Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Auch eine noch so gut programmierte Lösung kann nicht den Sachverstand dessen ersetzen, der sie anwendet. W.B. Köln

2
Informationen zum Programm ZR-Span (Stückzeitberechnung für rotierende Bearbeitungen) ZR (Zeitrechnung) ist eine Stückzeitberechnung für spangebende Bearbeitung von rotierenden Werkstücken (Drehteile) oder die Bearbeitung mit rotierenden Werkzeugen (Bearbeitung auf BAZ). Es können Zeitberechnungen sowohl für konventionelle ein- und mehrspindlige Maschinen, als auch für CNC Maschinen durchgeführt werden. Das Programm ist aus der Praxis für die Praxis entstanden. Die folgende Präsentation soll Ihnen einige Einblicke in das Programm und die Handhabung von ZR geben. Mit „Bild abwärts“ oder einem Mausklick können Sie weiter - und mit „Bild aufwärts“ zurückblättern, mit ESC die Präsentation jederzeit verlassen.

3
Theorie und Praxis in der Stückzeitberechnung.
Zwischen Theorie und Praxis in der Stückzeitberechnung gibt es häufig Unterschiede. Diese unterliegen den verschiedensten Einflüssen. Während man bei konventionell arbeitenden Maschinen die Stückzeiten ziemlich genau über Wechselräder bestimmen kann, gibt es bei es bei CNC Maschinen völlig andere Einflüsse, die die Kluft zwischen Theorie und Praxis grösser werden lassen. Diese Einflussgrössen sollen hier nur kurz umrissen werden. Einflussgrössen bei konventionellen Maschinen: Material, falsche Vorgaben bzgl V, s, n, Schaltzeiten, etc. Kaum Beinflussung durch Trägheitsmomente, Beschleunigungen, Masse, usw., jedoch bewirkt das Absinken der Motordrehzahl durch starke, gleichzeitige Zerspanung bei leistungsschwächeren Motoren auch ein Absinken der über Wechselräder eingestellten Stückzeit da sich dieser Vorgang über den Hauptantrieb der Maschinen bis zu den Stückzeitwechselrädern bemerkbar macht. Einflussgrössen bei CNC Maschinen: Bei Maschinen mit CNC Antrieben kann man u. a. folgende hauptsächliche Einflüssgrössen zu Grunde legen: Absinken der Motorleistung durch starke Zerspanung , ein deutliches Mehr an Arbeitsbewegungen, Weg für Genauhalt und Beschleunigung innerhalb jeder Eilgangbewegung mit entsprechender Zeitverzögerung. für a.) Erreichen der Eilganggeschwindigkeit und b.) Erreichen des Genauhalts (= Übergang z. Arbeitsbewegung) Die Wege und Zeiten für das Erreichen der vollen Eilganggeschwindigkeit und das Abbremsen in die Genauhaltposition vor der eigentlichen Arbeitsbewegung können verschieden sein und sollten beim Maschinen- hersteller erfragt werden oder mittels Versuch festgestellt werden. Dieses Programm bietet Ihnen die Möglichkeit, diesen Weg zu berücksichtigen und mit einem Zeitverzögerungsfaktor zu belegen. Dieser kann ebenfalls mittels Versuch festgestellt werden. Dadurch haben Sie die Möglichkeit, mit der theorethischen Berechnung einer Stückzeit in unmittelare Nähe der tatsächlichen Zeit zu kommen.
 Erreichen der Eilganggeschwindigkeit und b.) Erreichen des Genauhalts (= Übergang z. Arbeitsbewegung) Die Wege und Zeiten für das Erreichen der vollen Eilganggeschwindigkeit und das Abbremsen in die. Genauhaltposition vor der eigentlichen Arbeitsbewegung können verschieden sein und sollten beim Maschinen- hersteller erfragt werden oder mittels Versuch festgestellt werden. Dieses Programm bietet Ihnen die Möglichkeit, diesen Weg zu berücksichtigen und mit einem Zeitverzögerungsfaktor. zu belegen. Dieser kann ebenfalls mittels Versuch festgestellt werden. Dadurch haben Sie die Möglichkeit, mit der theorethischen Berechnung einer Stückzeit in unmittelare Nähe der. tatsächlichen Zeit zu kommen.")
4
Maschinenspezifikationen
Für die folgend beschriebenen Maschinentypen kann eine Stückzeitberechnung vorgenommen werden 1 2 3 4 5 6

5
In dieser Eingabemaske werden die technischen Werte, -und die auf der vorigen Seite beschriebenen Maschinenspezfikationen-, der Maschine zugeordnet, für die eine Stückzeitberechnung erfolgen soll. Da für die eigentliche Stückzeitrechnung eine Maschine bestimmt werden muß, fließen diese Werte auch automatisch ein.

6
Weiter müssen für die Erstellung einer Zeitberechnung Werkzeuge mit zugeordneten Schnittdaten erfasst werden. Dies geschieht über die Eingabemaske „Bearbeitungswerkzeuge“ Erfassung der Bearbeitungswerkzeuge Bearbeitungswerkzeuge werden hier mit den vom Hersteller angegebenen oder erfahrenen Bearbeitungswerten erfasst. Weiter erfolgen drei Zuordnungen zum Werkzeug 1.) Zuordnung der Bearbeitungsart. Sie dient dazu, bei der Bestimmung der Arbeitsgänge nur Werkzeuge anzuzeigen, mit denen die entsprechende Bearbeitung durchgeführt werden kann. (Sie erhalten z.B. bei einem Arbeitsgang „Fräsen“ nur Werkzeugvorschläge, mit denen man diese Bearbeitung auch durchführen kann.) 2.) Zuordnung zu Anwendungsgebieten. Diese dient der geeigneten Zuweisung zu einer bestimmten Zerspanungsaufgabe (z.B. „Bohren in Buntmetallen“).Diese Anwendungsgebiete werden bei der Werkzeugbestimmung zu einem Arbeitsgang auch mit angezeigt. 3.) Lieferantenzuordnung Sie dient der schnellen Kommunikation mit dem Werkzeuglieferanten.
 Zuordnung der Bearbeitungsart. Sie dient dazu, bei der Bestimmung der Arbeitsgänge nur Werkzeuge anzuzeigen, mit denen die entsprechende Bearbeitung durchgeführt werden kann. (Sie erhalten z.B. bei einem Arbeitsgang „Fräsen nur Werkzeugvorschläge, mit denen man diese Bearbeitung auch durchführen kann.) 2.) Zuordnung zu Anwendungsgebieten. Diese dient der geeigneten Zuweisung zu einer bestimmten Zerspanungsaufgabe (z.B. „Bohren in Buntmetallen ).Diese Anwendungsgebiete werden bei der Werkzeugbestimmung zu einem Arbeitsgang auch mit angezeigt. 3.) Lieferantenzuordnung. Sie dient der schnellen Kommunikation mit dem Werkzeuglieferanten.")
7
Ein persönlicher Erfahrungsspeicher für die Fälle, bei denen eine Bearbeitung stattfindet, die mit anderen Bearbeitungs- werten durchgeführt wird (oder werden muss), als mit den vom Werkzeughersteller vorgeschlagenen Werten. Diese Erfahrungswerte lassen sich ausdrucken und stehen so bei wiederholtem Einsatz eines schwierigen Materials bei der Bestimmung der Schnittwerte zu Ihrer ständigen Verfügung. Die Bearbeitungswerte aus der Werkzeugerfassung können aufgerufen werden und entsprechend der persönlichen Erfahrung werden die Veränderungen im Erfahrungsspeicher zum Material hinterlegt.

8
Über diese Eingabemaske werden der Arbeitsplan und die Zuordnung der Bearbeitungsarten zu den einzelnen Arbeitsgängen bestimmt. Weiter erfolgt hier die Materialbestimmung sowie die Bestimmung der Fertigungsmaschine. Nach der Maschinenbestimmung erfolgt je nach Maschinenspezifikation die Aufforderung, die Voraussetzungen für die Zeitberechnung zu bestimmen. (folgende Seite) Leiste 1* Die Gesamtergebnisse der Zeitberechnung werden durch Verschieben Leiste 1* sichtbar. (Siehe Seite 12)
 Leiste 1* Die Gesamtergebnisse der Zeitberechnung werden durch Verschieben Leiste 1* sichtbar. (Siehe Seite 12)")
9
Je nach Maschinenspezifikation erfolgt die Aufforderung, ggf
Je nach Maschinenspezifikation erfolgt die Aufforderung, ggf. eine Drehzahlbegrenzung zu bestimmen, oder die konstante Drehzahl sowie die Verhältnisdrehzahlen zum Gewindeschneiden festzulegen. Es gibt weiter noch die Möglichkeit, die Drehzahl zu berechnen. Die hier festgelegten Drehzahlen werden in der Zeitbestimmung berücksichtigt.

10
Die Stückzeitberechnung
1.) Bestimmen Sie zuerst den Arbeitsplan so, wie Sie ihn auf der Maschine auch durchführen wollen. (rechts) Hinweis: Führen Sie eine Nummerierung der Bearbeitungsgänge durch. Bei Wiederaufruf der Zeitrechnung wird das Feld „Beschreibung d Bearbeitung“ automatisch aufsteigend sortiert 2.) Weisen Sie den geplanten Arbeitsgängen nun aus dem Drop Down Menü die entsprechende Bearbeitungsart zu (unten) Danach können, entsprechend der Bearbeitungsart, die dem Arbeitsgang zugehörigen Werte über den Arbeitsgangeditor, der über die Schaltfläche „Arbeitsgang editieren“ erreicht wird, eingegeben werden. (nächste Seite)
 Bestimmen Sie zuerst den Arbeitsplan so, wie Sie ihn auf der. Maschine auch durchführen wollen. (rechts) Hinweis: Führen Sie eine Nummerierung der Bearbeitungsgänge durch. Bei Wiederaufruf der Zeitrechnung wird das Feld „Beschreibung d Bearbeitung automatisch aufsteigend sortiert. 2.) Weisen Sie den geplanten Arbeitsgängen nun aus dem Drop Down Menü die entsprechende Bearbeitungsart zu (unten) Danach können, entsprechend der Bearbeitungsart, die dem. Arbeitsgang zugehörigen Werte über den Arbeitsgangeditor, der über die Schaltfläche „Arbeitsgang editieren erreicht wird, eingegeben werden. (nächste Seite)")
11
Arbeitsgangeditor In diesem Fall „Stechdrehen innen und aussen“ Zu jeder Bearbeitungsart gibt es einen entsprechenden Arbeitsgangeditor in dem die Bearbeitungswerte eingegeben werden. Die möglichen Bearbeitungsarten sind auf der vor- herigen Seite in Abb.2 zu erkennen. Eine mögliche Situation beim Innenstechen Die Situation beim Außenstechen

12
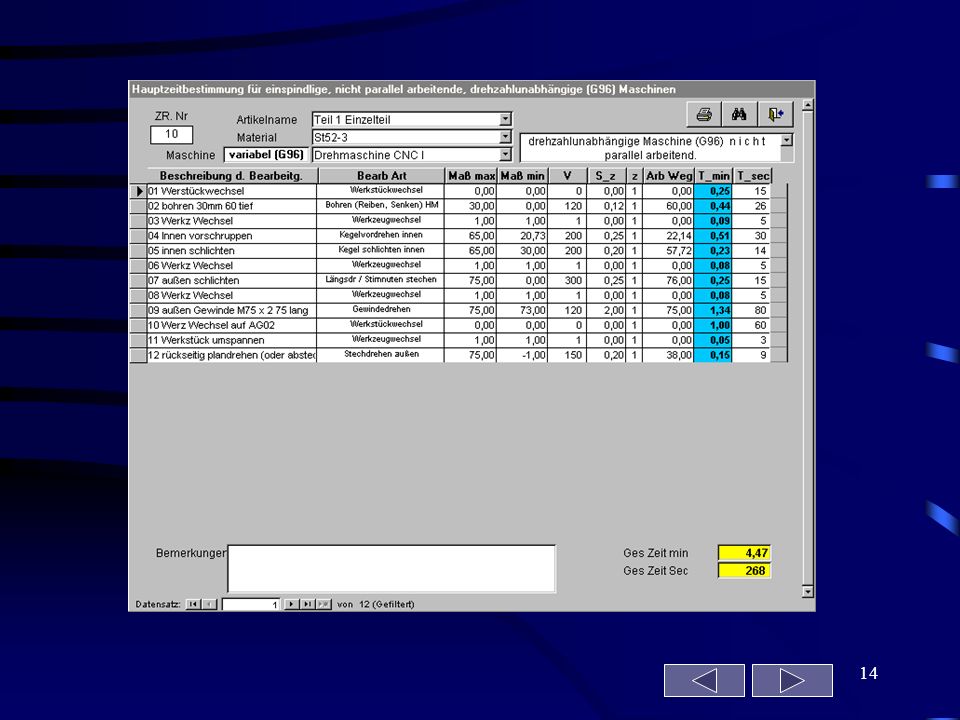
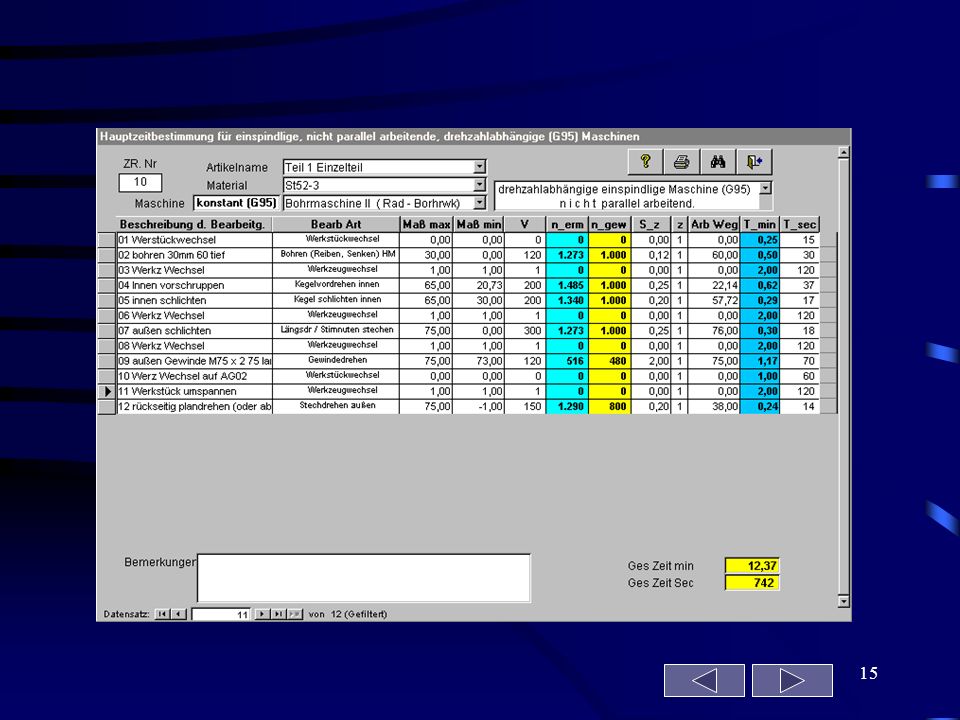
Nach dem alle Arbeitsgänge editiert und mit Bearbeitungswerten versehen sind, stellt sich die Stückzeitberechnung wie folgt dar. Die gesamten Ergebnisse der Stückzeitberechnung werden über die Verschiebeleiste (siehe Seite 8) sichtbar. Hier kann der Eilige bereits eine Hauptzeitbestimmung über die Option „T_H?“ vornehmen, es sollte aber in den folgenden maschinenspezifischen Eingabemaske geschehen. Die maschinenspezifischen Eingabemasken zur Hauptzeitbestimmung werden über die Schaltflche „Hauptzeitbestimmung“ erreicht. Dort kann z.B. bei parallel arbeitenden Maschinen bestimmt werden, welcher Arbeitsgang hauptzeitbestimmend wird - oder welcher in die Nebenzeit fällt, bei nicht parallel arbeitenden Maschinen entfällt diese Möglichkeit, bei konventionellen Maschinen wie Fräsmaschinen, Bohrwerke, etc. kann dort die entsprechende Drehzahl bestimmt werden, die die Maschine lt. Drehzahltabelle hergibt etc. Ebenfalls kann nur aus diesen Eingabemasken der Ausdruck der Berechnung erfolgen.
 sichtbar. Hier kann der Eilige bereits eine Hauptzeitbestimmung über die Option „T_H vornehmen, es sollte aber in den folgenden maschinenspezifischen Eingabemaske geschehen. Die maschinenspezifischen Eingabemasken zur Hauptzeitbestimmung werden über die Schaltflche „Hauptzeitbestimmung erreicht. Dort kann z.B. bei parallel arbeitenden Maschinen bestimmt werden, welcher Arbeitsgang hauptzeitbestimmend wird - oder welcher in die Nebenzeit fällt, bei nicht parallel arbeitenden Maschinen entfällt diese Möglichkeit, bei konventionellen Maschinen wie Fräsmaschinen, Bohrwerke, etc. kann dort die entsprechende Drehzahl bestimmt werden, die die Maschine lt. Drehzahltabelle hergibt etc. Ebenfalls kann nur aus diesen Eingabemasken der Ausdruck der Berechnung erfolgen.")
13
Maschinenspezifische Hauptzeitbestimmungen

16
Es lassen sich die Zeitberechnungen, Adressinfo´s, Materialerfahrungswerte und Werkzeuginformationen ausdrucken. usw usw usw Und noch vieles andere mehr

17
Soweit die Informationen über die Stückzeitberechnung mit ZR-Span.
Haben wir mit dieser Vorstellung Ihr Interesse geweckt ? Das Programm steht Ihnen als Download in der Vollversion (30 Tage Lizenz) zur Verfügung. Setzen Sie sich mit uns in Verbindung. So erreichen Sie mich : Karl Adolf. Vollmerhaus Höferhof 14 58566 Kierspe Tel – 2342 od
 zur Verfügung. Setzen Sie sich mit uns in Verbindung. So erreichen Sie mich : Karl Adolf. Vollmerhaus. Höferhof Kierspe. Tel – 2342 od")
18
Vielen Dank für Ihr Interesse
Sie können nun die Präsentation beenden. (mit „esc“) Oder noch eine interessante Erfindung begutachten
 Oder noch eine interessante Erfindung begutachten")
19
Ausgezeichnet auf der Erfindermesse 1999 in Kleinhundenhausen

20
Dackeldiebstahlschutz
DDS Dackeldiebstahlschutz Bestellen Sie noch heute !!!!

Ähnliche Präsentationen












 für Teilbereichsadminstrator/inn/en>")






