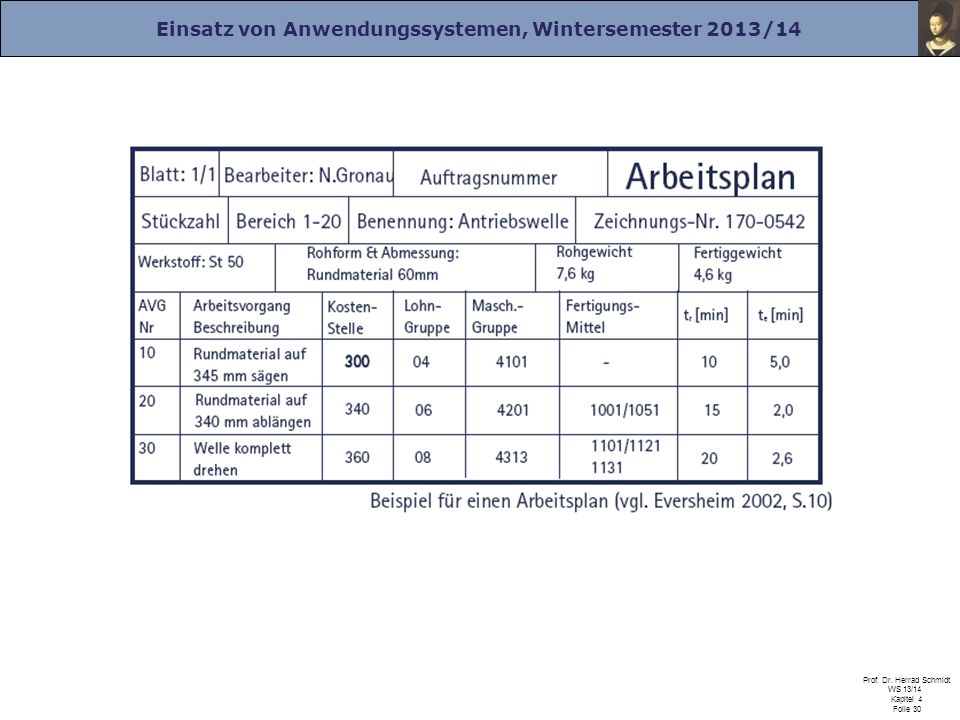
Arbeitspläne Ein Arbeitsplan enthält die Beschreibung der Tätigkeiten zur Fertigung eines Erzeugnisses im Fertigungsprozess und schreibt deren Reihenfolge vor. Er dient der Kapazitäts- und Personalplanung, der Terminierung, der Kalkulation, als Basis für Lohnscheine, Materialbereitstellung. Ein Vorgang (Arbeitsgang) beschreibt einen Arbeitsschritt, der während der Fertigung ausgeführt wird, z.B. sägen, rüsten,… Jedem Vorgang werden die benötigten Fertigungshilfsmittel (Arbeitsplätze, Werkzeuge, Vorrichtungen) und Vorgabewerte (Planwerte) für die Dauer (Vorgabezeiten) zugeordnet. Ein Arbeitsplan besteht aus Kopfdaten und einer Folge von Vorgängen (Arbeitsfolge). Der Arbeitsplan wird dem Material (Erzeugnis) zugeordnet.
 beschreibt einen Arbeitsschritt, der während der Fertigung ausgeführt wird, z.B. sägen, rüsten,… Jedem Vorgang werden die benötigten Fertigungshilfsmittel (Arbeitsplätze, Werkzeuge, Vorrichtungen) und Vorgabewerte (Planwerte) für die Dauer (Vorgabezeiten) zugeordnet. Ein Arbeitsplan besteht aus Kopfdaten und einer Folge von Vorgängen (Arbeitsfolge). Der Arbeitsplan wird dem Material (Erzeugnis) zugeordnet.")
31
SAP-Dokumentation: http://help. sap

33
Zuordnung von zu fertigendem Material und Materialkomponenten
Wird die Stückliste des Erzeugnisses dem Arbeitsplan zugeordnet, so können die Stücklistenpositionen den Vorgängen des Arbeitsplans zugeordnet werden. Zuordnung von zu fertigendem Material und Materialkomponenten Quelle:

34
Quelle: http://www.3s-erp.de/Programmbeschreibungen/Stucklisten.html

35
Stammdatenverwaltung (3)
Betriebsmittel/Arbeitsplätze Am Arbeitsplatz wird ein Vorgang ausgeführt. Als Arbeitsplatz werden Maschinen, Maschinengruppen, Personen, Personengruppen, Fertigungslinien, Montagearbeitsplätze und Gewerke definiert. Der Arbeitsplatz verfügt über eine Kapazität (produktiv nutzbare Arbeitszeit = Einsatzzeit). Diese wird auf einen Tag oder eine Schicht bezogen. Sie ist abhängig von der Arbeits- und Pausenzeit und dem Nutzungsgrad der Kapazität. Arbeitsplätze werden einer Kostenstelle zugeordnet. Es werden Kalkulationssätze für Leistungsarten hinterlegt, z.B. Maschinen-, Werkerstundensatz. SAP: Beim Arbeitsplatz können Vorschlagswerte für Vorgänge hinterlegt werden. Mit ebenfalls hinterlegten Formeln werden aus diesen Vorgabewerte für einen Arbeitsvorgang berechnet und bei der Zuordnung des Arbeitsplatzes in den Vorgang übernommen, z.B. für das Rüsten bzw. Bearbeiten.
. Diese wird auf einen Tag oder eine Schicht bezogen. Sie ist abhängig von der Arbeits- und Pausenzeit und dem Nutzungsgrad der Kapazität. Arbeitsplätze werden einer Kostenstelle zugeordnet. Es werden Kalkulationssätze für Leistungsarten hinterlegt, z.B. Maschinen-, Werkerstundensatz. SAP: Beim Arbeitsplatz können Vorschlagswerte für Vorgänge hinterlegt werden. Mit ebenfalls hinterlegten Formeln werden aus diesen Vorgabewerte für einen Arbeitsvorgang berechnet und bei der Zuordnung des Arbeitsplatzes in den Vorgang übernommen, z.B. für das Rüsten bzw. Bearbeiten.")
36
Die Daten des Arbeitsplatzes werden für die Kapazitätsplanung, die Terminierung und die Kalkulation verwendet. Quelle:

37
Produktionsplanung und -steuerung
PPS für Serienfertigung (1) Die Darstellung erfolgt nach dem MRP II-Konzept (Sukzessivplanung), d.h. die Ergebnisse der jeweils höher gelegenen Planungsebene sind die Planungsvorgaben für die darunter liegende Ebene. Erweist sich der Plan auf unterer Ebene als nicht durchführbar, müssen die Planungsvorgaben auf der höhere Ebene korrigiert werden. Produktionsplanung und -steuerung Produktions-programm-planung Produktions-planung Material-bedarfs-planung Kapazitäts-planung Fertigungs-steuerung
 Die Darstellung erfolgt nach dem MRP II-Konzept (Sukzessivplanung), d.h. die Ergebnisse der jeweils höher gelegenen Planungsebene sind die Planungsvorgaben für die darunter liegende Ebene. Erweist sich der Plan auf unterer Ebene als nicht durchführbar, müssen die Planungsvorgaben auf der höhere Ebene korrigiert werden. Produktionsplanung und -steuerung. Produktions-programm-planung. Produktions-planung. Material-bedarfs-planung. Kapazitäts-planung. Fertigungs-steuerung.")
38
Produktions-programm-planung
PPS für Serienfertigung (2) Produktionsprogrammplanung SAP: Absatz- und Produktionsgrobplanung (Sales & Operations Planning – SOP) Auf der Ebene von Produktgruppen oder für einzelne Enderzeugnisse wird der Absatz grob vorgeplant (lang- bis mittelfristige Planung). Ausgangsdaten sind - Prognosen auf der Basis von Vergangenheitswerten - geplante Stückzahlen aus dem Vertrieb - geplanter Umsatz aus dem Controlling bzw. der Geschäftsleitung - externe Daten, z.B. Marketinginformationen Der Produktionsgrobplan wird evtl. nach einer groben Überprüfung der Machbarkeit und nach einem Freigabeprozess an die Produktionsplanung übergeben. Produktions-programm-planung
 Produktionsprogrammplanung. SAP: Absatz- und Produktionsgrobplanung (Sales & Operations Planning – SOP) Auf der Ebene von Produktgruppen oder für einzelne Enderzeugnisse wird der Absatz grob vorgeplant (lang- bis mittelfristige Planung). Ausgangsdaten sind - Prognosen auf der Basis von Vergangenheitswerten - geplante Stückzahlen aus dem Vertrieb - geplanter Umsatz aus dem Controlling bzw. der Geschäftsleitung - externe Daten, z.B. Marketinginformationen. Der Produktionsgrobplan wird evtl. nach einer groben Überprüfung der Machbarkeit und nach einem Freigabeprozess an die Produktionsplanung übergeben. Produktions-programm-planung.")
39
PPS für Serienfertigung (3)
Produktionsplanung Es werden die Produktionsmengen und –termine der Enderzeugnisse und der wichtigsten Baugruppen bestimmt. Bei Serienfertigern wird i.d.R. die Lagerfertigungsstrategie angewandt (kein Bezug zu Kundenaufträgen). Das Produktionsprogramm besteht dann aus Planprimärbedarfen (im Gegensatz zu Kundenprimärbedarfen). Ein Planprimärbedarf setzt sich aus Material, Planmenge und Termin zusammen (evtl. auf mehrere Termine aufgeteilt). Es findet dabei keine Verfügbarkeitsprüfung von Material oder Kapazität statt! Auf der Basis der Primärbedarfe werden Lageraufträge erzeugt. Produktions-planung
. Das Produktionsprogramm besteht dann aus Planprimärbedarfen (im Gegensatz zu Kundenprimärbedarfen). Ein Planprimärbedarf setzt sich aus Material, Planmenge und Termin zusammen (evtl. auf mehrere Termine aufgeteilt). Es findet dabei keine Verfügbarkeitsprüfung von Material oder Kapazität statt! Auf der Basis der Primärbedarfe werden Lageraufträge erzeugt. Produktions-planung.")
40
Material-bedarfs-planung
PPS für Serienfertigung (4) Materialbedarfsplanung Ausgehend von den Planprimärbedarfen wird ermittelt, welches Material zu welchem Termin in welcher Menge benötigt wird (Feinplanung). Dazu müssen aus den Primärbedarfen über die Stücklistenauflösung die Sekundärbedarfe berechnet werden. Durch Berücksichtigung der verfügbaren Bestände (Nettobedarfs- rechnung) wird die Unterdeckung festgestellt und nach hinterlegten Losgrößenverfahren die Beschaffungsmengen berechnet. Aufgrund der Unterdeckung werden für Eigenerzeugnisse Planaufträge erzeugt, die später zu Fertigungsaufträgen werden, und für die Fremdbeschaffung Bestellanforderungen. Die Planaufträge und Bestellanforderungen werden unter Berücksichtigung des Bedarfstermins und der Durchlauf- bzw. Lieferzeiten vorwärts oder rückwärts terminiert (Grobterminierung). Dieses automatische Simulationsverfahren wird auch als MRP-Lauf bezeichnet. Material-bedarfs-planung
 Materialbedarfsplanung. Ausgehend von den Planprimärbedarfen wird ermittelt, welches Material zu welchem Termin in welcher Menge benötigt wird (Feinplanung). Dazu müssen aus den Primärbedarfen über die Stücklistenauflösung die Sekundärbedarfe berechnet werden. Durch Berücksichtigung der verfügbaren Bestände (Nettobedarfs- rechnung) wird die Unterdeckung festgestellt und nach hinterlegten Losgrößenverfahren die Beschaffungsmengen berechnet. Aufgrund der Unterdeckung werden für Eigenerzeugnisse Planaufträge erzeugt, die später zu Fertigungsaufträgen werden, und für die Fremdbeschaffung Bestellanforderungen. Die Planaufträge und Bestellanforderungen werden unter Berücksichtigung des Bedarfstermins und der Durchlauf- bzw. Lieferzeiten vorwärts oder rückwärts terminiert (Grobterminierung). Dieses automatische Simulationsverfahren wird auch als MRP-Lauf bezeichnet. Material-bedarfs-planung.")
41
PPS für Serienfertigung (5)
Kapazitätsplanung Aus den Planaufträgen, der Terminierung und den hinterlegten Arbeitsplänen lassen sich Kapazitätsbedarfe ableiten. Sie sind mit dem Kapazitätsangebot abzugleichen. Die Berechnung des Kapazitätsbedarfs eines Vorgangs zur Fertigung eines Materials ergibt sich aus der Terminierung und den beim Arbeitsplatz hinterlegten Formeln für Rüsten, Bearbeiten und Abrüsten. Das Kapazitätsangebot ergibt sich aus den Kapazitätsangaben bei den Arbeitsplätzen. Im Rahmen der Kapazitätsauswertung werden die Kapazitäts- belastungen berechnet und in Listen und Graphiken (Plantafel) dargestellt. Beim Kapazitätsabgleich wird die Belegung der Kapazitäten optimiert, evtl. manuell. Kapazitäts-planung
 dargestellt. Beim Kapazitätsabgleich wird die Belegung der Kapazitäten optimiert, evtl. manuell. Kapazitäts-planung.")
42
Quelle: http://www.apro-soft.de/images/lcap.jpg

43
Fertigungs-steuerung
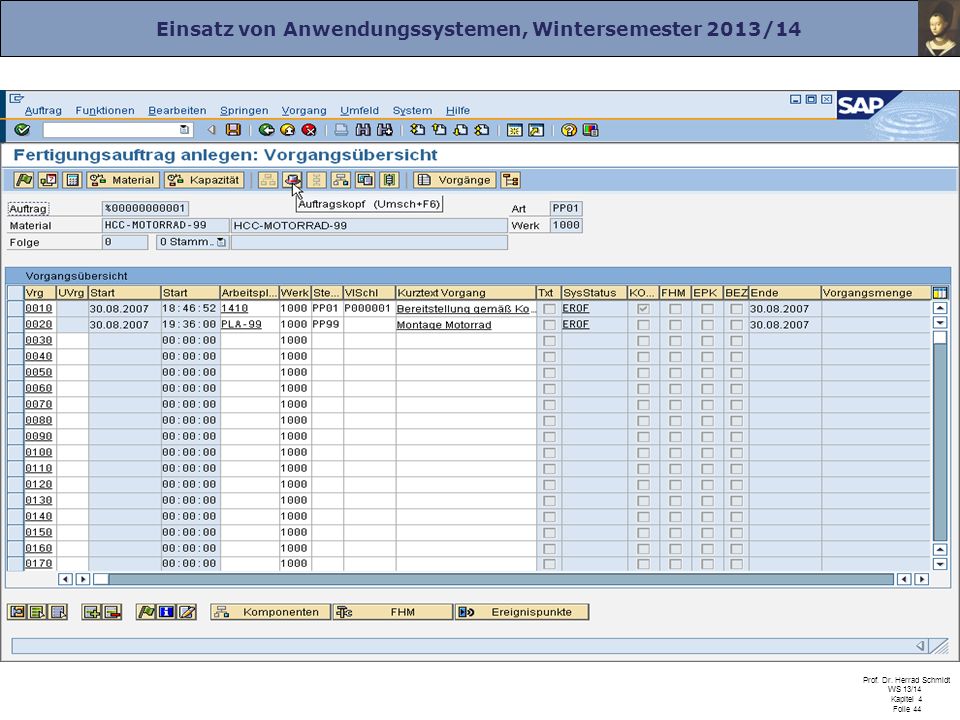
PPS für Serienfertigung (6) Fertigungssteuerung (1) Die Planaufträge werden in Fertigungs- bzw. Serienaufträge umgesetzt. Die Fertigungssteuerung koordiniert die Abwicklung der Produktion mit allen beteiligten Ressourcen. Im Fertigungsauftrag wird festgelegt, welches Material an welchem Arbeitsplatz zu welchem Termin gefertigt werden soll und wie dieser Auftrag kostenmäßig zu verrechnen ist. Ein Fertigungsauftrag hat folgende Aktionen zur Folge: Auswahl eines Arbeitsplans und Übernahme der Folgen und Vorgänge Auflösung der Stückliste und Übernahme der Positionen Reservierungen für lagerhaltige Stücklistenpositionen Ermittlung der Plankosten Erzeugung der Kapazitätsbedarfe Erzeugung der Bestellanforderungen für Nichtlagerkomponenten und fremdbearbeitete Vorgänge Fertigungs-steuerung
 Fertigungssteuerung (1) Die Planaufträge werden in Fertigungs- bzw. Serienaufträge umgesetzt. Die Fertigungssteuerung koordiniert die Abwicklung der Produktion mit allen beteiligten Ressourcen. Im Fertigungsauftrag wird festgelegt, welches Material an welchem Arbeitsplatz zu welchem Termin gefertigt werden soll und wie dieser Auftrag kostenmäßig zu verrechnen ist. Ein Fertigungsauftrag hat folgende Aktionen zur Folge: Auswahl eines Arbeitsplans und Übernahme der Folgen und Vorgänge Auflösung der Stückliste und Übernahme der Positionen Reservierungen für lagerhaltige Stücklistenpositionen Ermittlung der Plankosten Erzeugung der Kapazitätsbedarfe Erzeugung der Bestellanforderungen für Nichtlagerkomponenten und fremdbearbeitete Vorgänge. Fertigungs-steuerung.")
45
Fertigungs-steuerung
PPS für Serienfertigung (7) Fertigungssteuerung (2) Für Material und Fertigungshilfsmittel erfolgt eine Verfügbarkeitsprüfung. Es wird eine Durchlaufterminierung durchgeführt und die Kapazitätsbelastungen werden planerisch eingelastet. Eventuell ergibt sich die Notwendigkeit eines Kapazitätsabgleichs. Der Fertigungsauftrag kann erst ausgeführt werden, wenn er freigegeben wird. Mit der Auftragsfreigabe wird eine erneute Verfügbarkeit des Materials, der Kapazitäten und der Fertigungshilfsmittel veranlasst. Der Produktionsauftrag wird terminiert (Feinterminierung). Daraus ergibt sich die Reihenfolgeplanung für die Maschinen (Maschinenbelegungsplanung) Die Auftragspapiere (Laufkarten, Materialentnahmescheine, Lohnscheine, …) werden gedruckt. Fertigungs-steuerung
 Fertigungssteuerung (2) Für Material und Fertigungshilfsmittel erfolgt eine Verfügbarkeitsprüfung. Es wird eine Durchlaufterminierung durchgeführt und die Kapazitätsbelastungen werden planerisch eingelastet. Eventuell ergibt sich die Notwendigkeit eines Kapazitätsabgleichs. Der Fertigungsauftrag kann erst ausgeführt werden, wenn er freigegeben wird. Mit der Auftragsfreigabe wird eine erneute Verfügbarkeit des Materials, der Kapazitäten und der Fertigungshilfsmittel veranlasst. Der Produktionsauftrag wird terminiert (Feinterminierung). Daraus ergibt sich die Reihenfolgeplanung für die Maschinen (Maschinenbelegungsplanung) Die Auftragspapiere (Laufkarten, Materialentnahmescheine, Lohnscheine, …) werden gedruckt. Fertigungs-steuerung.")
46
Fertigungs-steuerung
PPS für Serienfertigung (8) Fertigungssteuerung (3) Die Materialbereitstellung kann nach verschiedenen Strategien erfolgen. Einige ERP-Systeme unterstützen das Kanban-Verfahren (Materialbereitstellung nach dem Holprinzip). Bildquelle: saphelp_47x200/helpdata/de/cb /7f932e43b711d e829fbbd/frameset.htm Während der Fertigung werden zur Erfassung des Produktionsfortschritts Rückmeldedaten (siehe BDE) erzeugt und an die PPS-Komponente gemeldet: Materialentnahmedaten produzierte Mengen (Gutmenge, Ausschussmenge, Nacharbeitsmenge) Vorgangsrückmeldungen (Arbeitsplatz, Leistungsdaten, Termine, Personaldaten) Mit der Fertigmeldung wird der Auftrag abgeschlossen und die Auftrags- abrechnung ausgelöst. Fertigungs-steuerung
 Fertigungssteuerung (3) Die Materialbereitstellung kann nach verschiedenen Strategien erfolgen. Einige ERP-Systeme unterstützen das Kanban-Verfahren (Materialbereitstellung nach dem Holprinzip). Bildquelle: saphelp_47x200/helpdata/de/cb /7f932e43b711d e829fbbd/frameset.htm. Während der Fertigung werden zur Erfassung des Produktionsfortschritts Rückmeldedaten (siehe BDE) erzeugt und an die PPS-Komponente gemeldet: Materialentnahmedaten produzierte Mengen (Gutmenge, Ausschussmenge, Nacharbeitsmenge) Vorgangsrückmeldungen (Arbeitsplatz, Leistungsdaten, Termine, Personaldaten) Mit der Fertigmeldung wird der Auftrag abgeschlossen und die Auftrags- abrechnung ausgelöst. Fertigungs-steuerung.")
47
PPS für Auftragsfertigung (1)
Auftragsfertiger stellen Erzeugnisse erst nach Erteilung eines Kundenauftrags her. Es werden Einzelprodukte (Einzelfertigung) oder Produkte in Kleinserien gefertigt. Arnold Böcklin: „Villa am Meer“ als Auftragsfertigung
 oder Produkte in Kleinserien gefertigt. Arnold Böcklin: „Villa am Meer als Auftragsfertigung.")
48
PPS für Auftragsfertigung (2)
Auftragstypen der Auftragsfertigung: Assemble to order (ATO) Auftragsneutrale Vorfertigung (über Bedarfsprognosen) mit kundenspezifischer Endfertigung oder Montage Configure to Order (CTO) Konfiguration durch den Kunden mittels Auswahl vorgegebener Elemente Make to Order (MTO) Produktion auf Bestellung nach individuellen Kundenwünschen Engineer to Order (ETO) Konstruktion und Fertigung aus Standardteilen nach Kundenwunsch Abstufungen der Auftragsfertigung: Spektrum standardisierter Produkte Spektrum standardisierter Produkte mit Varianten Kundenindividuelle Produkte (Einmalfertigung)
 Auftragsneutrale Vorfertigung (über Bedarfsprognosen) mit kundenspezifischer Endfertigung oder Montage. Configure to Order (CTO) Konfiguration durch den Kunden mittels Auswahl vorgegebener Elemente. Make to Order (MTO) Produktion auf Bestellung nach individuellen Kundenwünschen. Engineer to Order (ETO) Konstruktion und Fertigung aus Standardteilen nach Kundenwunsch. Abstufungen der Auftragsfertigung: Spektrum standardisierter Produkte. Spektrum standardisierter Produkte mit Varianten. Kundenindividuelle Produkte (Einmalfertigung)")
49
PPS für Auftragsfertigung (3)
Vorgehensweise des Auftragsfertigers: in Anlehnung an Gronau [2004], s. S. 111 nach Eversheim [2002], S. 4 Prozessgestaltung (Arbeitsplanung) Produktgestaltung (Konstruktion) Produktions-planung kundenanonyme Produktentwicklung Time to Market Marketing Produktionsmittel-gestaltung Markt Fertigung Montage Vertrieb/Service Kunde PPS kundenspezifische Auftragsabwicklung Time to Customer Anfrage Arbeits- planung Konstruktion Angebot
 Produktgestaltung (Konstruktion) Produktions-planung. kundenanonyme Produktentwicklung. Time to Market. Marketing. Produktionsmittel-gestaltung. Markt. Fertigung. Montage. Vertrieb/Service. Kunde. PPS. kundenspezifische Auftragsabwicklung. Time to Customer. Anfrage. Arbeits- planung. Konstruktion. Angebot.")
50
PPS für Auftragsfertigung (4)
Besonderheiten: Lange Vorlaufzeiten für Aufträge Komplexer Angebotsprozess Hohes Risiko bei i.d.R. hoher Wertigkeit Projektcharakter mit langen Durchlaufzeiten strikte Terminvorgabe und Vereinbarung von Konventionalstrafen Hohe Fertigungstiefe Fertigungsbegleitendes Engineering Neue Erzeugnisstrukturen mit unvollständigem Teilestamm Dynamische („wachsende“) Stücklisten Keine „passenden“ Arbeitspläne als Vorlage
 Stücklisten. Keine „passenden Arbeitspläne als Vorlage.")
51
PPS für Auftragsfertigung (5)
spezielle Anforderungen an die PPS-Komponente: Projektverwaltung Unterstützung hochwertiger Angebotserstellung mit Kalkulationsschema Sachmerkmalleiste Produktkonfigurator, integriert oder angebunden Erstellung von Erzeugnisstrukturen ohne Teilestammdaten Eingabe von Materialstammdaten in verkürzter Form Vereinfachte Arbeitspläne Möglichkeiten für Kopien und leichte Änderung vorhandener Strukturen Fremdfertigung mit Materialbereitstellung Auftragsabwicklung mit –überwachung Auftragsbezogene Materialbedarfs-, Kapazitäts- und Terminplanung Kundenauftrag wird zu Fertigungsauftrag Konstruktionsbegleitende Fertigung durch Teilaufträge Begleitende Kalkulation / Projektbezogene Nachkalkulation

52
Produktkonfigurator Spezialsoftware oder –modul zur Konfigurierung von Produkten Ziel: Zusammensetzung vordefinierter Baugruppen und Teile mit Varianten zu einem kundenindividuellen Produkt Expertensystem mit regelbasierter Funktionsweise Hinterlegung von Konfigurationsregeln zur Selektion, Kombination, Parametrisierung und zu Abhängigkeiten Prüfung auf Zulässigkeit der Konfiguration und Plausibilität Vorausschauende Auswahl aufgrund vorher eingegebener Werte Erklärungen für den Benutzer graphische Produktdarstellung Kalkulation und Preisermittlung Angebotserstellung automatische Stücklistengenerierung Beispiel: Anbieter: camos, EAS, …

53
Produktdatenmanagement (PDM)
PDM, auch Engineering Data Management (EDM) genannt, umfasst die Verwaltung aller Daten eines Produkts. PDM-Systeme werden als eigenständige Systeme mit Schnittstellen zu ERP- und CAD-Systemen eingesetzt oder sind als Komponente im ERP- System vorhanden. Funktionen von PDM-Systemen (1): Dokumentenmanagement zentralisierte Verwaltung und Speicherung produktbezogener Daten, wie Zeichnungen, Bilder, Texte, Kalkulationen, NC-Programme, Erzeugnisstrukturen, etc., nach einer Ablagesystematik Klassifizierung parametrisierte Verwaltung von Produktkomponenten nach Sachmerkmalen mit Such- und Selektionsfunktionen Produktstrukturmanagement Erstellung von Erzeugnisstrukturen, Generierung von Stücklisten, Teileverwendungsnachweisen
 genannt, umfasst die Verwaltung aller Daten eines Produkts. PDM-Systeme werden als eigenständige Systeme mit Schnittstellen zu ERP- und CAD-Systemen eingesetzt oder sind als Komponente im ERP- System vorhanden. Funktionen von PDM-Systemen (1): Dokumentenmanagement zentralisierte Verwaltung und Speicherung produktbezogener Daten, wie Zeichnungen, Bilder, Texte, Kalkulationen, NC-Programme, Erzeugnisstrukturen, etc., nach einer Ablagesystematik. Klassifizierung parametrisierte Verwaltung von Produktkomponenten nach Sachmerkmalen mit Such- und Selektionsfunktionen. Produktstrukturmanagement Erstellung von Erzeugnisstrukturen, Generierung von Stücklisten, Teileverwendungsnachweisen.")
54
Funktionen von PDM-Systemen (2):
Variantenmanagement Aufbau von auftragsneutralen Produktstrukturen mit den Varianten eines Produkts Konfigurationsmanagement Erstellung und Dokumentation von Konfigurationen Freigabe- und Änderungsmanagement Verfolgung von Änderungen und Freigaben im Zeitablauf, Revisionsverwaltung Workflow-Management Organisation und Kontrolle des Informationsflusses zwischen den Stellen in einer Prozesskette Projektmanagement Planung, Steuerung und Überwachung von Projekten Langzeitarchivierung

55
Produktlebenszyklusmanagement (PLM):
Erweiterung des PDM um ein durchgängiges Konfigurations-, Anforderungs- und Projektmanagement über den gesamten Produktlebenszyklus hinweg. Quelle: Anbieter: siehe Business-Portal: EDMPDM.de => EDM/PDM-Systeme

56
Beispiele: SAP ERP Solution Map:
Quelle:

57
Microsoft Dynamics NAV:
Quelle:

58
ams-erp-System: Quelle:

59
Viele Anbieter oder Systemhäuser haben spezielle Branchenlösungen entwickelt. Dabei wird das Standardpaket entsprechend den Anforderungen der Branche vorkonfiguriert und um branchenspezifische Funktionalität ergänzt, siehe z.B. Sage bäurer. Quelle

60
Daneben gibt es Anwendungssysteme, die für die spezifischen Anforderungen einer Branche entwickelt wurden (Branchensoftware). Auch bei dieser Art von Software wird gelegentlich von Branchenlösung gesprochen. Beispiel: MICROS-Fidelio

61
Anbieter von PPS- bzw. ERP-Systemen:
Quellen: Fa. Trovarit (s.a. Marktspiegel (Auszüge)) Software-Marktplatz SoftGuide Einzelne Anbieter (Auswahl ohne Wertung): SAP AG (SAP ERP, Branchen) Oracle (E-Business Suite) proAlpha (ERP) Microsoft Dynamics (z.B. NAV) infor business solutions AG (infor) sage u.v.m.
) Software-Marktplatz. SoftGuide. Einzelne Anbieter (Auswahl ohne Wertung): SAP AG (SAP ERP, Branchen) Oracle (E-Business Suite) proAlpha (ERP) Microsoft Dynamics (z.B. NAV) infor business solutions AG (infor) sage. u.v.m.")
62
4.1.3 Betriebsdatenerfassung (BDE)
Ein BDE-System dient der automatischen und manuellen Erfassung der Istdaten im Produktionsprozess am Ort der Entstehung. Es handelt sich meist um gesonderte Hard- und Softwaresysteme, die über Schnittstellen mit dem PPS/ERP-System gekoppelt sind. Ausgangspunkte sind die Fertigungsaufträge mit den Arbeitsplänen. Relevante Betriebsdaten: Fertigungsauftragsdaten (Anfang, Ende von Arbeitsgängen, Rüstzeiten, Freigabe, Fertigstellung von Fertigungsaufträgen produzierte Mengen, Ausschuss, Qualitätsangaben) Maschinendaten (Belegungszeiten, Stillstandzeiten, Wartung, Störgründe, gefertigte Mengen) Werkzeug- und Vorrichtungsdaten Materialdaten Personaldaten (An- und Abwesenheit, Akkord- u. a. Entlohnungsdaten).
 Maschinendaten (Belegungszeiten, Stillstandzeiten, Wartung, Störgründe, gefertigte Mengen) Werkzeug- und Vorrichtungsdaten. Materialdaten. Personaldaten (An- und Abwesenheit, Akkord- u. a. Entlohnungsdaten).")
63
Die Betriebsdatenerfassung liefert wichtige Rückmeldungen für die Produktionsplanung und –steuerung (z.B. für die Auftragsfort-schrittskontrolle) sowie die Nachkalkulation. Die Betriebsdaten werden nahezu in Echtzeit über BDE-Terminals oder Computer vom Werker mittels Tastatur oder Barcodescanner eingegeben oder automatisch über die Maschine (Prozessdaten) erfasst. Anbieter: Isgus:ZEUS büll informatik u.a. Beispiele für Terminals: (Kaba)
 erfasst. Anbieter: Isgus:ZEUS. büll informatik. u.a. Beispiele für Terminals: (Kaba)")
64
4.1.4 Manufacturing Execution System (MES)
MES stellt ein Produktionsleitsystem zur Planung, Optimierung, Überwachung und Steuerung von Produktionsabläufen dar. ehemalige Quelle:

65
Dazu müssen die Daten der Ressourcen und Prozesse erfaßt werden.
Ein MES liefert zeitnahe Informationen für die operativen, produktionsnahen Einheiten wie Arbeitsvorbereitung, Fertigungsleiter, Instandhaltung, Qualitätssicherung und Meister. Dazu müssen die Daten der Ressourcen und Prozesse erfaßt werden. Quelle: Kletti, J. (Hrsg.): MES Manufacturing Execution System. Springer 2006.
: MES Manufacturing Execution System. Springer")
66
Funktionen von MES: Zielsetzungen:
Erfassung umfangreicher Daten (Maschinen- und Prozessdaten, Personalzeit,… ) aus dem Fertigungsprozess Planungs-, Steuerungs- und Auswertungsfunktionen Material- und Produktionslogistik Werkzeug- und Ressourcenmanagement Leitstand mit Fertigungssteuerung: Echtzeitsteuerung des Produktionsprozess mit rascher Reaktion auf Änderungen und Störungen Unterstützung der Qualitätssicherung und Instandhaltung Personaleinsatzplanung Berechnung von Kennzahlen wie Nutzungsgrade, Ausschussquoten,... Zielsetzungen: Transparenz über die wertschöpfenden Prozesse Optimierung der Produktionsabläufe Verringerung von Umlauf- und Lagerbeständen, Warte- und Liegezeiten
 aus dem Fertigungsprozess. Planungs-, Steuerungs- und Auswertungsfunktionen. Material- und Produktionslogistik. Werkzeug- und Ressourcenmanagement. Leitstand mit Fertigungssteuerung: Echtzeitsteuerung des Produktionsprozess mit rascher Reaktion auf Änderungen und Störungen. Unterstützung der Qualitätssicherung und Instandhaltung. Personaleinsatzplanung. Berechnung von Kennzahlen wie Nutzungsgrade, Ausschussquoten,... Zielsetzungen: Transparenz über die wertschöpfenden Prozesse. Optimierung der Produktionsabläufe. Verringerung von Umlauf- und Lagerbeständen, Warte- und Liegezeiten.")
67
MES in den einzelnen Abteilungen (1): s. a. Kletti, J. (Hrsg
MES in den einzelnen Abteilungen (1): s.a. Kletti, J. (Hrsg.): MES Manufacturing Execution System. Springer 2006. im Meisterbüro Übersichten zu Aufträgen und Maschinen zum schnellen Erkennen von Problemsituationen Planungstools zum Festlegen der Bearbeitungsreihenfolge von Aufträgen und zum Umplanen von Aufträgen Urlaubs- und Fehlzeitenplanung als Teil der Personaleinsatzplanung aktuelle Übersichten zu den an- und abwesenden Mitarbeitern auftrags- und personalbe- zogene Schichtprotokolle Stillstandauswertungen zu Maschinen und Anlagen Übersichten zu den aktuell gefertigten Qualitäten. Quelle: Kletti, MES, 2006
: s.a. Kletti, J. (Hrsg.): MES Manufacturing Execution System. Springer im Meisterbüro Übersichten zu Aufträgen und Maschinen zum schnellen Erkennen von Problemsituationen Planungstools zum Festlegen der Bearbeitungsreihenfolge von Aufträgen und zum Umplanen von Aufträgen Urlaubs- und Fehlzeitenplanung als Teil der Personaleinsatzplanung aktuelle Übersichten zu den an- und abwesenden Mitarbeitern auftrags- und personalbe- zogene Schichtprotokolle Stillstandauswertungen zu Maschinen und Anlagen Übersichten zu den aktuell gefertigten Qualitäten. Quelle: Kletti, MES,")
68
MES in den einzelnen Abteilungen (2): s. a. Kletti, J. (Hrsg
MES in den einzelnen Abteilungen (2): s.a. Kletti, J. (Hrsg.): MES Manufacturing Execution System. Springer 2006. in der Arbeitsvorbereitung und Fertigungssteuerung Auftragsübergreifende Übersichten zum Fertigungsfortschritt Feinplanungswerkzeuge auf Basis grafischer Plantafeln Verfügbarkeitsprüfungen (Maschinen, Werkzeugen, Personal, Material) Auftrags- und Artikelstatistiken Controlling und Management Auswertungen zum Auslastungsgrad von Produktionskapazitäten Unterstützung des kontinuierlichen Verbesserungsprozesses durch langfristige Beobachtung von Nutzgraden und anderen Kennzahlen Verdichtete Auswertungen und Statistiken zu Krankheitsstand, Lieferproblemen, Terminverletzungen, Ausschussentwicklung Entwicklung der Liegezeiten etc. Personalabteilung aktuelle An- und Abwesenheitslisten, Abgleich mit Produktivzeiten Berechnung von Leistungs- und Prämienlöhnen
: s.a. Kletti, J. (Hrsg.): MES Manufacturing Execution System. Springer in der Arbeitsvorbereitung und Fertigungssteuerung Auftragsübergreifende Übersichten zum Fertigungsfortschritt Feinplanungswerkzeuge auf Basis grafischer Plantafeln Verfügbarkeitsprüfungen (Maschinen, Werkzeugen, Personal, Material) Auftrags- und Artikelstatistiken. Controlling und Management Auswertungen zum Auslastungsgrad von Produktionskapazitäten Unterstützung des kontinuierlichen Verbesserungsprozesses durch langfristige Beobachtung von Nutzgraden und anderen Kennzahlen Verdichtete Auswertungen und Statistiken zu Krankheitsstand, Lieferproblemen, Terminverletzungen, Ausschussentwicklung Entwicklung der Liegezeiten etc. Personalabteilung aktuelle An- und Abwesenheitslisten, Abgleich mit Produktivzeiten Berechnung von Leistungs- und Prämienlöhnen.")
69
MES in den einzelnen Abteilungen (3): s. a. Kletti, J. (Hrsg
MES in den einzelnen Abteilungen (3): s.a. Kletti, J. (Hrsg.): MES Manufacturing Execution System. Springer 2006. in der Instandhaltung Grafischer Maschinenpark mit aktueller Anzeige der Maschinenzustände Wartungskalender für Maschinen und Werkzeuge Störgrundstatistiken und Kennzahlen in der QS-Abteilung Generieren von Prüfaufträgen Erfassen von Chargen- und Los-Informationen Generieren eines Entstehungsnachweises für Zwischen- und Fertigprodukte bzw. eines Verwendungsnachweises für Rohmaterial und Halbzeuge.
: s.a. Kletti, J. (Hrsg.): MES Manufacturing Execution System. Springer in der Instandhaltung Grafischer Maschinenpark mit aktueller Anzeige der Maschinenzustände Wartungskalender für Maschinen und Werkzeuge Störgrundstatistiken und Kennzahlen. in der QS-Abteilung Generieren von Prüfaufträgen Erfassen von Chargen- und Los-Informationen Generieren eines Entstehungsnachweises für Zwischen- und Fertigprodukte bzw. eines Verwendungsnachweises für Rohmaterial und Halbzeuge.")
70
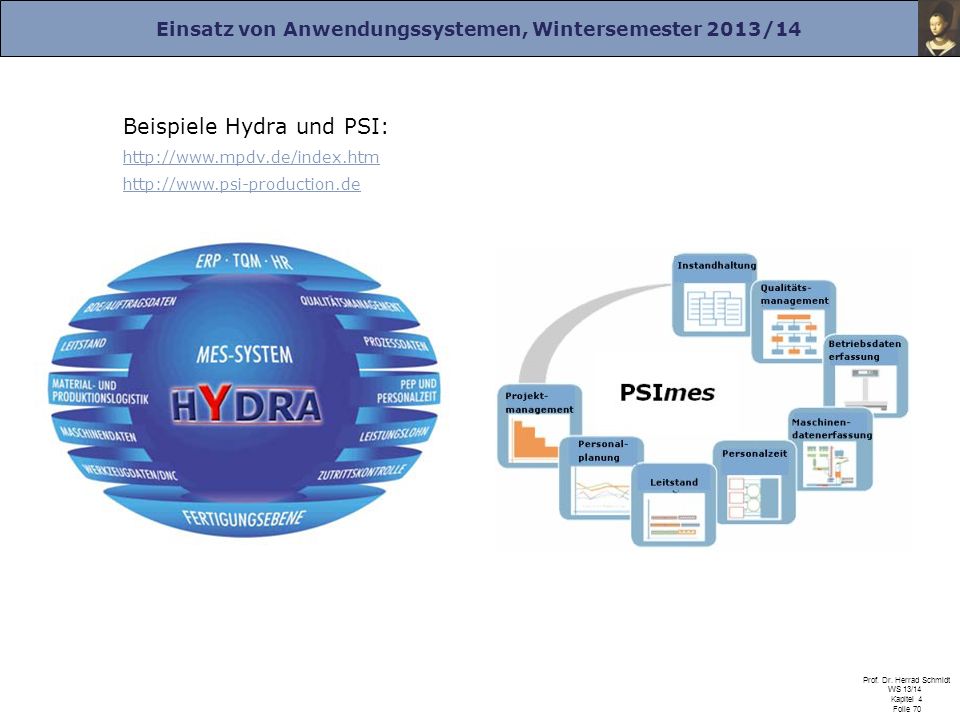
Beispiele Hydra und PSI:
71
ehemalige Quelle: http://www.gsi-berlin.de/index.php

72
Voraussetzung für den Einsatz ist die Anbindung an ein ERP-System
Voraussetzung für den Einsatz ist die Anbindung an ein ERP-System. Aus diesem werden die Basisdaten (Fertigungsaufträge und –pläne) entnommen. „Deshalb muss sich die gesamte Bandbreite der Systeme innerhalb eines Fertigungsunternehmens in die ERP-Lösung einbinden lassen. Darunter fällt alles von der Zugangskontrolle bis zur Qualitätssicherung, vom individuell programmierten Prozessleitsystem bis hin zum Erfassungssystem oder gar zu Maschinen und Aggregaten. Nur auf diese Weise besteht die Chance, die in der Fertigung auch heute noch anzutreffenden Insellösungen zu überwinden.“ Quelle:
 entnommen. „Deshalb muss sich die gesamte Bandbreite der Systeme innerhalb eines Fertigungsunternehmens in die ERP-Lösung einbinden lassen. Darunter fällt alles von der Zugangskontrolle bis zur Qualitätssicherung, vom individuell programmierten Prozessleitsystem bis hin zum Erfassungssystem oder gar zu Maschinen und Aggregaten. Nur auf diese Weise besteht die Chance, die in der Fertigung auch heute noch anzutreffenden Insellösungen zu überwinden. Quelle:")
73
Durchblick im Begriffsdschungel der Business-Software
Quelle: Einen guten Überblick über die in diesem Abschnitt verwandten Begriffe und Abkürzungen gibt der Artikel von Albert und Fuchs: Durchblick im Begriffsdschungel der Business-Software

Ähnliche Präsentationen







>")


 U N I V E R S I T Ä T H A M B U R G November 2011.>")
 U N I V E R S I T Ä T H A M B U R G November 2011.>")
Media Landesanstalt für Kommunikation Baden-Württemberg (LFK) Landeszentrale für Medien und Kommunikation.>")


>")






