Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Technologie der Bierherstellung
K. Lösche SS 2008

2
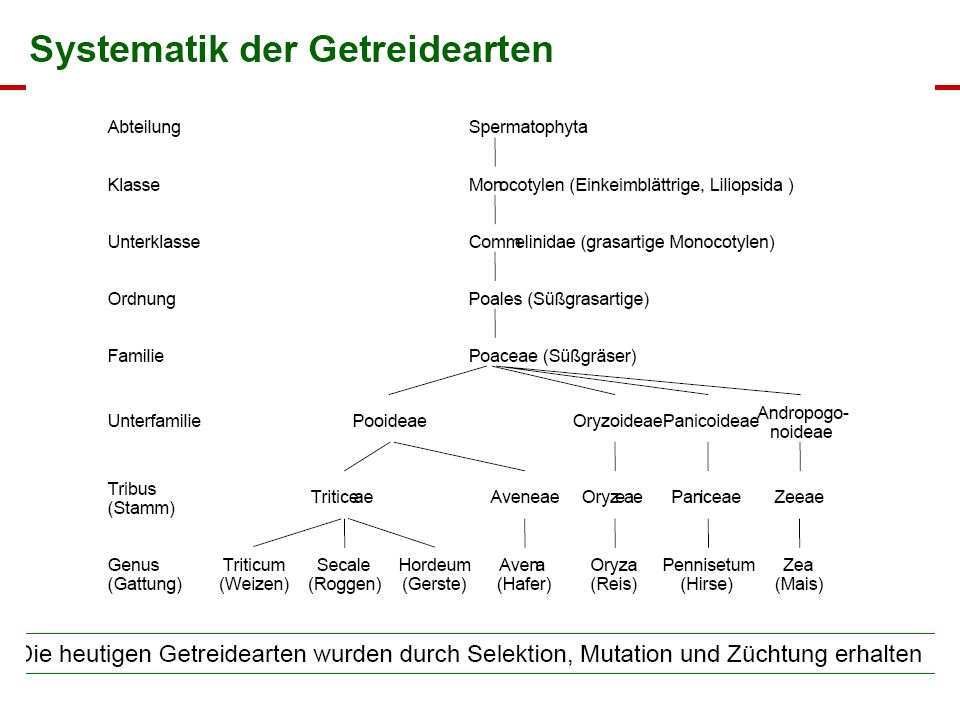
1 Die Rohstoffe Nach Reinheitsgebot von 1516 darf Bier nur aus
Gerste, Hopfen, Wasser, Hefe hergestellt werden

3
Technologie der Bierherstellung

4
Technologie der Bierherstellung

5
Technologie der Bierherstellung

6
Technologie der Bierherstellung

7
Technologie der Bierherstellung

8
Technologie der Bierherstellung

9
Technologie der Bierherstellung

10
Technologie der Bierherstellung

11
Technologie der Bierherstellung

12
Technologie der Bierherstellung

13
Technologie der Bierherstellung

14
Technologie der Bierherstellung

15
Technologie der Bierherstellung

16
Technologie der Bierherstellung

17
Technologie der Bierherstellung

24
1.1 Die Gerste Aus spezieller Braugerste (o.a. Weizen) wird beim Mälzen durch Weichen, Keimen und Darren Gerstenmalz bzw. Weizenmalz hergestellt, das zur Bierherstellung verwendet werden kann. Als Braugerste eignet sich v.a. die zweizeilige Sommergerste. Hochwertige Braugerste zeichnet sich durch einen hohen Stärkegehalt, einen mäßigen Eiweißgehalt, eine gute Keimfähigkeit und gutes Quellvermögen aus.
 wird beim Mälzen durch Weichen, Keimen und Darren Gerstenmalz bzw. Weizenmalz hergestellt, das zur Bierherstellung verwendet werden kann. Als Braugerste eignet sich v.a. die zweizeilige Sommergerste. Hochwertige Braugerste zeichnet sich durch einen hohen Stärkegehalt, einen mäßigen Eiweißgehalt, eine gute Keimfähigkeit und gutes Quellvermögen aus.")
25
Schematische Darstellung der Kornentwicklung bei Weizen
Reifegrad Ernte Wassergehalt 1000-Korn-Gewicht 1000-Korn-Volumen Befeuchtung - 3-4 Wochen Milchreife > 60%-45% 2-3 Wochen 51 % 29 g 53 ml Gelbreife ~ 40%-20% E1 30% 42 g 43 ml Vollreife ~ 16% 35 ml 1 Woche E2 (= Mahdresch-ernte 16% Totreife E2 < 16& Auswuchs ~ 35%

26
Reifestation des Getreides
Reifestadium Eigenschaften Milchreife, Fruchtbildung Korn entwickelt, grünlich weich, milchiger Mehlkern, 50% Feuchte Teigreife, Samenreife Mehlinhaltstoffe bereits geringfügig verdichtet, Fingernageleindruck reversibel, 40% Feuchte Gelbreife Korn gelb, fest, Fingernageleindruck irreversibel, aber noch zu feucht, 30% Feuchte Vollreife Weitere Verdichtung der Nährstoffe, kann nur schwer mit dem Fingernagel eingedrückt werden, 16-20% Feuchte Totreife, Absterben Korn wird spröde, kann nicht mehr mit dem Daumennagel eingedrückt werden.

27
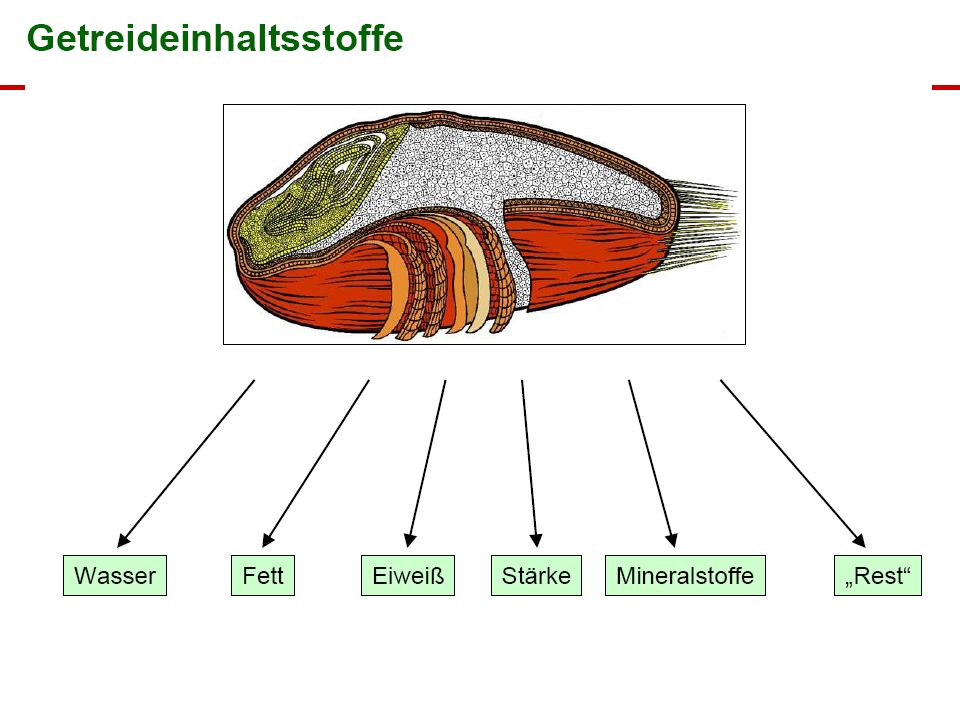
Zellatmung : Beispiel Getreide
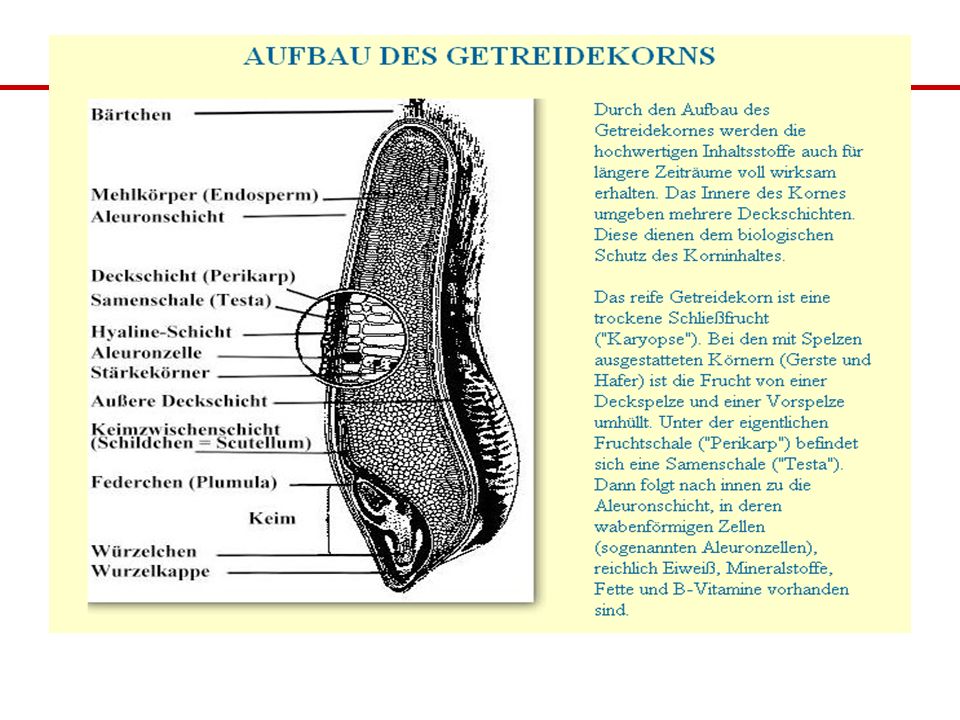
Getreidekörner besitzen alle eine Schale (Schutzschicht), ein stärkehaltiges Endosperm (Reservestoffe für die Keimung) und einen Keimling ( Anlage für eine neue Pflanze). Die einzelnen Gewebe sind aus Zellen aufgebaut, welche sich durch ihre Form, Funktion und Grösse voneinander unterscheiden. Einige dieser Zellen sind lebend und haben einen eigenen Stoffwechsel. Die lebenden Zellen atmen, wobei Glucose zusammen mit Sauerstoff mit Hilfe von Enzymen zu Co2 , Wasser, und Energie umgewandelt wird: C6 H 6 C02 +6 H20 + Energie ( Wärme und ATP). Durch die Atmung wird Trockensubstanz ( Stärke, Zucker) zu Kohlendioxid, Wasser und Wärme umgewandelt ( Gewichtsverlust).
, ein stärkehaltiges Endosperm (Reservestoffe für die Keimung) und einen Keimling ( Anlage für eine neue Pflanze). Die einzelnen Gewebe sind aus Zellen aufgebaut, welche sich durch ihre Form, Funktion und Grösse voneinander unterscheiden. Einige dieser Zellen sind lebend und haben einen eigenen Stoffwechsel. Die lebenden Zellen atmen, wobei Glucose zusammen mit Sauerstoff mit Hilfe von Enzymen zu Co2 , Wasser, und Energie umgewandelt wird: C6 H 6 C02 +6 H20. + Energie ( Wärme und ATP). Durch die Atmung wird Trockensubstanz ( Stärke, Zucker) zu Kohlendioxid, Wasser und Wärme umgewandelt ( Gewichtsverlust).")
28
Aufbau eines Getreidekorns
Schale besteht aus verschiedenen Schichten mit Zellen ohne eigenen Stoffwechsel (keine Atmung) Aleuronzellen bestehen aus lebenden Zellen (Atmung) Keimling und Scutellum sind aus lebenden Zellen aufgebaut (Atmung) Stärkehaltiges Endosperm ist aus Zellen aufgebaut, die keinen eigenen Stoffwechsel haben (keine Atmung).
 Aleuronzellen bestehen aus lebenden Zellen (Atmung) Keimling und Scutellum sind aus lebenden Zellen aufgebaut (Atmung) Stärkehaltiges Endosperm ist aus Zellen aufgebaut, die keinen eigenen Stoffwechsel haben (keine Atmung).")
34
Schematischer Aufbau eines Getreidekorns
Schale besteht aus verschiedenen Schichten mit Zellen ohne eigenen Stoffwechsel (keine Atmung). Aleuronzellen bestehen aus lebenden Zellen (Atmung). Keimling und Scutellum sind aus lebenden Zellen aufgebaut (Atmung). Stärkehaltiges Endosperm (Mehlkörper) ist aus Zellen aufgebaut, die keinen eigenen Stoffwechsel haben (keine Atmung)
. Aleuronzellen bestehen aus lebenden Zellen (Atmung). Keimling und Scutellum sind aus lebenden Zellen aufgebaut (Atmung). Stärkehaltiges Endosperm (Mehlkörper) ist aus Zellen aufgebaut, die keinen eigenen Stoffwechsel haben (keine Atmung)")
35
Atmungsstoffwechsel Lebende Zellen des Getreides atmen: Glucose wird in Gegenwart von Sauerstoff mit Hilfe von Enzymen zu Kohlendioxid, Wasser und Energie umgewandelt. C6H12O6 + 6O2 6CO2 + 6H2O Energie (Wärme + ATP1) 1) ATP (Adenosintriphosphat) ist chemische Energie, die von lebenden Zellen für die verschiedenen Stoffwechselreaktionen direkt genutzt werden kann. Enzyme
 1) ATP (Adenosintriphosphat) ist chemische Energie, die von lebenden Zellen für die verschiedenen Stoffwechselreaktionen direkt genutzt werden kann. Enzyme.")
36
Faktoren, welche den Keimungsvorgang beeinflussen
Keimbereitschaft des Kornes: Nach der Ernte muss das Korn einer sortenspezifischen, kritischen Temperatursumme ausgesetzt sein, damit die natürliche Keimruhe überwunden werden kann. Feuchtigkeit : min. 30%-35% max. 42%-46% Temperatur: min. 2°C-8°C opt. 25°C max. <42°C Sauerstoff: Im Stadium der Keimung herrscht eine intensive Atmungstätigkeit in den lebenden Zellen des Kornes Alter: Mit zunehmender Lagerungsdauer wird die Keimbereitschaft der verschiedenen Getreidearten reduziert bis das Korn nicht mehr keimfähig ist. Allgemeiner Gesundheitszustand: Das Saatgetreide sollte mechanisch nicht beschädigt sein. Durch das „Beizen“ wird verhindert, dass sich Schimmelpilze entwickeln können.

37
Faktoren, welche den Keimungsvorgang beeinflussen
Pflanzenhormone: Wie alle anderen Entwicklungsstadien wird auch die Keimung durch spezifische Wachstumsregulatoren initiiert. Solche Pflanzenhormone werden in der Pflanze selbst durch Temperatur- oder Lichtreize (Tageslänge) produziert und aktivieren die entsprechenden Enzyme, welche dann den neuen Wachstumsabschnitt einleiten: Beispiele von Pflanzenhormonen: Gibberelline: Aktivierung der α-Amylase, Längenwachstum Cytokinine: Zellteilung Auxine: Wachstumspromotoren für Längenwachstum Dormine: Gibberellin-Inhibitoren CCC: Chlorcholinchlorid, ein synthetischer Gibberellin-Inhibitor
 produziert und aktivieren die entsprechenden Enzyme, welche dann den neuen Wachstumsabschnitt einleiten: Beispiele von Pflanzenhormonen: Gibberelline: Aktivierung der α-Amylase, Längenwachstum. Cytokinine: Zellteilung. Auxine: Wachstumspromotoren für Längenwachstum. Dormine: Gibberellin-Inhibitoren. CCC: Chlorcholinchlorid, ein synthetischer Gibberellin-Inhibitor.")
38
Pflanzenhormone

39
Schematische Darstellung des Keimungsvorganges
Schalenteile Aleuron Endosperm Keimling (Embyro) Gibberelline werden mit dem Wasser aus dem Scutellum zu den Aleuronzellen transportiert. Dadurch werden α-Amylase und weitere Enzyme aktiviert. ruhendes Korn Enzyme bauen Substanzen der Endo-sperme ab. Cytokinine und Auxine werden mit den gelösten Abbau-produkten des Endosperms zum Keimling transportiert. Blattanlage und Wurzelanlage beginnen zu wachsen.
 Gibberelline werden mit dem Wasser aus dem Scutellum zu den Aleuronzellen transportiert. Dadurch werden α-Amylase und weitere Enzyme aktiviert. ruhendes Korn. Enzyme bauen Substanzen der Endo-sperme ab. Cytokinine und Auxine werden mit den gelösten Abbau-produkten des Endosperms zum Keimling transportiert. Blattanlage und Wurzelanlage beginnen zu wachsen.")
40
Der Keimvorgang Von der Reife bis zum Auswuchs verändern sich die Enzymaktivitäten des Getreidekornes, wodurch die Inhaltstoffe des Endosperms abgebaut werden. Dadurch entstehen neue Substanzen, die andere Eigenschaften haben als ihre Ausgangsstoffe: α-Amylase β-Amylase Stärke Dextrine Maltose Endoproteasen Exoproteasen Protein Polypeptide Aminosäuren

41
Enzymaktivitäten während des Keimungsvorganges (schematisiert)
andere Enzyme β-Amylase α-Amylase Proteasen Tage Weichen Keimen Darren Einfluss des Mälzens auf die Enzymaktivitäten

42
Technologie der Malzmehl- und Malzextraktbereitung
Produktion Technologie der Malzmehl- und Malzextraktbereitung Unter Mälzen ist das Keimenlassen von Getreidearten unter künstlich geschaffenen bzw. gesteuerten Umweltbedingungen zu verstehen. Der Zweck des Mälzens ist hauptsächlich die Gewinnung von Aromastoffen und Enzymen. Das Endprodukt der Keimung ist das Grünmalz, durch Trocknen und Darren wird es zum Darrmalz. Gemahlenes Darrmalz ist unser Malzmehl. Zur Mahlextraktbereitung werden Inhaltstoffe des Darrmalzes gelöst bzw. in lösliche Form umgewandelt. Die Lösung dieser Stoffe, die von noch vorhandenen festen Bestandteilen getrennt wurde, heißt Würze. Durch Wasserentzug erhält man eine stark konzentrierte Würze, den Malzextrakt. Mit Hilfe des folgenden Schemas wollen wir die Herstellung von Malzmehl, Malzextrakt und Trockenmalzextrakt verdeutlichen.

43
Herstellung von Malzmehl
fahrbare Schnecke mit Berieselung Grünmalz Weiche Luft Getreidesilo Das Getreide wird in Wasser eingeweicht und nimmt die zum Keimen notwendige Feuchtigkeit auf (45-50% Wasser) Keimkasten Das Getreide kommt zum Keimen. Durch Belüften, Feuchthalten, Temperaturführung und Auflockern wird die Keimung gesteuert.
 Keimkasten. Das Getreide kommt zum Keimen. Durch Belüften, Feuchthalten, Temperaturführung und Auflockern wird die Keimung gesteuert.")
44
Grünmalz Zur Unterbrechung der Keimung wird das Grünmalz auf ca. 6-8% Wassergehalt getrocknet (gedarrt) Darren bei niederen Temperaturen (bis 60°C) Enzyme bleiben erhalten, wenig Aroma = helles Darrmalz“ Darren bei hohen Temperaturen (bis 100°C) Enzyme werden weitgehend zerstört, viel Aroma = „dunkles Darrmalz“ oder „Aromamalz“ Darre Warmluft Darrmalz Malzsilos Das Darmmalz wird auf den gewünschten Feinheitsgrad zu Malzmehl gemahlen. Mühle Kleie Sichter (Siebe) zur Weiterverarbeitung zu Malzextrakt Mischer In einem Mischer werden Unter-schiede verschiedener Partien ausgeglichen Malzmehl
 Enzyme bleiben erhalten, wenig Aroma. = helles Darrmalz Darren bei hohen Temperaturen (bis 100°C) Enzyme werden weitgehend zerstört, viel Aroma. = „dunkles Darrmalz oder „Aromamalz Darre. Warmluft. Darrmalz. Malzsilos. Das Darmmalz wird auf den gewünschten Feinheitsgrad zu Malzmehl gemahlen. Mühle. Kleie Sichter (Siebe) zur Weiterverarbeitung zu Malzextrakt. Mischer. In einem Mischer werden Unter-schiede verschiedener Partien ausgeglichen. Malzmehl.")
45
Herstellung von Malzextrakt
Darrmalz In der Schrotmühle wird das Malz grob vermahlen. Schrotmühle Wasser Maischbottich Rührwerk Im Läuterbottich werden die unlöslichen Bestandteile (Treber) von der Würze abgetrennt. Dies geschieht mit Hilfe eines Siebbodens. Die von der groben Vermahlung in der Schrotmühle noch erhaltenen Spelzen diene als Filterschicht. Läuterbottich Würze Im Vakuum wird die Würze bei niederen Temperaturen (40-70°C) schonend auf die gewünschte Konzentration eingedampft. Verdampfer Extrakt
 von der Würze abgetrennt. Dies geschieht mit Hilfe eines Siebbodens. Die von der groben Vermahlung in der Schrotmühle noch erhaltenen Spelzen diene als Filterschicht. Läuterbottich. Würze. Im Vakuum wird die Würze bei niederen Temperaturen (40-70°C) schonend auf die gewünschte Konzentration eingedampft. Verdampfer. Extrakt.")
46
Lecithin, Milchsäure Extrakt Mischer In einem Mischer werden ver-schiedene Zutaten beigegeben um den gewünschten Extrakt zu erhalten. Abfüllung Fässer Malzextrakt Malzextrakt Staub- abschneider Die Bereitung von Trockenmalzextrakt geschieht mit Hilfe von Sprühtürmen. Der Malzextrakt wird fein zerstäubt und rieselt im Gegenstrom mit warmer Luft nach unten. Der Sprühturm muss so dimensioniert sein, dass der Extrakt am Boden trocken ankommt. Dort wird er über eine Schleuse entnommen. Zerstäuberdüse (rotiert mit hoher Drehzahl) Heißluft Trockenextrakt
 Heißluft. Trockenextrakt.")
47
Weizen- und Gerstenmalz
Maischen: vollständiger enzymatischer Stärkeabau in Maltose, Dextrine und Glucose Zerkleinern Abläutern: Abfiltern der unlöslichen Bestandteile Malzextrakte dickflüssig Konzentrieren: Eindampfen in Vakuum Malzmehl Trocknen: Walzen, Sprüh- oder Vakuumtrocknung MALZEXTRAKTPULVER Abbildung : Verfahrensablauf bei der Gewinnung von Malzprodukten

51
EBC –Einheiten (European Brewery Convention)
Verschiedene Darrmalze unterscheiden sich durch die Dauer und Temperatur des Trocknens. Ihre Farbtiefe wird in EBC-Einheiten angegeben. Pilsener Bier basiert auf hellem Malz, das bei Temperaturen unter 70 °C getrocknet wurde. Malz für dunkle Biere verlangt Temperaturen bis zu 105 °C. Durch Rösten bis zu Temperaturen von 200 °C entstehen Caramel-, Röst- oder Farbmalze, die in geringen Mengen helleren Malzen zugemischt werden um die Farbe des Bieres zu vertiefen. Beispiele : Pilsner Malz : EBC 3-5 für alle hellen Biere; Wiener Malz: EBC 7-9 für goldfarbige Biere wie Export- und Märzenbiere; Münchner Malz, dunkel: EBC für Fest- und Starkbiere; Caramelmalz, hell : EBC für dunkle Biere und Malzbiere, Caramelmalz, mittel: für Braun- und Bockbiere, Stouts, Porters; Farbmalz: EBC für Schwarz- und dunkle Starkbiere

53
Zusammensetzung handelsüblicher Malzmehle
Wasser 5-10 % red. Zucker (ber. als Maltose) 5 – 8% Stärke 53 – 57% Eiweiß (Nx5,8) 10 – 12 % Mineralstoffe 1 – 2 % Alpha-Amylase (ICC-Einheiten*/g) *nach ICC-Standard 108
 5 – 8% Stärke. 53 – 57% Eiweiß (Nx5,8) 10 – 12 % Mineralstoffe. 1 – 2 % Alpha-Amylase (ICC-Einheiten*/g) *nach ICC-Standard 108.")
54
Tabelle 4: Zusammensetzung handelsüblicher, enzymaktiver Malzextrakte
Wasser 18-23 % red. Zucker (ber. als Maltose) 48 – 60% Maltose 27 – 39% Glucose 5 –9 % Dextrine 7 – 13 % Eiweiß (Nx5,8) Mineralstoffe 3 – 8 % Alpha-Amylase (ICC-Einheiten*/g) *nach ICC-Standard 108
 48 – 60% Maltose. 27 – 39% Glucose. 5 –9 % Dextrine. 7 – 13 % Eiweiß (Nx5,8) Mineralstoffe. 3 – 8 % Alpha-Amylase (ICC-Einheiten*/g) *nach ICC-Standard 108.")
55
Temperaturcharakteristika von stärkeabbauenden Enzymen
Enzymtyp Topt (°C) T50 (°C) Malz-alpha-Amylase 55 – 60 65 – 75 Pilz-alpha-Amylase 50 –55 60 – 70 Bakterien-alpha-Amylase 70 – 80 85 – 90 Topt = Temperatur, bei der das Enzym seine höchste Aktivität aufweist T50 = „Halbwertstemperatur“ (Temperatur, bei der das Enzym 50% seiner höchsten Aktivität aufweist
 T50 (°C) Malz-alpha-Amylase. 55 – – 75. Pilz-alpha-Amylase. 50 – – 70. Bakterien-alpha-Amylase. 70 – – 90. Topt = Temperatur, bei der das Enzym seine höchste Aktivität aufweist. T50 = „Halbwertstemperatur (Temperatur, bei der das Enzym 50% seiner höchsten Aktivität aufweist.")
56
1.2 Der Hopfen Die Bitterstoffe (v.a. alpha-Säuren oder Humulone) sind die wertvollsten und charakteristischen Bestandteile des Hopfens. Sie verleihen dem Bier den bitteren Geschmack, begünstigen die Stabilität des Schaumes und erhöhen durch ihre antiseptische Eigenschaften die biologische Haltbarkeit des Bieres. Hopfen wird heutzutage in Form von Naturhopfen, Hopfenpellets oder Hopfenextrakt zugegeben.
 sind die wertvollsten und charakteristischen Bestandteile des Hopfens. Sie verleihen dem Bier den bitteren Geschmack, begünstigen die Stabilität des Schaumes und erhöhen durch ihre antiseptische Eigenschaften die biologische Haltbarkeit des Bieres. Hopfen wird heutzutage in Form von Naturhopfen, Hopfenpellets oder Hopfenextrakt zugegeben.")
57
Hopfen

58
Hopfen

59
Hopfen

60
Hopfen

61
Hopfen Hopfenbitterstoffe und alpha-Säuren als Geschmacksträger

62
Hopfen

63
1.3 Das Wasser Den größten Rohstoffanteil wird durch das Wasser gebildet, das durch viele Vorgänge bei der Herstellung Einfluß auf Charakter und Qualität des Bieres nimmt.Für die Bierherstellung muß das Brauwasser der TrinkwV entsprechen und zusätzlich den brautechnischen Anforderungen genügen, d.h. der pH-Wert muß im günstigen Bereich liegen. Einen großen Einfluß hat hier die Härte des Wassers, die sich aus Carbonathärte und Nichtcarbonathärte zusammensetzt (KH erhöht, die NKH erniedrigt den pH-Wert). In ungünstigen Fällen wird das Wasser aufbereitet, z.B. durch Entkarbonisierung oder Entsalzen.
. In ungünstigen Fällen wird das Wasser aufbereitet, z.B. durch Entkarbonisierung oder Entsalzen.")
64
1.4 Die Hefe Hefen sind einzellige Mikroorganismen, die ihre Energie in Anwesenheit von Sauerstoff (aerob) durch Atmung und in Abwesenheit von Sauerstoff (anaerob) durch Gärung gewinnen können.Bei der Bierherstellung wird der Zucker der Würze von der Hefe unter ausschließlich anaeroben Verhältnissen zu Alkohol vergoren.Neben der alkoholischen Gärung haben auch andere Stoffwechselwege der Hefe einen großen Einfluss auf den Geschmack und den Charakter des Bieres. Diese sind auch von der Art der verwendeten Hefestämme abhängig. Die Brauereikultur-Hefen gehören zur Familie der Saccharomyceten und der Gattung Saccharomyces. Die Gattung Saccharomyces zeichnet sich vor allem dadurch aus, dass sich die Zellen durch Sprossung vermehren. Saccharomyceshefen verursachen immer die alkoholische Gärung.
 durch Atmung und in Abwesenheit von Sauerstoff (anaerob) durch Gärung gewinnen können.Bei der Bierherstellung wird der Zucker der Würze von der Hefe unter ausschließlich anaeroben Verhältnissen zu Alkohol vergoren.Neben der alkoholischen Gärung haben auch andere Stoffwechselwege der Hefe einen großen Einfluss auf den Geschmack und den Charakter des Bieres. Diese sind auch von der Art der verwendeten Hefestämme abhängig. Die Brauereikultur-Hefen gehören zur Familie der Saccharomyceten und der Gattung Saccharomyces. Die Gattung Saccharomyces zeichnet sich vor allem dadurch aus, dass sich die Zellen durch Sprossung vermehren. Saccharomyceshefen verursachen immer die alkoholische Gärung.")
65
2 Vereinfachte Darstellung der Bierbereitung

66
Alkoholische Gärung

67
Verschiedene Gärungen : andere Enzymausstattung der Mikroorganismen

68
Gärungen

69
Sauerstoff als fermentationsauslösender Faktor: Gärung bzw. Atmung

70
Sauerstoff: fermentationsauslösend…

71
Sauerstoff : fermentationsauslösend…

72
Gärungsverfahren in der Lebensmittelherstellung

73
2.1 Die Bierherstellung im Überblick

74
2.2 Die Schrotung Um den Enzymen des Malzes beim Maischen die Möglichkeit zu geben, auf die Inhaltsstoffe des Malzes einzuwirken und sie abzubauen, wird das Malz mechanisch zerkleinert. Dieser Vorgang heißt Schroten, wobei aber die Spelzen erhalten bleiben müssen, da diese später beim Abläutern als Filtermaterial benötigt wird. Es gibt verschiedene Schrotmühlen, die sich nach der Art des Vorgehens unterscheiden: 2-, 4-, 5-, 6-Walzenmühlen; Naß- und Trockenschrotung; Weich-Konditionierung u.a.

75
2.3 Das Maischen Der Zweck des Maischens (Maische = Hauptguß + Schrot) besteht darin, die Stärke restlos zu Zucker und löslichen Dextrinen abzubauen. Dabei bilden sich noch andere Extraktstoffe wie Aminosäuren, Glycerin, Fettsäuren. Die Hauptmenge des Extraktes entsteht beim Maischen durch die Tätigkeit der Enzyme,die man bei ihren Optimaltemperaturen wirken läßt. Bei diesen Temperaturen legt man Rasten ein, um die entsprechenden Enzyme zur Geltung zu bringen. Berücksichtigt werden müssen auch die pH- Optimas der einzelnen Enzyme. Man unterscheidet verschiedene Maischverfahren: Infusions-oder Dekoktionsverfahren sowie Sondermaisch-verfahren zur Verarbeitung von Rohfrucht.
 besteht darin, die Stärke restlos zu Zucker und löslichen Dextrinen abzubauen. Dabei bilden sich noch andere Extraktstoffe wie Aminosäuren, Glycerin, Fettsäuren. Die Hauptmenge des Extraktes entsteht beim Maischen durch die Tätigkeit der Enzyme,die man bei ihren Optimaltemperaturen wirken läßt. Bei diesen Temperaturen legt man Rasten ein, um die entsprechenden Enzyme zur Geltung zu bringen. Berücksichtigt werden müssen auch die pH- Optimas der einzelnen Enzyme. Man unterscheidet verschiedene Maischverfahren: Infusions-oder Dekoktionsverfahren sowie Sondermaisch-verfahren zur Verarbeitung von Rohfrucht.")
76
2.3.1 Der Abbau der Stärke Die verflüssigte Stärke muß von den alpha-und beta-Amylasen restlos zu Maltose und Dextrinen abgebaut werden. Dieses bezeichnet man als Verzuckerung. Die Prüfung erfolgt durch die Jodprobe. Nicht abgebaute Stärke verursacht eine Kleistertrübung im Bier.Alpha-Amylase baut die langen Stärkeketten bis zu kleineren Dextrinen ab. Ihr Optimum liegt zw °C (Verzuckerungsrast) und sie wird bei Temperaturen > 80°C zerstört.Beta-Amylase spaltet von den Kettenenden Maltose ab. Sie wirkt optimal bei 60-65°C (Maltosebildungsrast) wird ab 70°C schnell inaktiviert.
 und sie wird bei Temperaturen > 80°C zerstört.Beta-Amylase spaltet von den Kettenenden Maltose ab. Sie wirkt optimal bei 60-65°C (Maltosebildungsrast) wird ab 70°C schnell inaktiviert.")
77
2.3.2 Der Abbau von Eiweißstoffen
Spätestens beim Würzekochen werden fast alle hoch-molekularen Proteine ausgefällt. In das Bier gelangen nur ihre Abbauprodukte. Bei 45-50°C werden mehr niedermolekulare Eiweißabbau-Produkte, insbesondere Peptide und Aminosäuren, gebildet. Aminosäuren sind von großer Bedeutung für die Hefeernährung (min. 20 mg/100 ml Würze). Bei 60-70°C bilden sich mehr höhermolekulare Abbau-Produkte, die sich für die Schaumstabilität verantwortlich zeichnen und positiv auf den Geschmack auswirken. Diese können aber auch die Alterstrübung im Bier verursachen.
. Bei 60-70°C bilden sich mehr höhermolekulare Abbau-Produkte, die sich für die Schaumstabilität verantwortlich zeichnen und positiv auf den Geschmack auswirken. Diese können aber auch die Alterstrübung im Bier verursachen.")
78
2.3.3 Weitere Abbau- und Lösungs - Vorgänge beim Maischen
• ein Teil der im Malz enthaltenden Lipide wird durch die fettabbauenden Enzyme zu Glycerin und Fettsäuren abgebaut • Abbau des beta-Glucans zur Vermeidung von Filtrations-schwierigkeiten • Organisch gebundene Phosphate werden durch die Phosphatasen gelöst. Sie sind wichtig für die Durchführung der Gärung • Freisetzung von Gerbstoffen und Anthocyanogene aus dem Malz. Niedermolekulare Gerbstoffe haben eine reduzierende Wirkung

79
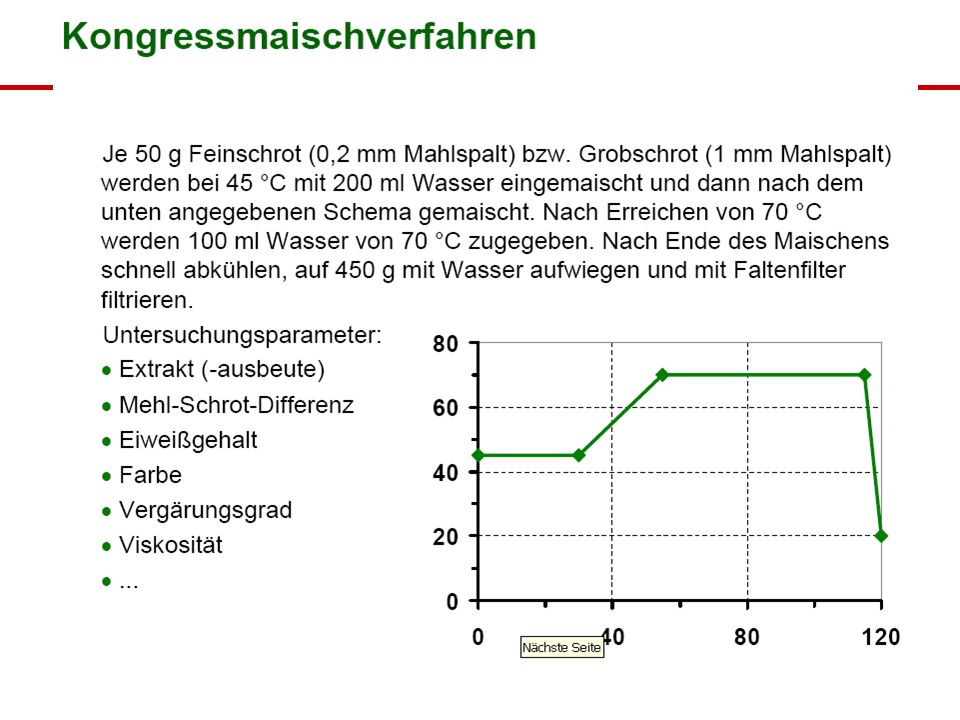
2.3.4 Beispiel für ein Maischverfahren

80
2.4 Das Abläutern Am Ende des Maischprozesses besteht die Maische aus einem Gemisch von gelösten und ungelösten Stoffen. Die wässrige Lösung der Extraktstoffe heißt Würze, die ungelösten Teile bezeichnet man als Treber. Für die Bierherstellung wird nur die Würze verwendet, die daher von den Trebern getrennt werden muß. Dieser Vorgang heißt Abläutern, bei der die Spelzen als natürliches Filtermittel genutzt werden. Ziel ist das Erreichen einer möglichst hohen Extraktausbeute.Der Vorgang teilt sich auf in zwei Phasen: Ablauf der Vorderwürze (Hauptguß) Auswaschen der Treber (Nachgüsse)
 Auswaschen der Treber (Nachgüsse)")
81
2.4.1 Der Hauptguß und die Nachgüsse
Die aus dem Läuterbottich ablaufende Würze wird als Vorderwürze bezeichnet. Ist die Vorderwürze abgelaufen, so muss noch der in den Trebern zurück gebliebene Extrakt mit heißem Wasser herausgelöst werden. Die ablaufenden dünneren Würzen heißen Nachgüsse. Je größer die Nachgüsse, umso höher wird die Extraktausbeute. Aber: Je mehr Wasser durch die Treber läuft, umso mehr Wasser muß später wieder verdampft werden.Mit steigender Temperatur sinkt die Viskosität der Flüssigkeit (= schnelleres Abläutern). Aber: um die alpha-Amylase nicht zu zerstören, ist man gezwungen, beim Abläutern unter 80°C zu bleiben.
. Aber: um die alpha-Amylase nicht zu zerstören, ist man gezwungen, beim Abläutern unter 80°C zu bleiben.")
82
2.5 Die Würzekochung Ziele der Würzekochung:
Lösung und Umwandlung von Hopfenbestandteilen (Isomerisierung der alpha-Säuren) Bildung und Ausscheidung von Eiweiß-Gerbstoff-Verbindungen Verdampfung von Wasser (Einstellung des Stammwürzegehalts) Sterilisation der Würze und Zerstörung der Enzyme Zufärbung und Säuerung der Würze Bildung von reduzierenden Stoffen Am Ende der Kochung wird der Heißtrub im Whirlpool entfernt.
 Bildung und Ausscheidung von Eiweiß-Gerbstoff-Verbindungen. Verdampfung von Wasser (Einstellung des Stammwürzegehalts) Sterilisation der Würze und Zerstörung der Enzyme. Zufärbung und Säuerung der Würze. Bildung von reduzierenden Stoffen. Am Ende der Kochung wird der Heißtrub im Whirlpool entfernt.")
83
2.5.1 Die Durchführung der Würzekochung
Die Kochdauer beträgt min. Man ist daran interessiert, lange und intensiv zu kochen, weil dann noch mehr Bitterstoffe des Hopfens in Lösung gehen und das koagulierbare Eiweiß noch besser ausgeschieden wird. Die Energiekosten steigen aber mit jeder weiteren Minute Kochdauer an, so dass nicht länger als unbedingt nötig gekocht wird. Angestrebt wird eine Bittere, die dem Biertyp entspricht. Die Bittere wird ausgedrückt in Bittereinheiten (BE). Bittereinheiten (BE) = Gehalt in mg Bitterstoffen/l Bier
. Bittereinheiten (BE) = Gehalt in mg Bitterstoffen/l Bier.")
84
2.5.2 Berechnung der Hopfengabe
Will man ein Pilsener mit 32 BE herstellen, so sind 32 mg Bitterstoffe je l Bier anzustreben. Die alpha-Säuren machen ca. 1/3 der Bitterstoffe aus. Die eingebrachten Bitterstoffe gehen nur zu einem Teil ins Bier über. Diese Ausbeute hängt von der betrieblichen Verfahrensweise ab und beträgt ca % bezogen auf das Ausstoßbier. Hier ein Beispiel:32 BE = 32 mg Bitterstoffe/l Bier, d.h. für 350 hl: 1,12 kg Bitterstoffe. Bei einer Bitterstoffausbeute von z.B. 31 % braucht man 3,61 kg alpha-Säure. Bei dem Gebrauch von Pellets Typ 45 mit 9 % alpha-Säure werden 40,1 kg benötigt.Die Hopfengabe erfolgt oft in Teilen, wobei der Aromahopfen erst zum Schluss zugegeben wird.

85
2.5.3 Berechnung der Sudhausausbeute
Die Sudhausausbeute ist ein wichtiges Kriterium für die Arbeit im Sudhaus. Hier ein Beispiel:Für einen Sud Pilsener haben wir eine Schüttung von 4600 kg Malz verwendet und am Ende 331 hl mit 10,7 % Extraktgehalt ausgeschlagen. Die Sudhausausbeute (As) beträgt demnach: Extraktgehalt * Dichte * 0.96 * Ausschlagmenge (hl) As= Schüttung (dt) 11,14 % * 0,96 * 331 hl As= = 76,95 % 46
 beträgt demnach: Extraktgehalt * Dichte * 0.96 * Ausschlagmenge (hl) As= Schüttung (dt) 11,14 % * 0,96 * 331 hl. As= = 76,95 % 46.")
86
2.6 Die Gärung Zur Umwandlung von Würze in Bier müssen die in der Würze enthaltenen Zucker von den Enzymen der Hefe zu Ethanol und Kohlendioxid vergoren werden. Dabei bilden sich Gärungsnebenprodukte, die den Geschmack, den Geruch und andere Werteigenschaften des Bieres wesentlich beeinflussen. Die Bildung und der teilweise Abbau dieser Nebenprodukte ist eng mit dem Stoffwechsel der Hefe verbunden und kann nur in Verbindung damit gebracht werden. Die Gärung teilt sich in folgende Abschnitte auf: •Hauptgärung •Reifung des Jungbieres •Nachgärung (Lagerung)
")
87
2.6.1 Das Anstellen Unter Anstellen versteht der Brauer den Zusatz von Hefe zur Würze, um damit die Gärung einzuleiten. Vorher muss die Würze •abgekühlt (Hefe vergärt bei niedrigen Temperaturen zw. 5-20°C in Abhängigkeit vom Hefestamm) •belüftet (wichtig für die Hefevermehrung) •vom Kühltrub (beeinträchtig die Gärgeschwindigkeit) befreit werden. Pro l Anstellwürze werden etwa 5 g frische Hefe benötigt.
 •belüftet (wichtig für die Hefevermehrung) •vom Kühltrub (beeinträchtig die Gärgeschwindigkeit) befreit werden. Pro l Anstellwürze werden etwa 5 g frische Hefe benötigt.")
88
2.6.2 Die Hefe Die Interessenlage der Hefezelle ist anders geartet als des Brauers. Während der Brauer an den den Gärungsprodukten wie Ethanol und CO2 interessiert ist, sind das für die Hefe Zellgifte. Nur unter aeroben und optimalen Bedingungen kann die Hefe einen maximalen Energiegewinn erzielen und sich vermehren. So muss der Brauer dafür sorgen, daß die notwendigen Bausteine für die Hefevermehrung in der Würze bereitgestellt werden. Zu diesen Bausteinen zählen Aminosäuren, Phosphate, Fettsäuren, Zucker, Sauerstoff, sowie Salze und Spurenelemente. Weitere Einflussfaktoren sind Temperatur und pH- Wert. Um die benötigt Hefemenge zum Anstellen zur Verfügung zu stellen, wird die Hefe in Reinzuchtanlagen hergeführt.

89
2.6.3 Die Hefestämme Die Wahl des geeigneten Hefestammes hängt von dem gewünschten Biertyp ab. Es gibt zum einen unter-und obergärige Hefestämme, die sich im Absetzverhalten unterscheiden. •untergärige Hefe (Saccharomyces carlsbergensis, selten: uvarum) vergärt bei niedrigeren Temperaturen (6-10°C) und setzt sich am Ende der Hauptgärung am Boden ab (typisch: Pilsener Biere). •obergärige Hefe (Saccharomyces cerevisiae; typisch für : Weizenbier, Altbier, Kölsch…) vergärt bei höheren Temperaturen (15-20°C) und scheidet sich zum größten Teil in der Decke aus Des weiteren unterscheiden sich die Hefestämme bzgl. des Bruchbildungsvermögens und hinsichtlich der Bildung von Gärungsnebenprodukten.
 vergärt bei niedrigeren Temperaturen (6-10°C) und setzt sich am Ende der Hauptgärung am Boden ab (typisch: Pilsener Biere). •obergärige Hefe (Saccharomyces cerevisiae; typisch für : Weizenbier, Altbier, Kölsch…) vergärt bei höheren Temperaturen (15-20°C) und scheidet sich zum größten Teil in der Decke aus. Des weiteren unterscheiden sich die Hefestämme bzgl. des Bruchbildungsvermögens und hinsichtlich der Bildung von Gärungsnebenprodukten.")
90
2.6.4 Die Gärungsnebenprodukte
Während der Gärung werden von der Hefe eine Reihe von Stoffwechselprodukten an das Bier abgegeben, die sogenannten Gärungsnebenprodukten. Dabei unterscheidet man •Jungbukettstoffe wie Diacetyl, Aldehyde und Schwefelver-bindungen, die dem Bier nach der Hauptgärung einen unreinen, jungen, unreifen, unharmonischen Geschmack und Geruch verleihen. Ziel der Reifung ist die Entfernung dieser Produkte •Bukettstoffe wie höhere Alkohole und Ester, die wesentlich das Aroma des Bieres bestimmen und in bestimmten Konzentrations-bereichen Voraussetzung für ein Qualitätsbier sind. Diese können auf technologischem Wege nicht wieder aus dem Bier entfernt werden

91
2.6.5 Die weiteren Vorgänge und Umwandlungen bei der Gärung
•Veränderung der Eiweißzusammensetzung •Senkung des pH-Wertes bis auf 4,2-4,6 im Bier •Veränderung der Redoxverhältnisse •Aufhellung der Bierfarbe •Ausscheidung von Gerb-und Bitterstoffen •Lösung des CO2 im Bier in Abhängigkeit von Temperatur und Druck (Lagerung!) •Klärung des Bieres (Lagerung!)
 •Klärung des Bieres (Lagerung!)")
92
2.6.6 Beispiel für ein Gärdiagramm

93
2.6.7 Der Vergärungsgrad Der Vergärungsgrad V gibt an, wieviel Prozent der angestellten Extraktmenge vergoren wurde. Die Bestimmung des Vergärungsgrades ist wichtig am Ende der Hauptgärung (VsGärkeller) und am Ende der Lagerung (VsAusstoß). Der VsAusstoß sollte möglichst nahe am Endvergärungsgrad Vsend liegen Dieser liegt bei hellen Vollbieren zw %. Vergorener Extraktgehalt * 100% V = Extraktgehalt der Anstellwürze
 und am Ende der Lagerung (VsAusstoß). Der VsAusstoß sollte möglichst nahe am Endvergärungsgrad Vsend liegen Dieser liegt bei hellen Vollbieren zw %. Vergorener Extraktgehalt * 100% V = Extraktgehalt der Anstellwürze.")
94
2.7 Die Filtration Bei der Filtration handelt es sich um ein Trennvorgang, bei dem die im Bier noch enthaltenen Hefezellen und andere Trübungsstoffe aus dem Bier entfernt werden. Dabei scheidet man noch solche Stoffe ab, die sich sonst im Verlauf der nächsten Wochen und Monate von allein ausscheiden und eine Trübung des Bieres verursachen.Es gibt heutzutage verschiedene Bauarten von Filter: Kerzenfilter, Rahmenfilter, Pallfilter, Cross-Flow, Massefilter.Wichtig bei der Filtration und in der nachfolgenden Abfüllung: sauerstofffreies Arbeiten! Denn Sauerstoff fördert die Bildung von Alterungscarbonylen (Oxidationsgeschmack).
.")
95
2.7.1 Die Bierfiltration und –abfüllung in der Übersicht

96
2.8 Das fertige Bier : Fakten zur Schaumkrone
Bier wird angezapft und eine dicke Schaumschicht verhindert das Warmwerden des Bieres und schützt die Aromastoffe. Die Schaumbildung ist einfach erklärt: Das Bier wurde mit Kohlendioxid unter Druck abgefüllt und der plötzliche Druckabfall beim Zapfen setzt Gas frei, das in kleinen Bläschen zur Oberfläche aufsteigt. Das passiert allerdings auch beim Öffnen einer Flasche Mineralwasser, Cola oder Sekt. Warum aber bildet nur Bier einen stabilen Schaum? Während der vielstufigen Bierherstellung werden nahezu alle Proteine der Gerste abgebaut oder denaturiert und ausgefällt: Protein- abbauende Enzyme , hohe Temperaturen beim Darren und Würzekochen, Interaktionen mit den Phenolen, hohe Zuckerkonzentrationen und schließlich die hungrigen Hefezellen lassen nichts übrig. Nur wenige Proteine überleben die harschen Bedingungen und gelangen mehr oder weniger stark beschädigt in das Bierglas.

97
2.8.1 Das fertige Bier : Fakten zur Schaumkrone
Glücklicherweise zählt LTP1 ( Lipid Transfer Protein) zu ihnen (siehe Bild rechts). Dieses Protein . dessen Funktion im Gerstenkorn wir noch nicht genau kennen, hat im Brauprozess einigen Schaden erleiden müssen: Seine ursprüngliche dreidimensionale Struktur ging verloren und auch die Aminosäurekette ist nicht mehr ganz vollständig. Offenbar ist dieser Umstand jedoch nicht nachteilig, denn erst dieses so modifizierte Protein LTP1 zeigt die gewünschten Eigenschaften, denn als recht hydrophobes ( oder lipophiles) Protein sammelt es sich , wie ein Fett, bevorzugt an Oberflächen, z.B. im Bier auf den Innenflächen der aufsteigenden Co2-Bläschen. Mit anderen Worten : Eine Protein-Schicht belegt die innere Oberfläche jedes Bläschens im Bierschaum.
 zu ihnen (siehe Bild rechts). Dieses Protein . dessen Funktion im Gerstenkorn wir noch nicht genau kennen, hat im Brauprozess einigen Schaden erleiden müssen: Seine ursprüngliche dreidimensionale Struktur ging verloren und auch die Aminosäurekette ist nicht mehr ganz vollständig. Offenbar ist dieser Umstand jedoch nicht nachteilig, denn erst dieses so modifizierte Protein LTP1 zeigt die gewünschten Eigenschaften, denn als recht hydrophobes ( oder lipophiles) Protein sammelt es sich , wie ein Fett, bevorzugt an Oberflächen, z.B. im Bier auf den Innenflächen der aufsteigenden Co2-Bläschen. Mit anderen Worten : Eine Protein-Schicht belegt die innere Oberfläche jedes Bläschens im Bierschaum.")
98
2.8.2 Das fertige Bier : Fakten zur Schaumkrone
Bittere Iso-a-Säuren können nun aufgrund ihrer eigenen unpolaren Seitenketten mit LTP1 eine entsprechende Interaktion eingehen und so eine stabile Matrix generieren, die jedes Schaumbläschen umhüllt und festigt. Die Stabilität und Konsistenz des Schaumes ist für Biertrinker ein wichtiges Qualitätskriterium. Der Schwerkraft nachgebend fällt jeder Bierschaum irgendwann in sich zusammen. Beim Trinken geht es noch schneller: denn jede Bewegung des Bieres fördert das Zerplatzen der Bläschen. Der schlimmste Schaumkiller ist aber Fett in jeder Form. Kein Wunder, denn die lipophilen LTP1 und Iso-a-Säuren lösen sich in Gegenwart von Fett sofort darin auf, und die Stabilisierung des Bierschaumes bricht schlagartig zusammen. Deswegen gehören Fingerabdrücke , Lippenstift und Essensreste nicht ins Bier. Jedes neue Glas Bier verlangt nach einem fettfreien, sauberen Glas.

99
Wohl bekomms

100
Quellen Tenge, C. und U. Wellhöner: „Technologie der Bierherstellung“; Lehrstuhl für Technologie der Brauerei II ( Prof. Dr. E. Geiger) TU München, Weihenstephan, 2006 Becker, T. : „Getreidetechnologie“ ; Lehrstuhl für Prozessanalyse und Getreidetechnologie der Universität Hohenheim ( Prof. Dr. T. Becker), 2006 Tausch, R. : „Aktuelles zu Braugerste in Baden-Württemberg 2006 /2007“, RP TÜ Ref. 33; 2008 Roth, K.: „Die Oktoberfest-Umlagerung“, in K. Roth „:Chemische Delikatessen“, WILEY –VCH Verlag Weinheim 2007 Kniel, A: Enzyme in der Bäckerei ; In K. Lösche :“Enzyme in der Lebensmitteltechnologie“ ; Behrs Verlag; Hamburg, 2003
 TU München, Weihenstephan, Becker, T. : „Getreidetechnologie ; Lehrstuhl für Prozessanalyse und Getreidetechnologie der Universität Hohenheim ( Prof. Dr. T. Becker), Tausch, R. : „Aktuelles zu Braugerste in Baden-Württemberg 2006 /2007 , RP TÜ Ref. 33; Roth, K.: „Die Oktoberfest-Umlagerung , in K. Roth „:Chemische Delikatessen , WILEY –VCH Verlag Weinheim Kniel, A: Enzyme in der Bäckerei ; In K. Lösche : Enzyme in der Lebensmitteltechnologie ; Behrs Verlag; Hamburg,")
Ähnliche Präsentationen







>")

















