Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Hochschule Merseburg Bachelor-Studiengang Kunststofftechnik Vorlesung 3D Druck / Rapid Prototyping Wintersemester 2016/2017 Prof. Dr.-Ing. Markus Cremer Dienstzimmer Geb. C / 3 /11 Sprechzeiten: nach Vereinbarung Tel

2
Übersicht und Lernziele
Einführung Grundbegriffe Alle Verfahren im Überblick SLS im Detail Varianten Materialien SLS Polymerjetting im Detail vorgezogen da im Labor Varianten Materialien Jetting FDM im Detail vorgezogen da im Labor Varianten Materialien FDM CAD Aspekte, Prozesskette Konstruktions und Gestaltrichtlinien "Klassische Verfahren" "RP Bauteile im Projektablauf, nochmal vertiefen ?Reverse Engineering" Automobil, Luftfahrt Konsum Formenbau Rapid Tooling Komplex, Gestaltopti Vorschlag Studenten ? // Neuste Trends

3
An Stelle eines Scriptes:
Literatur An Stelle eines Scriptes: Andreas Gebhardt D-Drucken Grundlagen und Anwendungen des Additive Manufacturing (AM) Hanser Verlag Print-ISBN: E-Book-ISBN: Erscheint etwa Oktober neu, überarbeitet ! Petra Fastermann Wie die generative Fertigungstechnik funktioniert 3D-Drucken Springer-Vieweg Verlag ISBN ISBN (eBook) Ist von 2013 also für 3D druck leider schon veraltet Liste zu web Seiten und Web Informationen ! z.B. Zeitschrift: Vertiefung Andreas Gebhardt, Jan-Steffen Hötter Additive Manufacturing 3D Printing for Prototyping and Manufacturing 04/2016 Extra: E-Book inside ISBN: E-Book (ePUB): € 149,99 ISBN: Gebhardt Additive Fertigung erscheint im Oktober neu ! Ist vorgemerkt ! 3
 Hanser Verlag. Print-ISBN: E-Book-ISBN: Erscheint etwa Oktober neu, überarbeitet ! Petra Fastermann Wie die generative Fertigungstechnik funktioniert 3D-Drucken. Springer-Vieweg Verlag. ISBN ISBN (eBook) Ist von 2013 also für 3D druck leider schon veraltet. Liste zu web Seiten und Web Informationen ! z.B. Zeitschrift: Vertiefung. Andreas Gebhardt, Jan-Steffen Hötter. Additive Manufacturing. 3D Printing for Prototyping and Manufacturing 04/2016 Extra: E-Book inside ISBN: E-Book (ePUB): € 149,99 ISBN: Gebhardt Additive Fertigung erscheint im Oktober neu ! Ist vorgemerkt ! 3.")
4
Arbeitsblätter von Prof. Dr. Heiko Schinzer und Alexandra Fiedler
Literatur HoMe: Arbeitsblätter von Prof. Dr. Heiko Schinzer und Alexandra Fiedler Gute Zusammenfassung und Beschreibung der einzelnen Verfahren sowie Historie In den Arbeitsblättern 1-3 3. Mitteldeutsches Forum „3D Druck in der Anwendung“ Mitorganisator: Dietmar Glatz 3

5
Woher kennen Sie „3D Druck“ ? Was ist das besondere ?
Brainstorming Woher kennen Sie „3D Druck“ ? Was ist das besondere ? Beispielshaft hier 5 wichtige Familien von Verfahren Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

6
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

7
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

8
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

9
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

10
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

11
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

12
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

13
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

14
Allen Verfahren gemeinsam ist der Aufbau des 3D Körpers aus schichten
Schichtbautechnologien layer based technology, layered technology Es gab (und gibt) Ausnahmen, diese haben sich aber nicht durchgesetzt z.B. „Ballistic Particle Manufacturing“ bereits 1990 Ausrichtung auf sog. Voxels Technology war additiv aber nicht schichtenbasiert !
 Ausnahmen, diese haben sich aber nicht durchgesetzt. z.B. „Ballistic Particle Manufacturing bereits Ausrichtung auf sog. Voxels. Technology war additiv aber nicht schichtenbasiert !")
15
Wichtig Trennung in virtuelle Ebene, wirtuelle Bearbeitung des 3D datensatzes Und reale physische oder physikalische Ebene Heute etwa 200 verschiedene Verfahren, viele verschiedene Materialien Aber stets ist dieser Schichtenbasierte Ablauf virtuell und physisch wieder zu finden ! Datensatz 3D Volumen Konturdaten , Schichtdicke, Schichtnummer Prinzipiell alles 2 ½ D Prozesse

16
Markt für AM Bauteile Wichtig Trennung in virtuelle Ebene, wirtuelle Bearbeitung des 3D datensatzes Und reale physische oder physikalische Ebene Heute etwa 200 verschiedene Verfahren, viele verschiedene Materialien Aber stets ist dieser Schichtenbasierte Ablauf virtuell und physisch wieder zu finden ! Datensatz 3D Volumen Konturdaten , Schichtdicke, Schichtnummer Prinzipiell alles 2 ½ D Prozesse Quelle: M. Schmid Selektives Lasersintern mit Kunststoffen

17
Beispiel Bauteilkomplexizität

18
Technologietreiber für AM Verfahren
Elektronik Biomedizinische Anwendungen Beispielshaft hier 5 wichtige Familien von Verfahren Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

19
Übersicht 3D Druck bzw. AM Verfahren
Beispielshaft hier 5 wichtige Familien von Verfahren Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien

20
Grobeinteilung der Verfahren (Quelle: M
Grobeinteilung der Verfahren (Quelle: M.Schmid SLS mit Kunststoffen Hanser 2015) Beispielshaft hier 5 wichtige Familien von Verfahren Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien
 Beispielshaft hier 5 wichtige Familien von Verfahren. Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig. Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen. Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften. Deshalb auch Zuordnung nach unterschiedlichen Materialien.")
21
PJM Polyjet Molding mit Wachs
Beispielshaft hier 5 wichtige Familien von Verfahren Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien PJM Polyjet Molding mit Wachs

22
Beispielshaft hier 5 wichtige Familien von Verfahren
Es ist NICHT so dass ein Verfahrensfamilie besonders mit einem Markt oder einem Anwendungsfeld verbunden wäre. Dazu sind Marktanforderungen, Anwendungszusammenhänge, Materialien,… zu vielfältig Deshalb zunächst eine Struktur in die verschiedenen Anwendungs- und Marktbereiche bringen Anschließend Verfahren detaillierter vorstellen und dann kann Eignung für diese Anwendungskriterien besser erläutert werden. Besonders wichtig Materialvielfalt, Materialeigenschaften Deshalb auch Zuordnung nach unterschiedlichen Materialien MJP Multijet Printing

23
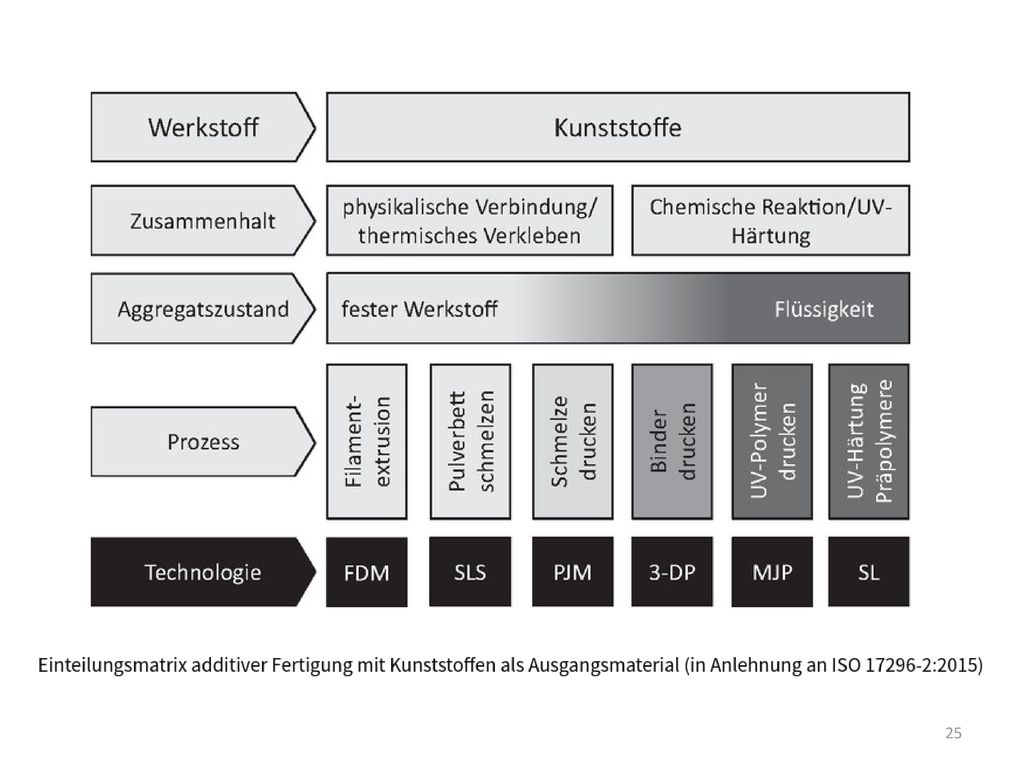
Kriterien zur Unterscheidung der verschiedenen Verfahren
Ausgangsmaterial Pulver, Sheet, Flüssigkeit, Metall, Keramik, Kunststoff, Composite, Biomaterial Verfestigungsprozess Chemische Reaktion aushärten des Materials Schmelzen Erstarren Sintern Kombinationen ! Zuführung des Materials Pulverbett kein Stützmaterial ! Flüssigkeitsbett Drahtzuführung Pulverzuführung Multimaterialanwendung verschiedene Farben hart/weich Kombinationen Energiezufuhr zum Laser, Lasertyp Materialumwandlungsprozess UV Licht , Strahlführung, Beamer, Maske Wärme Extrusionsdüse Elektronenstrahl,….

24
Kriterien zur Unterscheidung der verschiedenen Verfahren
Größe der Bauteile Mikro <1mm klein < 50mm Makro < mm riesig >1000 bis mm Markt Consumer, Industrie, Forschung, Ausbildung Prototyp, Endbauteil Automotive, Elektronik, Medizin …

26
VDI Richtlinie „Rapid Prototyping“
Begriffsvielfalt Erste Begriffe „Rapid Prototyping“ „generative Herstellung“ Weitere Desktop Manufacturing Herstellung auf Schreibtisch On demand manufacturing nach individuellen Anforderungen Freeform manufacturing Betonung auf Freiformflächen VDI Richtlinie „Rapid Prototyping“ ASTM „Standard Terminology for Additive Manufacturing Technologies“

27
Um den unübersichtlichen Markt und das Gesamtgebiet des 3D Druckens zu ordnen,
Geht es hier zunächst um unterschiedliche Anwendungsebenen. Das Gebiet wird dadurch ausgerichtet auf Anwendungen und Kundenanforderungen strukturiert. Geht es um erste Anschauungsmodelle, um Funktionsprüfungen oder sollen Bauteile für die spätere, dauerhafte Anwendung produziert werden ?

28
Break Anforderungen Sammeln zu 3D Druck in verschiedenen Anwendungsbereichen Märkte Elektronik Automotive Medizin….. Anforderungen Material Kosten Geschwindigkeit Genauigkeit

29
Break Anforderungen Sammeln zu 3D Druck in verschiedenen Anwendungsbereichen „Einsatzfall“ Prototyp Funktionsprototyp Endanwendung Anforderungen Material Kosten Geschwindigkeit Genauigkeit

30
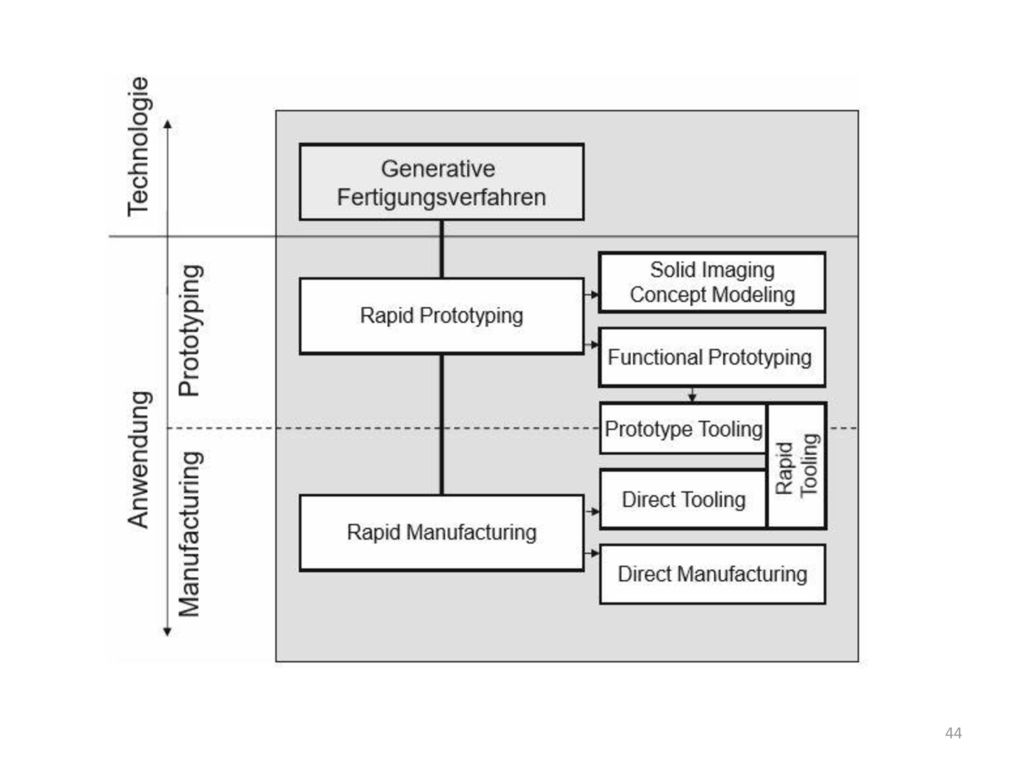
Hier wird die Anwendung in der Vordergrund gestellt und zwar noch bevor einzelne Verfahren näher erläutert werden und das ist Absicht. In realen Projekten steht zunächst die Anwendung bzw. der“Zweck“ im Fordergrund daraus leiten sich spezifische Forderungen ab und erst daraus das Material und das geeignete Verfahren. Statt der Box „Generartives Fertigungsverfahren kann also auch ein Verfahren A,B,C also z.B. das Lasersintern stehen und für dieses Verfahren werden dann die verschiedene Anwendungen aufgezeigt

31
Ein erster Anwendungsbereich im Bereich Prototypen sind reine Anschauungsmodelle
Erstes Konzept Architektenwettbewerb Konstruktionsphase Bauraum, Anschauungsmodell 3D

32
Bild 1.6 Gebardt Beispiel Konzeptmodell Cabriodach
Bewegungskinematik im Groben Also keine Dauer- oder Festigkeitsversuche sondern ähnlich Bauraum Konzeptions des Klappmechanismus Bild 1.6 Gebardt Beispiel Konzeptmodell Cabriodach Lasersinterteile aus PA12 Quelle CP GmbH

33
Bild 1.7 Geb. Anschauungsmodell Verbrennungsmotor
Weiteres Beispiel reines Anschauungsmodell, Bauteile/Baugruppen farbig markiert Bild 1.7 Geb. Anschauungsmodell Verbrennungsmotor „3D Priniting“ Quelle Z-Corporation (heute 3D Systems)
")
34
Demgegenüber werden bei funktionellen Prototypen weitere Tests gemacht
Hier ist also das Material schon bedeutend interessanter !!

35
Bild 1.9 Geb. Beispiel Functional Prototyping Luftausströmer
Luftausströmer z.B. Versuche zur Entforstung oder Temperaturverteilung im innneraum Forderung Oberfläche muss gut genug sein, damit gleiche Strömungsverhältnisse auftreten wie bei realteil. Nicht so sehr im Vordergrund Temperaturstabilität, Verschleiß u.s.w. Verschleiß immer erst am Serienwerkstoff ! Bewegliche Teile Verbindungsschicht nur teilausgehärtet, nachher von Hand gereinigt, das nicht ausgehärtete material entfernt Oberfläche nachgerabeitet Bild 1.9 Geb. Beispiel Functional Prototyping Luftausströmer Laser Stereolithografie Quelle 3D Systems

36
Bild 1.9 Geb. Beispiel Functional Prototyping Handyschale
Funktionsversuch Stoßschutz material wichtig, zumindest genügend ähnlich dem Serienmaterial Akustik !! Bild 1.9 Geb. Beispiel Functional Prototyping Handyschale Fused Depoistion Modelling FDM; Quelle Goethe-Lab FH Aachen zusammengefügte Unter-, Oberschale Paßform

37
Produkthaftung ! Nun kein Prototyp mehr sondern Endbauteil
Kleine Stückzahl bis zum Einzelstück Material muss den bei der Entwicklung festgelegten Forderungen entsprechen ! Völlig andere Produkthaftung !! Produkthaftung !

38
Bild 1.13 Geb. Beispiel“Direct Manufacturing“ Dentalbrücke
Medizintechnik Viele Metallteilanwendungen, zunehmend auch Kunststoff Warum Metall weiter ? später in Vorlesung ! Bild 1.13 Geb. Beispiel“Direct Manufacturing“ Dentalbrücke SLM Verfahren CoCr Legierung Quelle Goethe-Lab FH Aachen

39
Bild 1.14 Geb. Beispiel“Direct Manufactoring“ Scharnier Flugzeug
Metallteil für Flugzeug 50% Gewichtseinsprung über das „Bionische“ design Erklären ! Bild 1.14 Geb. Beispiel“Direct Manufactoring“ Scharnier Flugzeug SLM Verfahren 50% Gewichtseinsparung , alle Tests bestanden Quelle: EADS SLM Firmen Übernahmegerüchte durch GE

40
Was bedeutet Produkthaftung für eine Form ? Tafel
Rapid Tooling // Direct Tooling Unterschied erarbeiten Zeit / Kosten bei den Anforderungen Kein komplettes Werkzeug ! Nur Werkzeugeinsätze, da wo konventionelle Fertigung nicht hinkommt Meist Kühlkanalgeometrie ! Hauptproblem Oberflächengüte ! Was bedeutet Produkthaftung für eine Form ? Tafel Anforderungen / Marktbedürfnisse

41
Bild 1.15 Geb. Beispiel“Direct Tooling“ konturnahe Kühlkanäle
Kühlung lässt sich nicht bohren ! Nähe zur Oberfläche wichtig Rauhigkeit vom Sintern in den Verrippungen geht NICHT ! Bild 1.15 Geb. Beispiel“Direct Tooling“ konturnahe Kühlkanäle Laser „Cusing „ Quelle Concept Laser Kunstwort aus C von Firma und Fusing = schmelzen, zusammenschmelzen melting = aufschmelzen

42
Bild 1.16 Geb. Beispiel“Direct Tooling“ Blasformwerkzeug
Nacharbeit anschließend über Erodieren ggf auch polieren Bild 1.16 Geb. Beispiel“Direct Tooling“ Blasformwerkzeug Near net sahpe Endkontur dennoch Endbearbeitung der Oberfläche SLM Verfahren Quelle EOS

43
Formen für Prototypen stellen eine Zwischenebene dar.
Gefertigt wird eigentlich ein Endprodukt nämlich die Form. Im Fokus steht jedoch die Zeit und/oder Kostenersparnis für den Prototypen. Dieser kann wieder Konzept oder Funktionsanforderungen aufweisen.

45
Bild 1.18 Geb. Beispiel“Prototyp Tooling“ Schuhsohle
„ACES“ Injection Molding „AIM“ von 3D Systems dünne STL Schicht wird mit Epoxid/Alu-hinterfüttert Direct AIM nicht hinterfüttert ACES = Accurate Clear Epoxy Solid

46
Bild 1.19 Geb. Beispiel“Prototyp Tooling“ Stereotithografie Einsatz
Beispiel für Direct Prototyp Tooling

47
Nachteile direkter additiver oder generativer Verfahren
Eingeschränkte Materialwahl , da Material auf AM Prozess stark angepasst Erzielen bei steigender Stückzahl der Bauteile keinen abnehmenden Kosten je Teil, weil ja stets der gleiche Bauaufwand betrieben werden muss. Oberflächengüte häufig eingeschränkt Indirekte Verfahren Das additiv gefertigte Bauteile wird als Modell / Urmodell für weitere Verfahren verwendet. Solche Sekundärprozesse können sein: Vakuumgießen / Silikongummi Abformen Polyamidgießverfahren

48
Indirekte Verfahren meint, dass das additiv gefertigte Teil nicht selbst als Prototyp, Form oder Endbauteil verwendet wird, sondern das es nur „Mittel zum Zweck“ für ein zweites Verfahren ist. Das additiv gefertigte Teil kommt also nur indirekt zum Einsatz. Beispiel das gefertigte Teil dient nur als Urmodell für die Fertigung von Formen, die abgegossenen werden. Z.B. Vakuumguss oder Metallguss. Ausschlaggevbend dabei ist häufig, dass bestimmte Materialeigenschaften benötigt werden, z.B. Gummiartig. Ausschlaggebend können auch Stückzahlen sein, Vakuumguss etwa Abformungen möglich , andere Verfahrensvarianten deutlich mehr

49
Bild 1.22 Geb. Beispiel“Indirect Tooling“ Vakuumgießen / Slikonguss
Quelle: Mais van shoen Design; CP GmbH

50
Bild 1.23 Geb. Beispiel“Indirect Tooling“ Vakuumgießen / Slikonguss
Schönes Beispiel Hier auch Farbkonstanz der einzelnen Bauteile wichtig Im indirekten Verfahren einfacher Bild 1.23 Geb. Beispiel“Indirect Tooling“ Vakuumgießen / Slikonguss Beispiel Designer-Feuerzeug, mehrere Farben abgeformt Quelle: Alessi

51
Bild 1.24 Geb. Beispiel “Indirect Tooling“ Vakuumgießen / Slikonguss
Hier Elastomer als ausschlaggebender Faktor für indirektes Verfahren Bild 1.24 Geb. Beispiel “Indirect Tooling“ Vakuumgießen / Slikonguss Beispiel Türdreieck Weiches PU abgeformt, Urmodell STL also hart

52
Eigentlich handelt es sich beim Vakuumgießen um ein indirektes Toolingverfahren weil ja die Form abgegossen wird. Also die spätere Form für den Prototypen nicht direkt gedruckt sondern vom additiv gefertigten Bauteil angegossen wird.

53
Bild 1.26 Geb. Beispiel “Indirect Tooling“
Hier nicht Silikon als Formmaterial sondern ein hartes Polyurethan aus dem die Formhälften gefertigt werden. Das harte PU liefert genauere Wachskerne für das Ausschmelzverfahren als der Silikonvakuumguss außerdem mehr Schuss Weitere Beispiele Epoxidharzform (Alumniumpulvergefüllt) für RIM und Spritzguss Beispiel: Prototyp Instrumententafel In ein solches Harz können auch Alueinsätze eingesetzt werden, die präzise gefertigt sind. Nachteil langer Zyklus, trotz möglichem Einbau (Eingießen) von Kühlrohren Bild 1.26 Geb. Beispiel “Indirect Tooling“ PUR Form mit „Waxling“ Schmelzkern für Wachsausschmelzverfahren Es können etwa Waxlinge für das Wachsausschmelzverfahren (Investment Casting / Precision Investment Casting ) hergestellt werden Achtung: Gerade Ausschmelzkerne werden häufig auch direkt additiv erzeugt Mittels spezieller Verfahren/Materialien die relativ preiswert sind
 für RIM und Spritzguss. Beispiel: Prototyp Instrumententafel. In ein solches Harz können auch Alueinsätze eingesetzt werden, die präzise gefertigt sind. Nachteil langer Zyklus, trotz möglichem Einbau (Eingießen) von Kühlrohren. Bild 1.26 Geb. Beispiel Indirect Tooling PUR Form mit „Waxling Schmelzkern für Wachsausschmelzverfahren. Es können etwa Waxlinge für das Wachsausschmelzverfahren. (Investment Casting / Precision Investment Casting ) hergestellt werden. Achtung: Gerade Ausschmelzkerne werden häufig auch direkt additiv erzeugt. Mittels spezieller Verfahren/Materialien die relativ preiswert sind.")
54
Bild 1.27 Geb. Beispiel “Indirect Tooling“
Alumniumpulver gefülltes Epoxidharz für Spritzgießprototypen Serienmateral schwarz Urmodell mittels STL Quelle Elprotec Bis ca. 500 Schuss

55
Schließlich indirekte Verfahren für die späteren Bauteile
Ein Beispiel war bereits verlorene Kerne für Metallfeinguss Aber auch Formhälften z.B. Sandguss

56
Bild 1.29 Geb. Beispiel “Indirect Manufactoring“
Motorblock, Urmodell Polystyrol SLS für Ausschmelzverfahren Jedes Teil benötigt neues Urmodell, da dieses in der Gußform verbleibt Und beim Abguss rückstandslos verdampft Quelle Grunewald

57
Bild 1.30 Geb. Beispiel “Indirect Manufactoring“ Quelle CP GmbH
Lufteintrittsverteiler aus Alumnium, Urmodell Polystyrol SLS für Ausschmelzverfahren Mit Oberflächenbehandlung (links) vor Aluminiumguss (rechts) Merke: Feinguss erlaubt Abbildung sehr guter Oberflächen
 vor Aluminiumguss (rechts) Merke: Feinguss erlaubt Abbildung sehr guter Oberflächen.")
58
Bild 1.31 Geb. Beispiel “Indirect Manufactoring“
Getriebegehäuse Rennwagen, Urmodell mittels 3D Printing Für Alumniumguss (oben) Rücksstandsfreies Verdampfen von PMMA (duroplastisch) Spezialität und Quelle: Voxeljet
 Rücksstandsfreies Verdampfen von PMMA (duroplastisch) Spezialität und Quelle: Voxeljet.")
59
Bereiche der Modellbauverfahren
Rapid Prototyping (RP) Gruppe der generativen Verfahren für die Erstellung eines „positiven“ Modells Rapid Tooling (RT) gleiche Verfahrensgruppe wie bei RP mit dem Ziel der Erstellung von Werkzeugen und Formen zur Produktion von Prototypen und Vorserienmodellen aus seriennahen Werkstoffen Rapid Manufacturing (RM) RP-Prozesse, die Produkte mit den Eigenschaften von Serienbauteilen hinsichtlich Oberflächeneigenschaften, Genauigkeit und Festigkeiten liefern können
 Gruppe der generativen Verfahren für die Erstellung eines „positiven Modells. Rapid Tooling (RT) gleiche Verfahrensgruppe wie bei RP mit dem Ziel der Erstellung. von Werkzeugen und Formen zur Produktion von Prototypen. und Vorserienmodellen aus seriennahen Werkstoffen. Rapid Manufacturing (RM) RP-Prozesse, die Produkte mit den Eigenschaften von Serienbauteilen hinsichtlich. Oberflächeneigenschaften, Genauigkeit und. Festigkeiten liefern können.")
60
Einsatz als physisches Model Concept Modeling
schnelle Herstellung von Modellen und Mustern kostengünstige und kurzfristige Fertigung von geometrisch komplizierten Teilen geringe mechanische Belastbarkeit der Modelle und Muster Eingeschränkte Baugrößen bei Modellen der Einsatz als Prototyp in verschiedenen Tests Functional Modeling Einsatz als Werkzeug: Rapid Tooling Einsatz gefertigten Teile als Werkzeuge oder als Werkzeugbestandteile völlig neue Werkzeugkonstruktionen möglich mittels Direktes Metall-Lasersintering gefertigten Werkzeuge weisen nahezu die Standfestigkeit konventioneller Werkzeuge auf Vor- und Kleinserien Einsatz als Fertigteil: Rapid Manufacturing schnellen und flexiblen Herstellung von Bauteilen und Kleinserien Weiterführung des Rapid Prototyping und Rapid Tooling Muster, Prototypen, Vorserien und Produkte für den Endkunden

61
Personal Printer = „Fabber“

62
Bild 1.32 Geb. Anwendungsebenen von 3D Druckanlagen

63
Anwendungsebenen von 3D Druckanlagen

64
Break Anforderungen sammeln zu Anwendungsklassen der verschiedenen Drucker Klasse Personal Professional Production Anforderungen Wiederholgenauigkeit Qualität Nachhaltigkeit Service …. Jeweils auch Folgerungen für Material !...für Vertrieb Häufig zu beobachten: Idee Startup Personal-Bereich Übernahme Professional…

65
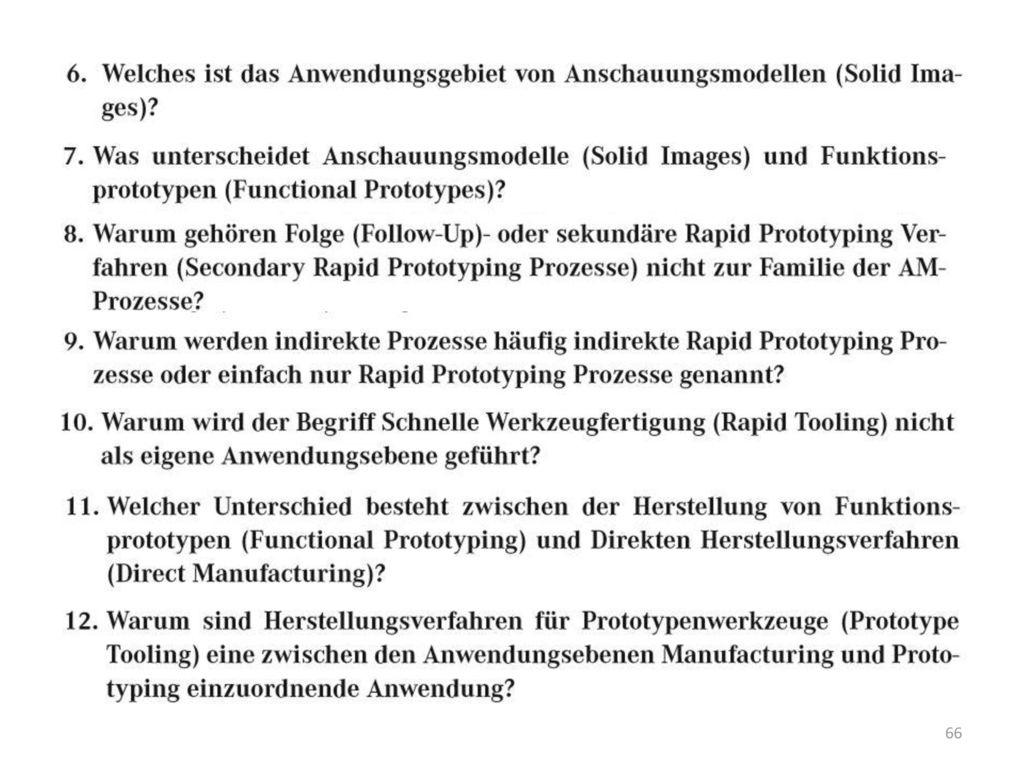
Fragen aus Lehrbuch Gebhardt

68
Break Anforderungen Sammeln zu „Direct Tooling“ in verschiedenen Anwendungsbereichen Märkte Consumer Automotive Medizin….. Anforderungen Material Kosten Geschwindigkeit Genauigkeit

Ähnliche Präsentationen





>")














