Präsentation herunterladen
Die Präsentation wird geladen. Bitte warten

1
Grundlagen der computergestützten Produktion und Logistik W1332
Vorlesung Grundlagen der computergestützten Produktion und Logistik W1332 llllllllllllllllllll Fakultät für Wirtschaftswissenschaften W. Dangelmaier

2
Grundlagen der computergestützten Produktion und Logistik - Inhalt
Einführung: Worum geht es hier? System Modell Modellierung von Gegenständen Strukturmodelle (Gebildestruktur) Verhaltensmodelle (Prozessstruktur) Produktion Digitale Fabrik Planung von Produktionssystemen Wirtschaftlichkeitsrechnung Prüfungen
 Verhaltensmodelle (Prozessstruktur) Produktion. Digitale Fabrik. Planung von Produktionssystemen. Wirtschaftlichkeitsrechnung. Prüfungen.")
3
3. Modell Modell ... Ein Modell ist ein bewusst konstruiertes Abbild der Wirklichkeit, das auf der Grundlage einer (Gegenstands-) Struktur-, Funktions- oder Verhaltensanalogie zu einem entsprechenden Original von einem Subjekt eingesetzt bzw. genutzt wird, um eine bestimmte Aufgabe lösen zu können, deren Durchführung mittels direkter Operation am Original zunächst oder überhaupt nicht möglich bzw. unter den gegebenen Bedingungen zu aufwendig oder nicht zweckmäßig ist... Verwendungszweck Darstellen von Ideen, Zusammenhängen Erklären eines Tatbestandes Gewinnen von Einsichten in das Verhalten des Systems Vorraussagen über das Verhalten eines Systems Optimieren von Systemstruktur, -verhalten und/oder -funktion
 Struktur-, Funktions- oder Verhaltensanalogie zu einem entsprechenden Original von einem Subjekt eingesetzt bzw. genutzt wird, um eine bestimmte Aufgabe lösen zu können, deren Durchführung mittels direkter Operation am Original zunächst oder überhaupt nicht möglich bzw. unter den gegebenen Bedingungen zu aufwendig oder nicht zweckmäßig ist... Verwendungszweck. Darstellen von Ideen, Zusammenhängen. Erklären eines Tatbestandes. Gewinnen von Einsichten in das Verhalten des Systems. Vorraussagen über das Verhalten eines Systems. Optimieren von Systemstruktur, -verhalten und/oder -funktion.")
4
3. Modell Modellbildung Ein Modell stellt kein möglichst vollständiges Abbild der Realität dar, sondern enthält zur Reduktion von Aufwand und Komplexität gemäß Modelldefinition und -zweck nur die zu untersuchenden Gesichtspunkte Strukturanalogie ... liegt vor, wenn die Abbildung eines Systems auf ein Modell insbesondere die Struktur dieses Systems korrekt wiedergibt ... Verhaltensanalogie ... liegt vor, wenn die Abbildung eines Systems auf ein Modell insbesondere das Verhalten dieses Systems korrekt wiedergibt ... Funktionsanalogie ... liegt vor, wenn die Abbildung eines Systems auf ein Modell insbesondere die Funktionsweise dieses Systems korrekt wiedergibt ...

5
3. Modell Modell „Overhead“ Licht-quelle Folie Spiegel Leinwand Strom
Abluft Folie Bild Funktionsmodell: Zusammenwirken der Subsysteme Verhaltensmodell: Zusammenhalten von Input und Output Strukturmodell: Ordnung der Subsysteme

6
3. Modell Modellklassifikation Die Modellklassifikation hilft a priori, also vor der Modellierung, deren Ziel und damit auch die anzuwendenden Methoden und Vorgehensweisen zu konkretisieren. Nach der Reihenfolge ihres Auftretens bzw. ihrer Verwendung bei der Systemmodellierung lassen sich folgende Modellklassen unterscheiden: Modellklasse: Gedankliche Modelle Gedankliche Modelle sind die notwendige Zwischenstufe, die von jedem realen System zu dessen modellartiger Darstellung durchschritten werden muss. Sie sind somit der Ausgangspunkt jeder schöpferischen Modellkonstruktion.

7
3. Modell Modellklasse: Verbale Systembeschreibungen
Verbale Systembeschreibungen sind Abbildungen mit Hilfe von sprachlichen und/oder graphischen Symbolen... Beschreibungsmodelle beschreiben empirische Erscheinungen ohne Erklärung oder Analyse Erklärungsmodelle beschreiben Ursachen, Zusammenhänge und liefern Hypothesen Entscheidungsmodelle erleichtern Bestimmung optimaler Handlungsweisen der in einem Erklärungsmodell gewonnenen Erkenntnisse auf einen Anwendungsbereich

8
3. Modell Modellklasse: Gegenständliche Modelle
Gegenständliche Modelle liefern eine Systembeschreibung mittels räumlicher Objekte Objektbeschreibungen Darstellung spezieller (statischer) Eigenschaften (Designstudie) Strukturmodelle Darstellung struktureller Eigenschaften (Molekülaufbau) Verhaltensmodelle Darstellung des Systemverhaltens (Windkanalmodelle) Funktionsmodelle Darstellung der Systemfunktionen (Eisenbahnanlage)
 Eigenschaften (Designstudie) Strukturmodelle Darstellung struktureller Eigenschaften (Molekülaufbau) Verhaltensmodelle Darstellung des Systemverhaltens (Windkanalmodelle) Funktionsmodelle Darstellung der Systemfunktionen (Eisenbahnanlage)")
9
3. Modell Modellklasse: Formale Modelle
Will man ein System in seiner Struktur, seinem Verhalten oder seiner Funktion optimieren, so macht dies einen Formalismus erforderlich. Systembeschreibungen folgen hier einem a priori definiertem Formalraum Objektbeschreibungen Darstellung spezieller (statischer) Eigenschaften: Technische Zeichnung nach DIN-Norm, Beschreibung eines Objektes mit Finite Elemente Methode Strukturmodelle Darstellung struktureller Eigenschaften: 3D-Objekt als Topologie, Graphen, Tabellen Verhaltensmodelle Darstellung des Systemverhalten: Modelle von Reglern, PPS-System zur Mengenplanung und Minimierung des Bestands Funktionsmodelle Darstellung einer Systemfunktion: NC-Programm zur Optimierung von Werkzeugbewegungen oder der Bewegung eines Fördergeräts
 Eigenschaften: Technische Zeichnung nach DIN-Norm, Beschreibung eines Objektes mit Finite Elemente Methode. Strukturmodelle Darstellung struktureller Eigenschaften: 3D-Objekt als Topologie, Graphen, Tabellen. Verhaltensmodelle Darstellung des Systemverhalten: Modelle von Reglern, PPS-System zur Mengenplanung und Minimierung des Bestands. Funktionsmodelle Darstellung einer Systemfunktion: NC-Programm zur Optimierung von Werkzeugbewegungen oder der Bewegung eines Fördergeräts.")
10
3. Modell Modellklasse: Operative Modelle Beispiel: Travelling-Salesman-Problem Zielfunktion: Gleichgewichtsbedingungen: (jeder Knoten hat genau eine eingehende Kante) (jeder Knoten hat genau eine ausgehende Kante) Randbedingung Xij = 0 oder 1 1 3 2 4 j j dij 1 2 3 4 - 9 8 xij 1 2 3 4 i i Distanzmatrix Lösungsmatrix 1 3 2 4
 (jeder Knoten hat genau eine ausgehende Kante) Randbedingung Xij = 0 oder j. j. dij xij i. i. Distanzmatrix. Lösungsmatrix")
11
3. Modell Merkmale Der Modellbegriff lässt sich durch drei Merkmale beschreiben: Abbildungsmerkmal Ein Modell ist immer Abbild eines Originals. Die Abbildung wir durch eine Zuordnung zwischen den Eigenschaften des Modells und des Originals realisiert. Verkürzungsmerkmal Nur relevante Eigenschaften des Originals werden erfasst. Pragmatik Ein Modell wird immer nur innerhalb gewisser Zeitspannen zu einem ganz bestimmten Zweck für ein Original eingesetzt.

12
3. Modell Aufgabe Modell oder nicht? – Äußere Verwandtschaft täuscht ... Fall 1: Modelleisenbahn Fall 2: Simulation mit Modellbaukasten & EDV-Systemen Fall 3: Hooke‘sche Feder und Gummiband Fall 4: Anordnung von Abteilungen Diskutieren Sie, für welchen Anwendungsfall/Zweck ein solches Modell eingesetzt werden kann. Förderentfernungen Fördermengen Förderleistungen N V . A B C D E x 2 4 3 5 N V . A B C D E x 5 3 1 4 N V . A B C D E x 10 12 2 9 15

13
Matrix A Transportmengen
3. Modell Matrix A Transportmengen 1 2 3 4 5 6 7 U 87 23 110 101 30 131 19 83 14 20 136 12 94 112 25 29 38 16 108 88 10 100 895

14
Matrix B Transportdistanzen
3. Modell Matrix B Transportdistanzen 1 2 3 4 5 6 7 10 19 23 17 12 14 13 11 9 15 18 16 29

15
Matrix C Transportleistungen
3. Modell Matrix C Transportleistungen 1 2 3 4 5 6 7 U 870 437 1212 390 228 747 256 300 108 564 174 450 494 304 880 70 1548 1757 921 820 1184 1358 7658

16
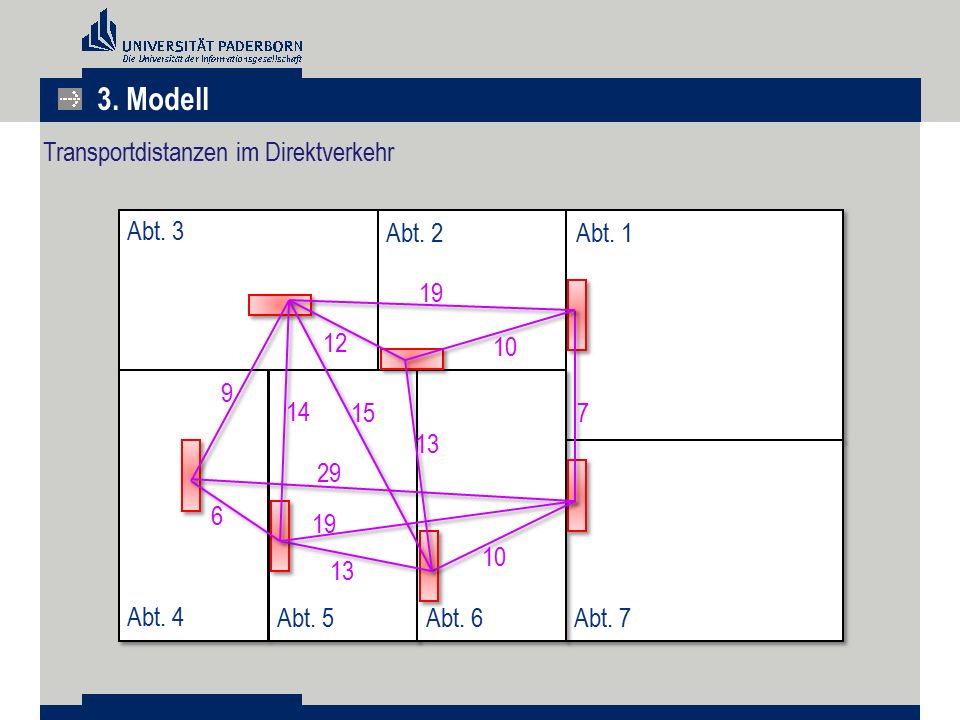
3. Modell Transportdistanzen im Direktverkehr Abt. 4 Abt. 6 Abt. 5
19 7 13 10 29 6 9 14 12 15
17
3. Modell Transportdistanzen im Ringverkehr Abt. 4 Abt. 6 Abt. 5
(13) (12) (9) (6) (7) (10)
 (12) (9) (6) (7) (10)")
18
3. Modell Fall 5: Ermitteln der optimalen Auslegung
Einfache mathematische Modelle Analytisches Lösen des Modells Extremwert – Berechnung („geschlossene Lösung“) Heuristische (Näherungs-)Verfahren Dreidimensionale und komplizierte mathematische Modelle Lösung durch experimentelles Betreiben des Modells (Simulation) „Keine“ Hilfe für die Lösungssuche Nur Aufzeigen der Auswirkungen von gewählter Struktur, Dimensionierung und Steuerung auf Leistungsfähigkeit Durchlaufzeit Durchsatz Leistungsgrad Stillstandszeit
 Heuristische (Näherungs-)Verfahren. Dreidimensionale und komplizierte mathematische Modelle. Lösung durch experimentelles Betreiben des Modells (Simulation) „Keine Hilfe für die Lösungssuche. Nur Aufzeigen der Auswirkungen von gewählter Struktur, Dimensionierung und Steuerung auf Leistungsfähigkeit. Durchlaufzeit. Durchsatz. Leistungsgrad. Stillstandszeit.")
19
3. Modell Simulation mit „Fischer-Technik“-Modell Hohe Anschaulichkeit
Hohe Genauigkeit Geeignet als Funktions-/Demonstrationsmodell Kurzer Simulationszeitraum Nicht ausreichende Aussagebasis Mangelnde Änderungsfreundlichkeit Mangelnde Richtigkeit Weniger geeignet für die Konzeptionsphase

20
3. Modell Rechner-unterstützte Simulationen
Experimentelles Betreiben eines mathematischen Modells eines Produktionssystems auf einer Rechenanlage Geringe Anschaulichkeit Weniger geeignet als Funktions-/Demonstrationsmodell „Beliebig“ langer Simulationszeitraum „Beliebig“ umfassende Aussagebasis Hohe Änderungsfreundlichkeit Hohe Genauigkeit Richtigkeit nur von Datenqualität abhängig Unentbehrlich für die Konzeptionsphase

21
3. Modell - Planung des Produktionsprogramms
Diese Planungsaufgabe geht von folgenden Annahmen aus: Alternativproduktion: Zu produzieren sind mehrere Erzeugnisse, die auf mehreren Produktionsstufen mehrere Gebrauchsfaktoren gemeinsam nutzen. Gegebene Absatzhöchstmengen je Erzeugnis Die Gebrauchsfaktoren einer Produktionsstufe sind identisch. Sie können daher mit ihrem Kapazitätsangebot summarisch betrachtet werden. Konstante Absatz- und Beschaffungspreise je Produkteinheit Unbeschränkte Beschaffungsmöglichkeiten für Verbrauchsfaktoren Keine Verluste auf den Produktionsstufen Keine Lagerhaltung Deterministische Größen

22
3. Modell - Planung des Produktionsprogramms
Zielsetzung ist die Gewinn- oder Deckungsbeitragsmaximierung bzw. in bestimmten Entscheidungssituationen als äquivalente Zielsetzung die Kostenminimierung. mehrere Engpass-Produktionsstufen (Standardansatz) Eine Produktionsstufe repräsentiert hier bspw. eine Produktionslinie, aber auch eine Werkstatt („Dreherei“). Über die Reihenfolge, in der die Produktionsstufen von einem Produkt durchlaufen werden, wird hier nichts ausgesagt (quasi „parallel“). Damit bleibt die Organisationsform offen. Variablen xi zu produzierende Anzahl der Einheiten von Erzeugnis i
 Eine Produktionsstufe repräsentiert hier bspw. eine Produktionslinie, aber auch eine Werkstatt („Dreherei ). Über die Reihenfolge, in der die Produktionsstufen von einem Produkt durchlaufen werden, wird hier nichts ausgesagt (quasi „parallel ). Damit bleibt die Organisationsform offen. Variablen. xi zu produzierende Anzahl der Einheiten von Erzeugnis i.")
23
3. Modell - Planung des Produktionsprogramms
Parameter IPF Menge der Erzeugnisse; IPS Menge der Produktionsstufen; ar Kapazität der Produktionsstufe r bir Produktionskoeffizient: Beanspruchung der Produktionsstufe r durch die Herstellung einer Einheit von Erzeugnis i Xi Absatzhöchstmenge: Anzahl der Einheiten von Erzeugnis i, die im Planungszeitraum höchstens verkauft werden kann pi Nettoerlös von Erzeugnis i ki Grenzkosten (proportionale Kosten) je Einheit von Erzeugnis i kir Grenzkosten von Erzeugnis i auf Produktionsstufe r
 je Einheit von Erzeugnis i kir Grenzkosten von Erzeugnis i auf Produktionsstufe r")
24
3. Modell - Planung des Produktionsprogramms
Maximiere unter den Bedingungen Kapazitätsbedingungen Absatzbedingungen Nichtnegativitätsbedingungen

25
Verfügbarkeit in diesem Monat
3. Modell - Planung des Produktionsprogramms Beispiel Produkt I und II werden aus demselben Rohstoff und auf den gleichen Anlagen A, B hergestellt: Welche Mengen von Prod. I bzw. II sollen in diesem Monat produziert werden, damit der Gewinn maximal ausfällt? Bedarf pro Stück Verfügbarkeit in diesem Monat Prod. I Prod. II Rohstoff (kg) 2 1 110 Masch‘Std. auf A 4 160 Masch‘Std. auf B 200 Neue Aufgabe, graphisch lösbar… vormachen! Prod. I Prod. II Ziel: Gewinn (€/Stück) 120 40 maximal
 Masch‘Std. auf A Masch‘Std. auf B Neue Aufgabe, graphisch lösbar… vormachen! Prod. I. Prod. II. Ziel: Gewinn (€/Stück) maximal.")
26
3. Modell - Planung des Produktionsprogramms
Antwort: 25 Stück Prod. I 60 Stück Prod. II erzielbarer Gewinn € 5.400,00 Prod. II 150 100 50 Neue Aufgabe, graphisch lösbar… vormachen! Prod. I

27
3. Modell - Planung des Produktionsprogramms
mehrere Engpass-Produktionsstufen / Feste Reihenfolge der Produktionsstufen / Verluste auf allen Produktionsstufen Die Annahmen 3 und 6 werden aufgehoben. Auf jeder Produktionsstufe r gibt es Verluste. Anders als im Standardansatz wird von einer festen Reihenfolge ausgegangen und der Ausschuss stufenweise berücksichtigt. Variablen xijr Anzahl der Einheiten, die von der Erzeugnisklasse i auf der Produktionsstufe r mit dem Gebrauchsfaktor j zu bearbeiten ist. Die Menge der Gebrauchsfaktoren einer Produktionsstufe r ist xi Anzahl der Einheiten, die von der Erzeugnisklasse i abgesetzt wird

28
3. Modell - Planung des Produktionsprogramms
Parameter nPS Anzahl der Produktionsstufen; mit nPS wird die dem Erzeugnis zugeordnete Produktionsstufe bezeichnet bijr Produktionskoeffizient ajr Kapazität des Gebrauchsfaktors j auf der Produktionsstufe r cijr Ausschusskoeffizient kvi verfahrensunabhängige Grenzkosten kijr verfahrensabhängige Grenzkosten, die für die Erzeugnisklasse i auf der r-ten Produktionsstufe bei Einsatz des Gebrauchsfaktors j anfallen Die Produktionskosten je Erzeugnis variieren in Abhängigkeit von den eingesetzten Gebrauchsfaktoren auf den verschiedenen Produktionsstufen. Zusätzlich fallen je Erzeugnis gebrauchsfaktorunabhängig mengenproportionale Kosten (z.B. Einzelkosten des Vertriebs) an.
 an.")
29
3. Modell - Planung des Produktionsprogramms
Maximiere unter den Bedingungen Kapazitätsbedingungen Mengenkontinuitätsbedingungen (I) Mengenkontinuitätsbedingungen (II) Absatzbedingungen Nichtnegativitätsbedingungen
 Mengenkontinuitätsbedingungen (II) Absatzbedingungen Nichtnegativitätsbedingungen")
30
3. Modell - Planung des Produktionsprogramms
Berücksichtigung von Fremdleistung sowie Fremdbezug oder Verkauf von Produkten Anzahl der Einheiten, die von der Erzeugnisklasse i auf der Produktionsstufe r fremdbearbeitet wird Anzahl der Einheiten, die von der Erzeugnisklasse i mit dem Zustand der Produktionsstufe r zugekauft wird Anzahl der Einheiten, die von der Erzeugnisklasse i nach Bearbeitung auf der Produktionsstufe r als Zwischenprodukt verkauft wird Kosten für die Fremdbearbeitung der Erzeugnisklasse i für Produktionsstufe r Fremdbezugskosten für die Beschaffung von Erzeugnisklasse i mit dem Zustand der Produktionsstufe r Erlös für den Verkauf der Erzeugnisklasse i mit dem Zustand der Produktionsstufe r

31
3. Modell - Planung des Produktionsprogramms
Auf Produktionsstufe r - 1 müssen die auf Produktionsstufe r zu bearbeitenden und die für die Fremdbearbeitung vorgesehenen Produktmengen der Erzeugnisklasse i bearbeitet werden. Für die Bearbeitung auf Produktionsstufe r +1 stehen die auf Produktionsstufe r bearbeiteten verwertbaren Produktmengen, die fremdbearbeiteten Produktmengen und die fremdbezogenen Produktmengen der Erzeugnisklasse i zur Verfügung, während die nach Produktionsstufe r als Produkte zu verkaufenden Produktmengen nicht auf Produktionsstufe r + 1 zu bearbeiten sind.

32
3. Modell - Planung des Produktionsprogramms
Maximiere unter den Bedingungen Mengenkontinuitätsbedingungen (I) Mengenkontinuitätsbedingungen (II)
 Mengenkontinuitätsbedingungen (II)")
33
3. Modell - Planung des Produktionsprogramms
Absatzbedingungen Nichtnegativitätsbedingungen

34
3. Modell - Mengenplanung
Bei den im Anschluss dargestellten Modellformulierungen sind mehrere unterschiedliche Vorgänge/Lose bzw. Produkte auf demselben, begrenzt verfügbaren Gebrauchsfaktor (Maschine) so einzuplanen, dass die für jeden Zeitabschnitt feststehende Nachfrage (der gegebene Bruttobedarf) nach den einzelnen Produkten ohne Nachlieferungen und unter Einhaltung der Kapazitätsrestriktionen erfüllt werden kann. Die Planungsaufgabe besteht in der Bestimmung der einzelnen Produktions-mengen für jeden diskreten Zeitabschnitt eines endlichen Planungszeitraums, für die die Summe aus Rüstkosten, variablen Produktionskosten und (linearen) Lagerhaltungskosten minimal wird. Variablen xit Produktionsmenge für Produkt i in Zeitabschnitt t BiT Bestand für Produkt i am Ende von Zeitabschnitt t Rüstindikator für Produkt i im Zeitabschnitt t Produktionsindikator für Produkt i im Zeitabschnitt t
 so einzuplanen, dass die für jeden Zeitabschnitt feststehende Nachfrage (der gegebene Bruttobedarf) nach den einzelnen Produkten ohne Nachlieferungen und unter Einhaltung der Kapazitätsrestriktionen erfüllt werden kann. Die Planungsaufgabe besteht in der Bestimmung der einzelnen Produktions-mengen für jeden diskreten Zeitabschnitt eines endlichen Planungszeitraums, für die die Summe aus Rüstkosten, variablen Produktionskosten und (linearen) Lagerhaltungskosten minimal wird. Variablen. xit Produktionsmenge für Produkt i in Zeitabschnitt t BiT Bestand für Produkt i am Ende von Zeitabschnitt t Rüstindikator für Produkt i im Zeitabschnitt t Produktionsindikator für Produkt i im Zeitabschnitt t.")
35
3. Modell - Mengenplanung
Es seien Parameter IPF Menge der Produkte bzw. der Produktindizes, i = {1, ..., nPF} TP gemischtes Zeitmodell mit der Menge der Zeitabschnitte bzw. deren Indizes, t = {1, …, nt} und der Menge der Zeitpunkte T = {0, …, nt}: t = T für das Ende eines Zeitabschnitts (Planungshorizont) bit Bedarf für Produkt i in Zeitabschnitt t at verfügbare Kapazität in Zeitabschnitt t bi Produktionskoeffizient für Produkt i Rüstkosten für Produkt i Stückkosten für Produkt i in Zeitabschnitt t Lagerkostensatz für Produkt i Bi0 Anfangsbestand für Produkt i Sicherheitsbestand für Produkt i am Ende von Zeitabschnitt t
 bit Bedarf für Produkt i in Zeitabschnitt t. at verfügbare Kapazität in Zeitabschnitt t. bi Produktionskoeffizient für Produkt i. Rüstkosten für Produkt i. Stückkosten für Produkt i in Zeitabschnitt t. Lagerkostensatz für Produkt i. Bi0 Anfangsbestand für Produkt i. Sicherheitsbestand für Produkt i am Ende von Zeitabschnitt t.")
36
3. Modell - Mengenplanung
Die grundlegende Form der Big-Bucket-Modelle ist das Capacitated Lot Sizing Problem (CLSP). Bei diesem Ansatz wird die zeitliche Aufeinanderfolge der einzelnen Produktionslose innerhalb eines Zeitabschnitts nicht abgebildet. Daher können auch keine reihenfolgeabhängigen Rüstzeiten zwischen den unterschiedlichen Erzeugnissen berücksichtigt werden. Das CLSP lässt sich wie folgt formulieren: u. B. d. N. (CLSP, 1) (CLSP, 2) (CLSP, 3) (CLSP, 4) (CLSP, 5)
. Bei diesem Ansatz wird die zeitliche Aufeinanderfolge der einzelnen Produktionslose innerhalb eines Zeitabschnitts nicht abgebildet. Daher können auch keine reihenfolgeabhängigen Rüstzeiten zwischen den unterschiedlichen Erzeugnissen berücksichtigt werden. Das CLSP lässt sich wie folgt formulieren: u. B. d. N. (CLSP, 1) (CLSP, 2) (CLSP, 3) (CLSP, 4) (CLSP, 5)")
37
3. Modell - Mengenplanung
Die wesentlichsten Vertreter der Small-Bucket-Modelle sind das Continous Setup Lotsizing Problem (CSLP), das Discrete Lot Sizing and Scheduling Problem (DLSP) sowie das Proportional Lot Sizing and Scheduling Problem (PLSP), die sich dadurch unterscheiden, dass das CSLP und das DSLP die Herstellung nur eines Erzeugnisses je Zeitabschnitt erlaubt, während beim PLSP davon ausgegangen wird, dass sowohl vor als auch nach einer Umrüstung innerhalb desselben Zeitabschnitts produziert werden kann. Insofern stellt das PLSP eine Verallgemeinerung des DLSP dar. Da bei diesen Modellen die Reihenfolge der herzustellenden Erzeugnisse bekannt ist, können auch reihenfolgeabhängige Rüstzeiten berücksichtigt werden. Und da die Zeitabschnitte relativ kurz sind, ermöglichen diese Modelle eine Losgrößenplanung, die im Prinzip (nahezu) optimale Durchlaufzeiten liefern kann.
, das Discrete Lot Sizing and Scheduling Problem (DLSP) sowie das Proportional Lot Sizing and Scheduling Problem (PLSP), die sich dadurch unterscheiden, dass das CSLP und das DSLP die Herstellung nur eines Erzeugnisses je Zeitabschnitt erlaubt, während beim PLSP davon ausgegangen wird, dass sowohl vor als auch nach einer Umrüstung innerhalb desselben Zeitabschnitts produziert werden kann. Insofern stellt das PLSP eine Verallgemeinerung des DLSP dar. Da bei diesen Modellen die Reihenfolge der herzustellenden Erzeugnisse bekannt ist, können auch reihenfolgeabhängige Rüstzeiten berücksichtigt werden. Und da die Zeitabschnitte relativ kurz sind, ermöglichen diese Modelle eine Losgrößenplanung, die im Prinzip (nahezu) optimale Durchlaufzeiten liefern kann.")
38
3. Modell - Mengenplanung
Das Continous Setup Lotsizing Problem (CSLP) geht von der Einschränkung aus, dass auf der betrachteten Maschine in jedem Zeitabschnitt höchstens eine Produktsorte produziert werden kann und ein Wechsel der Verbrauchsfaktorklasse/ein Sortenwechsel folglich nur jeweils zu Beginn eines neuen Zeitabschnitts erlaubt ist. Die Produktionsmengen desselben Produkts in einer oder mehreren direkt aufeinanderfolgenden Zeitabschnitten können dann zu einem Los zusammengefasst werden, für das nur einmal, nämlich im jeweils ersten Zeitabschnitt, Rüstkosten zu berechnen sind, während der Rüstzustand über die gesamte Folge von Auflagezeitabschnitten fortdauert („continous setup“).
 geht von der Einschränkung aus, dass auf der betrachteten Maschine in jedem Zeitabschnitt höchstens eine Produktsorte produziert werden kann und ein Wechsel der Verbrauchsfaktorklasse/ein Sortenwechsel folglich nur jeweils zu Beginn eines neuen Zeitabschnitts erlaubt ist. Die Produktionsmengen desselben Produkts in einer oder mehreren direkt aufeinanderfolgenden Zeitabschnitten können dann zu einem Los zusammengefasst werden, für das nur einmal, nämlich im jeweils ersten Zeitabschnitt, Rüstkosten zu berechnen sind, während der Rüstzustand über die gesamte Folge von Auflagezeitabschnitten fortdauert („continous setup ).")
39
3. Modell - Mengenplanung
Mit den wie zuvor definierten Symbolen lässt sich für das CSLP das folgende Modell formulieren: Minimiere u. B. d. N. (CSLP, 1) (CSLP, 2) (CSLP, 3) (CSLP, 4) (CSLP, 5)
 (CSLP, 2) (CSLP, 3) (CSLP, 4) (CSLP, 5)")
40
3. Modell - Mengenplanung
Die wesentliche Prämisse des Discrete Lotsizing and Scheduling Problem (DLSP) ist, dass die Produktion einer Sorte immer über ganze Zeitabschnitte laufen muss, so dass die in einem Zeitabschnitt hergestellte Menge demnach entweder nur Null sein kann oder der vollen Periodenleistung entspricht („Alles-oder-nichts-Produktion“). Daraus ergibt sich, dass die zu bestimmenden Losgrößen stets ganzzahlige Vielfache einer jeweils produktabhängigen Basisproduktionsmenge wi darstellen müssen und somit nun auf bestimmte diskrete Werte eingeschränkt sind, während beim CSLP kontinuierliche Entscheidungsmöglichkeiten für die Auflagelänge bestehen und die Kapazität des Auslaufzeitabschnitts eines Loses daher u. U. nur teilweise verplant wird.
 ist, dass die Produktion einer Sorte immer über ganze Zeitabschnitte laufen muss, so dass die in einem Zeitabschnitt hergestellte Menge demnach entweder nur Null sein kann oder der vollen Periodenleistung entspricht („Alles-oder-nichts-Produktion ). Daraus ergibt sich, dass die zu bestimmenden Losgrößen stets ganzzahlige Vielfache einer jeweils produktabhängigen Basisproduktionsmenge wi darstellen müssen und somit nun auf bestimmte diskrete Werte eingeschränkt sind, während beim CSLP kontinuierliche Entscheidungsmöglichkeiten für die Auflagelänge bestehen und die Kapazität des Auslaufzeitabschnitts eines Loses daher u. U. nur teilweise verplant wird.")
41
3. Modell - Mengenplanung
Das DLSP reduziert die Entscheidung für einen Zeitabschnitt auf die Frage, ob produziert werden soll oder nicht, so dass die Produktionsmengen direkt von den Indikatorvariablen abhängen und gemäß xit = wi ∙ it ersetzt werden können. wi := Höchstmenge von Produkt i pro Zeitabschnitt. Da beim DLSP grundsätzlich von Zeitabschnitten mit einheitlichem Kapazitätsbedarf ausgegangen wird, muss für alle t gelten, dass at = a. Man erhält die folgende Formulierung: min

42
3. Modell - Mengenplanung
u. B. d. N. (DSLP, 1) (DSLP, 2) (DSLP, 3) (DSLP, 4)
 (DSLP, 2) (DSLP, 3) (DSLP, 4)")
43
3. Modell - Mengenplanung
Das Proportional Lotsizing and Scheduling Problem (PLSP) geht davon aus, dass je Zeitabschnitt maximal 1 Produktwechsel vollzogen wird. Der Rüstzustand wird aus dem vorherigen Zeitabschnitt übernommen. Dieses Modell ermöglicht, falls die Kapazität eines Zeitabschnitts nicht voll durch die Produktion eines Produktes verbraucht wird, die Produktion eines zweiten Produktes. Das PLSP soll den Fall modellieren, bei dem ein Los über mehrere Zeitabschnitte hinweg produziert wird. Rüstkosten fallen nur einmal zu Beginn der Produktion mit der Vorbereitung der Ressource für das betreffende Produkt an. Das muss nicht der Zeitabschnitt sein, in dem mit der Produktion begonnen wird, sondern kann u. U. auch schon vorher (Ende des vorherigen Zeitabschnitts) passieren. Neben den üblichen (binären) Rüstvariablen benötigt man eine zusätzliche Variable, die den Rüstzustand der Ressource am Ende eines Zeitabschnitts wiedergibt.
 geht davon aus, dass je Zeitabschnitt maximal 1 Produktwechsel vollzogen wird. Der Rüstzustand wird aus dem vorherigen Zeitabschnitt übernommen. Dieses Modell ermöglicht, falls die Kapazität eines Zeitabschnitts nicht voll durch die Produktion eines Produktes verbraucht wird, die Produktion eines zweiten Produktes. Das PLSP soll den Fall modellieren, bei dem ein Los über mehrere Zeitabschnitte hinweg produziert wird. Rüstkosten fallen nur einmal zu Beginn der Produktion mit der Vorbereitung der Ressource für das betreffende Produkt an. Das muss nicht der Zeitabschnitt sein, in dem mit der Produktion begonnen wird, sondern kann u. U. auch schon vorher (Ende des vorherigen Zeitabschnitts) passieren. Neben den üblichen (binären) Rüstvariablen benötigt man eine zusätzliche Variable, die den Rüstzustand der Ressource am Ende eines Zeitabschnitts wiedergibt.")
44
3. Modell - Mengenplanung
Minimiere u. B. d. N. (PLSP, 1) (PLSP, 2) (PLSP, 3) (PLSP, 4) (PLSP, 5) (PLSP, 6) (PLSP, 7) (PLSP, 8)
 (PLSP, 2) (PLSP, 3) (PLSP, 4) (PLSP, 5) (PLSP, 6) (PLSP, 7) (PLSP, 8)")
45
3. Modell - Mengenplanung
Das folgende Bild zeigt ein Beispiel mit 3 Produkten und 10 Zeitabschnitten. In der obersten Zeile sind die Rüstzustände (Produktnummer) am Anfang des Zeitabschnitts angegeben. Die Zahlen in den Balken sind die Wertepaare „Rüstzeit + Bearbeitungszeit“. Die Rüstzeiten sind jeweils 10.
 am Anfang des Zeitabschnitts angegeben. Die Zahlen in den Balken sind die Wertepaare „Rüstzeit + Bearbeitungszeit . Die Rüstzeiten sind jeweils 10.")
46
3. Modell - Zuordnungsprobleme
1 : N-Probleme (Knapsack-Problem) Eine Menge von Elementen soll so gebildet werden, dass eine Zielfunktion maximiert und gleichzeitig eine gegebene Randbedingung eingehalten wird. Das Knapsack-Problem lässt sich dementsprechend als unter den Bedingungen Schranke; formulieren. i ist dabei die Laufvariable der betrachteten Elemente, pi der Zielertrag und qi der Ertrag hinsichtlich der gegebenen Schranke. Praktische Beispiele sind alle Auswahlprobleme, bei denen die zu wählenden Alternativen mit unterschiedlicher Gewichtung in Zielfunktion und Bedingung eingehen. Gelöst werden kann das Knapsack-Problem mittels Branch-and Bound-Methode.
 Eine Menge von Elementen soll so gebildet werden, dass eine Zielfunktion maximiert und gleichzeitig eine gegebene Randbedingung eingehalten wird. Das Knapsack-Problem lässt sich dementsprechend als. unter den Bedingungen. Schranke; formulieren. i ist dabei die Laufvariable der betrachteten Elemente, pi der Zielertrag und qi der Ertrag hinsichtlich der gegebenen Schranke. Praktische Beispiele sind alle Auswahlprobleme, bei denen die zu wählenden Alternativen mit unterschiedlicher Gewichtung in Zielfunktion und Bedingung eingehen. Gelöst werden kann das Knapsack-Problem mittels Branch-and Bound-Methode.")
47
3. Modell - Zuordnungsprobleme
N : N-Probleme N:N-Probleme ordnen in der Regel eine gegebene Menge von Elementen (an), indem eine zweite bereits geordnete Menge als Ordnungsbegriff verwendet wird. Das lineare Zuordnungsproblem ordnet den Elementen einer eindimensionalen Grundmenge I die Elemente einer ebenfalls eindimensionalen Menge J zu. Das lineare Zuordnungsproblem lässt sich wie folgt formulieren: unter den Bedingungen
, indem eine zweite bereits geordnete Menge als Ordnungsbegriff verwendet wird. Das lineare Zuordnungsproblem ordnet den Elementen einer eindimensionalen Grundmenge I die Elemente einer ebenfalls eindimensionalen Menge J zu. Das lineare Zuordnungsproblem lässt sich wie folgt formulieren: unter den Bedingungen.")
48
3. Modell - Zuordnungsprobleme
Praktische Beispiele des linearen Zuordnungsproblems sind z. B. die Zuordnung von n Tätigkeiten zu n Werkern, wobei jede Tätigkeit genau einem Werker zugeordnet wird und jeder Werker nur genau eine Tätigkeit bearbeitet. Die Zuordnung von Artikeln zu Lagerplätzen ist ebenfalls eine solche Aufgabenstellung. Dieses Problem ist auch als Heiratsproblem bekannt. Grundsätzlich können für das lineare Zuordnungsproblem die Verfahren zur Lösung des klassischen Transportproblems angewandt werden.

49
3. Modell - Zuordnungsprobleme
N : M-Probleme / Zweistufiges Distributionsproblem Es werden folgende Annahmen getroffen: Es existieren m Produktionsstandorte und n Nachfragepunkte. Vom Ort h (h = 1, ..., m) werden bh Mengeneinheiten bezogen, an Ort j (j = 1, ..., n) gj Mengeneinheiten geliefert. p Auslieferungslager sollen so auf q mögliche Orte (𝑞≥𝑝) gesetzt werden, dass die Lagerungs- und Transportkosten minimiert werden. Die Anzahl p ist zu ermitteln. Bei der Lagerung am möglichen Standort i entstehen Fixkosten KF und variable Kosten KVi. Am möglichen Standort i können maximal ci Mengeneinheiten gelagert werden. Die Transportkosten sind proportional zur Entfernung und proportional zum Transportaufkommen. Sie seien KThi vom Lieferort h zum Lagerstandort i und KTij vom Lagerstandort i zum Nachfragepunkt j. Bei Direktbelieferung vom Produktionsstandort h zum Nachfragepunkt j betragen die Transportkosten KThj.
 werden bh Mengeneinheiten bezogen, an Ort j (j = 1, ..., n) gj Mengeneinheiten geliefert. p Auslieferungslager sollen so auf q mögliche Orte (𝑞≥𝑝) gesetzt werden, dass die Lagerungs- und Transportkosten minimiert werden. Die Anzahl p ist zu ermitteln. Bei der Lagerung am möglichen Standort i entstehen Fixkosten KF und variable Kosten KVi. Am möglichen Standort i können maximal ci Mengeneinheiten gelagert werden. Die Transportkosten sind proportional zur Entfernung und proportional zum Transportaufkommen. Sie seien KThi vom Lieferort h zum Lagerstandort i und KTij vom Lagerstandort i zum Nachfragepunkt j. Bei Direktbelieferung vom Produktionsstandort h zum Nachfragepunkt j betragen die Transportkosten KThj.")
50
3. Modell - Zuordnungsprobleme
N : M-Probleme / Zweistufiges Distributionsproblem Variablen Xij Vom Ort i zum Ort j gelieferte Menge Parameter KThi Transportkosten der 1. Stufe Kfi Fixkosten der Lagerung KVi Variable Kosten der Lagerung/Transportkosten der 2. Stufe bi vom Ort i bestellte Menge gj vom Ort j gelieferte Menge ci Kapazität von Lagerstandort i

51
3. Modell - Zuordnungsprobleme
Damit ergibt sich folgendes Modell: Minimiere unter den Nebenbedingungen

52
3. Modell - Zuordnungsprobleme
yi = 0, falls kein Lager am Standort i errichtet wird, sonst yi = 1; i = 1, …, q. Gängige Heuristiken sind Drop- oder Add-Algorithmen zur Zuordnung von Bedarfsorten zu Auslieferungslagern. Bekanntestes Verfahren ist hier der Add-Algorithmus nach Kühn-Hamburger.

53
3. Modell - Zuordnungsprobleme
Beispiel für eine mit dem Kuhn-Hamburger-Algorithmus berechnete N:M Zuordnung

54
3. Modell - Zuordnungsprobleme
N : M-Probleme / Abtaktung von Fließlinien Die Planung einer getakteten Einprodukt-Fließlinie wird bei den Simple Assembly Line Balancing Problemen (SALB) auf die Zuordnung der n vorhandenen Arbeitsvorgänge zu den einzelnen Stationen reduziert, wobei (technologische) Abhängigkeiten zwischen den einzelnen Arbeitsvorgängen berücksichtigt werden. Dabei gehen alle SALB-Modelle von den folgenden Annahmen aus: Das einzige Produkt wird in n Arbeitsvorgängen, die unteilbar vorliegen, hergestellt. Das Produktionsverfahren ist fest vorgegeben. Jeder der auszuführenden Arbeitsvorgänge j = {1, …, n} besitzt eine fest vorgegebene Bearbeitungszeit tj. Die Reihenfolge der einzelnen Arbeitsvorgänge ist unveränderbar und durch einen gerichteten Vorranggraphen GV= (KN, KA, t) festgelegt. Ein Vorranggraph GV = (KN, KA, t) ist ein gerichteter zyklenfreier Graph mit einer Menge KN = {1, ..., n} von Knoten, einer Kantenmenge KA {(i, j) i, j KN} und einem Vektor t N von Bewertungen.
 auf die Zuordnung der n vorhandenen Arbeitsvorgänge zu den einzelnen Stationen reduziert, wobei (technologische) Abhängigkeiten zwischen den einzelnen Arbeitsvorgängen berücksichtigt werden. Dabei gehen alle SALB-Modelle von den folgenden Annahmen aus: Das einzige Produkt wird in n Arbeitsvorgängen, die unteilbar vorliegen, hergestellt. Das Produktionsverfahren ist fest vorgegeben. Jeder der auszuführenden Arbeitsvorgänge j = {1, …, n} besitzt eine fest vorgegebene Bearbeitungszeit tj. Die Reihenfolge der einzelnen Arbeitsvorgänge ist unveränderbar und durch einen gerichteten Vorranggraphen GV= (KN, KA, t) festgelegt. Ein Vorranggraph GV = (KN, KA, t) ist ein gerichteter zyklenfreier Graph mit einer Menge KN = {1, ..., n} von Knoten, einer Kantenmenge KA {(i, j) i, j KN} und einem Vektor t N von Bewertungen.")
55
3. Modell - Zuordnungsprobleme
N : M-Probleme / Abtaktung von Fließlinien Alle Stationen besitzen dieselbe Taktzeit. Diese kann freigewählt werden, darf aber nicht durch die dort auszuführenden Arbeitsvorgänge überschritten werden. Es existiert eine fixe Anstoßrate. Damit ist die Dauer zwischen dem Auflegen zweier Produkteinheiten für die gesamte Produktionsdauer unveränderbar. Alle Stationen sind hinsichtlich der eingesetzten Potentialfaktoren gleich ausgestattet. Dabei dürfen die Potenzialfaktoren nicht zwischen den einzelnen Stationen verschoben werden. Alle Stationen sind nur einfach vorhanden. Es ist nicht möglich, dieselbe Station noch einmal parallel dazu neu zu installieren, um auf diese Weise eine verbesserte Leistungsabstimmung zu ermöglichen.

56
3. Modell - Zuordnungsprobleme
N : M-Probleme / Abtaktung von Fließlinien Es existieren keinerlei Restriktionen hinsichtlich der Zuordnung von Arbeitsvorgängen zu Stationen. Grundsätzlich kann jeder Arbeitsvorgang zu jeder Station zugeordnet werden kann, wenn die anderen Nebenbedingungen dies zulassen. Auch bestehen neben den Vorrangbeziehungen keinerlei zusätzliche Einschränkungen, die die wählbare Reihenfolge der Arbeitsvorgänge am Fließband beeinträchtigen. Es gibt keine Möglichkeit, ein Produkt während der Produktion vom Band zu nehmen und in einem Puffer zwischenzulagern.

57
3. Modell - Zuordnungsprobleme
N : M-Probleme / Abtaktung von Fließlinien Das Standard-Maximum-Problem, das z. B. bei der Zuteilung von Rohstoffen zu Produktionsprozessen oder Erzeugnissen vorliegt, besteht aus: einer linearen Zielfunktion, deren Maximum bestimmt werden soll, mindestens einer linearen Restriktion der Form 𝑎 𝑖 𝑥 𝑖 ≤𝑏 (mit 𝑏≥0) den Nicht-Negativitätsbedingungen für jede vorkommende Variable. Dem entspricht das mathematische Modell: 1. 𝑐 1 𝑥 1 + 𝑐 2 𝑥 2 +…+ 𝑐 𝑛 𝑥 𝑛 →𝑚𝑎𝑥! 2. 𝑎 11 𝑥 1 + 𝑎 12 𝑥 2 +…+ 𝑎 1𝑛 𝑥 𝑛 ≤ 𝑏 1 𝑎 21 𝑥 1 + 𝑎 22 𝑥 2 +…+ 𝑎 2𝑛 𝑥 𝑛 ≤ 𝑏 2 … 𝑎 𝑚1 𝑥 1 + 𝑎 𝑚2 𝑥 2 +…+ 𝑎 𝑚𝑛 𝑥 𝑛 ≤ 𝑏 𝑚 3. 𝑥 1 ≤0,𝑥 2 ≥0,…, 𝑥 𝑛 ≥0 𝑥 1 ,…, 𝑥 𝑛 ∈𝑅
 den Nicht-Negativitätsbedingungen für jede vorkommende Variable. Dem entspricht das mathematische Modell: 1. 𝑐 1 𝑥 1 + 𝑐 2 𝑥 2 +…+ 𝑐 𝑛 𝑥 𝑛 →𝑚𝑎𝑥! 2. 𝑎 11 𝑥 1 + 𝑎 12 𝑥 2 +…+ 𝑎 1𝑛 𝑥 𝑛 ≤ 𝑏 1. 𝑎 21 𝑥 1 + 𝑎 22 𝑥 2 +…+ 𝑎 2𝑛 𝑥 𝑛 ≤ 𝑏 2. … 𝑎 𝑚1 𝑥 1 + 𝑎 𝑚2 𝑥 2 +…+ 𝑎 𝑚𝑛 𝑥 𝑛 ≤ 𝑏 𝑚. 3. 𝑥 1 ≤0,𝑥 2 ≥0,…, 𝑥 𝑛 ≥0. 𝑥 1 ,…, 𝑥 𝑛 ∈𝑅.")
58
3. Modell - Zuordnungsprobleme
Lineare Optimierung Beim Simplex-Algorithmus werden Zielfunktion und Restriktionen in das Simplex-Tableau übertragen, wo das Ungleichungssystem der Restriktionen durch Einführung so vieler Schlupfvariablen, wie Restriktionen vorhanden sind, vergrößert (hier um die Schlupfvariablen 𝑥 𝑛+1 ,…, 𝑥 𝑛+𝑚 ) und zum Gleichungssystem umgeformt und die Zielfunktion entsprechend ergänzt wird. Diese Schlupfvariablen bezeichnen die nicht genutzte bzw. eingesetzte Menge eines jeweiligen Rohstoffes. Pro Restriktion wird eine Schlupfvariable definiert. Für die Schlupfvariablen gilt die Nicht-Negativitätsbedingung. Anschließend wird durch Iteration eine eindeutige Lösung ermittelt.
 und zum Gleichungssystem umgeformt und. die Zielfunktion entsprechend ergänzt wird. Diese Schlupfvariablen bezeichnen die nicht genutzte bzw. eingesetzte Menge eines jeweiligen Rohstoffes. Pro Restriktion wird eine Schlupfvariable definiert. Für die Schlupfvariablen gilt die Nicht-Negativitätsbedingung. Anschließend wird durch Iteration eine eindeutige Lösung ermittelt.")
59
3. Modell - Zuordnungsprobleme
Lineare Optimierung Beispiel: Maximiere 𝑍= 𝑥 𝑖 + 2𝑥 2 + 3𝑥 3 + 4𝑥 4 unter Beachtung der Restriktionen 5𝑥 𝑖 + 3𝑥 2 + 𝑥 3 + 𝑥 4 ≤12 2𝑥 𝑖 + 6𝑥 2 +2 𝑥 3 +4 𝑥 4 ≤18 2𝑥 𝑖 + 𝑥 2 + 2𝑥 3 + 𝑥 4 ≤15 mit 𝑥 𝑖 ≥0, 𝑥 2 ≥0, 𝑥 3 ≥0, 𝑥 4 ≥0 Dieses Ungleichungssystem wird in das folgende Tableau überführt. Simplextableau (1) Variablen Schlupfvariablen x1 x2 x3 x4 x5 x6 x7 Z RS 5 3 1 12 2 6 4 18 15 -1 -2 -3 -4
 Variablen. Schlupfvariablen. x1. x2. x3. x4. x5. x6. x7. Z. RS")
60
3. Modell - Zuordnungsprobleme
Lineare Optimierung Aus diesem ersten Simplextableau ist schon eine erste Lösung ablesbar, nämlich die zu den Basisvariablen x5, x6, x7 gehörende Basislösung x5 = 12, x6 = 18, x7 = 15 und damit zwangsläufig die Nicht-Basis-Variablen x1 = 0, x2 = 0, x3 = 0, x4 = 0 und somit Z = 0. Zur Simplex-Iteration gehören folgende Schritte: Wahl der Pivot-Spalte Als Pivot-Spalte wird diejenige Spalte gewählt, die den absolut größten negativen Koeffizienten aufweist (hier: x4 mit dem Koeffizienten -4). Sind keine negativen Koeffizienten in der Zielfunktion mehr enthalten, ist das Maximum erreicht, und der Simplex-Algorithmus ist abgeschlossen.
. Sind keine negativen Koeffizienten in der Zielfunktion mehr enthalten, ist das Maximum erreicht, und der Simplex-Algorithmus ist abgeschlossen.")
61
3. Modell - Zuordnungsprobleme
Lineare Optimierung Wahl der Pivot-Zeile Als Pivot-Zeile wird die Zeile mit kleinstem Qi gewählt, wobei Qi wie folgt erklärt ist: Qi = pi/qi mit pi = Element der i-ten Zeile in der RS-Spalte und qi = positives Element der i-ten Zeile der Pivot-Spalte. Zeilen, in denen qi ≤ 0 ist, bleiben unberücksichtigt. Im obigen Beispiel ist Q1 = 12, Q2 = 4, 5, Q3 = 15, die Pivot-Zeile ist demnach die 2. Zeile. Sollte die Pivot-Spalte kein positives Element enthalten, ist die Lösung nicht begrenzt, und der Simplex-Algorithmus ist beendet. Umrechnung des Tableaus auf eine neue Basislösung Im Schnittpunkt der Pivot-Spalte und der Pivot-Zeile steht das Pivot-Element. Die Variable mit dem Pivot-Element wird neue Basis-Variable, indem durch Zeilenoperation das Pivot-Element zu 1 und alle übrigen Elemente der Pivot-Spalte zu Nullen umgeformt werden.

62
3. Modell - Zuordnungsprobleme
Lineare Optimierung x1 x2 x3 x4 x5 x6 x7 Z RS Qi 5 3 1 12 2 6 4 18 4,5 15 -1 -2 -3 -4 - 9/2 3/2 -¼ 7,5 - ½ - ¼ 10,5 Simplextableau (2)
")
63
3. Modell - Zuordnungsprobleme
Lineare Optimierung Das letzte Tableau enthält eine verbesserte Basislösung. Bestimmende Variable der neuen Lösung sind die Variablen mit den Einheits(spalten)vektoren, also x4, x5, x7. Die Variablen gehen in die neue Lösung ein mit x4 = 4,5, x5 = 7,5 und x7 = 10,5. Alle übrigen Variablen gehören nicht zur Lösung, sie haben den Wert Null; also x1 = 0, x2 = 0, x3 = 0, x6 = 0. Die Zielfunktion hat nun den Wert 18. Er wird gebildet aus x1 + 2x2 + 3x3 + 4x4 = 18.
vektoren, also x4, x5, x7. Die Variablen gehen in die neue Lösung ein mit x4 = 4,5, x5 = 7,5 und x7 = 10,5. Alle übrigen Variablen gehören nicht zur Lösung, sie haben den Wert Null; also x1 = 0, x2 = 0, x3 = 0, x6 = 0. Die Zielfunktion hat nun den Wert 18. Er wird gebildet aus x1 + 2x2 + 3x3 + 4x4 = 18.")
64
3. Modell - Zuordnungsprobleme
Lineare Optimierung x1 x2 x3 x4 x5 x6 x7 Z RS Qi 9/2 3/2 1 - ¼ 7,5 15 4,5 9 - ½ 10,5 7 4 -1 18 5/3 -1/6 -1/3 1/3 2/3 2 11/3 5/6 25 Simplextableau (3)
")
65
3. Modell - Zuordnungsprobleme
Lineare Optimierung Mit der obigen Iteration ist der Simplex-Algorithmus beendet, da keine negativen Zahlen in der letzten Zeile mehr auftauchen. Der Lösungsvektor lautet (0, 0, 7, 1, 4, 0, 0). Bedeutend für die Ermittlung sind die Spaltenvektoren der Variablen, die eine Einheitsmatrix darstellen. Hier sind die Variablen x1, x2, x6 und x7 Null, da sie nicht zu einer Einheitsmatrix zusammengefasst werden können. Abschließend wird der Lösungsvektor in die Zielfunktion eingesetzt: Z = 0 4 = 25
. Bedeutend für die Ermittlung sind die Spaltenvektoren der Variablen, die eine Einheitsmatrix darstellen. Hier sind die Variablen x1, x2, x6 und x7 Null, da sie nicht zu einer Einheitsmatrix zusammengefasst werden können. Abschließend wird der Lösungsvektor in die Zielfunktion eingesetzt: Z = 0 4 = 25.")
66
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Eine ganzzahlige Quantifizierung von Beziehungen leistet das Transportproblem und die auf ihm beruhenden Erweiterungen. Beim „klassischen“ Transportproblem werden die optimalen Transportzuordnungen eines homogenen Gutes von nA Angebotsorten (bzw. Lieferorten) zu nB Bedarfsorten (bzw. Nachfrageorten) gesucht. Zwischenlager werden dabei nicht betrachtet, es handelt sich also um ein einstufiges Transportproblem. Deshalb müssen bei der hier vorliegenden Fragestellung alle Standorte von Kunden und Lieferanten z. B. als Angebotsorte, alle betrieblichen Standorte einschließlich des Standorts q, der gerade untersucht wird, als Bedarfsorte (oder umgekehrt) betrachtet werden. Aus der Sicht der Bedarfsorte entstehen nB Einzugsgebiete, die anders als beim Steiner-Weber-Problem – begründet durch das begrenzte Angebot – nicht überschneidungsfrei sein müssen. Vorgegeben sind die Angebotsmengen meAh; h = 1, 2, ..., nA der nA Angebotsorte, sowie die Bedarfsmengen meBj; j = 1, 2, ..., nB der nB Bedarfsorte, außerdem die Transportkosten kThj von den Angebotsorten h zu den Bedarfsorten j.
 zu nB Bedarfsorten (bzw. Nachfrageorten) gesucht. Zwischenlager werden dabei nicht betrachtet, es handelt sich also um ein einstufiges Transportproblem. Deshalb müssen bei der hier vorliegenden Fragestellung alle Standorte von Kunden und Lieferanten z. B. als Angebotsorte, alle betrieblichen Standorte einschließlich des Standorts q, der gerade untersucht wird, als Bedarfsorte (oder umgekehrt) betrachtet werden. Aus der Sicht der Bedarfsorte entstehen nB Einzugsgebiete, die anders als beim Steiner-Weber-Problem – begründet durch das begrenzte Angebot – nicht überschneidungsfrei sein müssen. Vorgegeben sind die Angebotsmengen meAh; h = 1, 2, ..., nA der nA Angebotsorte, sowie die Bedarfsmengen meBj; j = 1, 2, ..., nB der nB Bedarfsorte, außerdem die Transportkosten kThj von den Angebotsorten h zu den Bedarfsorten j.")
67
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Beispiel eines „klassischen“ Transportproblems

68
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Werden mit mehj die Transportmengen bezeichnet, die von den Orten h zu den Orten j je Zeitabschnitt transportiert werden, so lässt sich der folgende lineare Optimierungsansatz aufstellen: Die Zielfunktion KT (Transportkosten) ist unter den Restriktionen sowie der Nichtnegativitätsbedingung zu minimieren.
 ist unter den Restriktionen. sowie der Nichtnegativitätsbedingung. zu minimieren.")
69
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Als zusätzliche Bedingung für die Existenz einer Lösung muss gelten, dass die Summe der Angebotsmengen gleich der Summe der Bedarfsmengen ist: Die exakte Lösung des Transportproblems ist z. B. in [Chaa61, MuMe70] beschrieben. Das dort angegebene Lösungsverfahren geht von einer Ausgangslösung aus, die mit Hilfe der Nordwestecken-Regel erstellt wird. Diese Lösung wird bewertet, in dem Veränderungen bei den nicht benutzten Relationen in Höhe von jeweils einer Mengeneinheit eingeführt werden. Ergeben sich dadurch Verbesserungen, ist die optimale Lösung noch nicht gefunden. Die Erprobung anderer Zuordnungen darf keine inkonsistenten Lösungen implizieren. Daher kann eine von Null verschiedene Transportmenge nicht beliebig eingeführt werden. Vielmehr erfordert dies ein Nachführen der gesamten Matrix der Transportmengen.

70
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Bewertung einer zulässigen Lösung

71
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Die probeweise Einführung einer Transporteinheit in [OA3 OB1] in der gezeigten Abbildung erfordert eine Korrektur in [OA3 OB4], diese eine Korrektur in [OA2 OB4], diese wiederum in [OA2 OB3] usw., bis der gezeigte Weg durchschritten ist. In einem weiteren Verfahrensschritt wird nun eine verbesserte Lösung erarbeitet, bei der die Transportbeziehung eingebaut wird, die bei der Bewertung die höchste relative Verbesserung versprochen hat (größter Kostengradient). Dieser Ablauf wird solange wiederholt, bis sich keine Verbesserung mehr erzielen lässt (Stepping-Stone-Algorithmus nach Dantzig [Dant74]). Im folgenden sei ein Beispiel zur exakten Lösung des Transportproblems angegeben (s. [Chaa61])
. Dieser Ablauf wird solange wiederholt, bis sich keine Verbesserung mehr erzielen lässt (Stepping-Stone-Algorithmus nach Dantzig [Dant74]). Im folgenden sei ein Beispiel zur exakten Lösung des Transportproblems angegeben (s. [Chaa61])")
72
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Mengenmäßige Erfordernisse und Transportkosten je Mengeneinheit

73
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Zur Ausgangslösung mittels Nordwesteckenregel wird beginnend mit [OA1 OB1] in Richtung [OA3 OB5 ] Bedarf und Angebot verglichen und aufgeteilt. Ist das jeweilige Angebot größer als der Bedarf des gerade betrachteten Bedarfsort, wird waagerecht, anderfalls senkrecht vorgegangen. Ist Angebot und Bedarf gleich, wird in der Diagonalen fortgeschritten. Erste zulässige Lösung

74
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Diese erste Lösung verursacht Kosten in Höhe von 251 GE. Die größte Verbesserung je veränderter Mengeneinheit ergibt sich hier für [OA1 OB4] (18 GE Ersparnis für 1 Mengeneinheit). Auf dem Weg [OA1 OB4] -> [OA1 OB3] -> [OA1 OB3] -> [OA2 OB4] kann maximal 1 Mengeneinheit von [OA1 OB3] bzw. [OA2 OB4] nach [OA1 OB4] bzw. [OA1 OB3] bewegt werden. Es ergibt sich als zweite zulässige Lösung
. Auf dem Weg [OA1 OB4] -> [OA1 OB3] -> [OA1 OB3] -> [OA2 OB4] kann maximal 1 Mengeneinheit von [OA1 OB3] bzw. [OA2 OB4] nach [OA1 OB4] bzw. [OA1 OB3] bewegt werden. Es ergibt sich als zweite zulässige Lösung.")
75
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Zweite zulässige Lösung mit KT = 233 GE und Bewertung

76
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Die Lösungen des dritten, vierten und fünften Schritts sind im folgenden gezeigt. Dritte zulässige Lösung mit KT = 181 GE und Bewertung

77
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Vierte zulässige Lösung mit KT = 151 GE und Bewertung

78
3. Modell - Zuordnungsprobleme
Ganzzahlige Optimierung Fünte, optimale Lösung mit KT = 150 GE und Bewertung

79
3. Modell Aufgabe 1: Kann ein Modell immer richtig sein?

80
3. Modell Aufgabe 2 - Ausgangssituation
Das Projekt InVorMa betrachtet die Entwicklung und Fertigung von Kleinserien und Einzelwerkstücken. Im Rahmen des Entwicklungs- und Fertigungsprozesses werden Aufträge bearbeitet. Dabei lässt sich zwischen zwei Sorten von Aufträgen unterscheiden: Geplante Aufträge. Diese externen/internen Aufträge sind längerfristig bekannt. Sie resultieren in der Regel aus einem Angebot an einen Kunden. Spontane Aufträge. Diese Aufträge werden kurzfristig bekannt und haben eine hohe Priorität. Sie resultieren aus notwendigen Nachbesserungen in der Qualifizierungsphase oder aus dem Service- und Ersatzteilgeschäft.

81
3. Modell Der Entwicklungs- und Fertigungsprozess für einen Auftrag besteht aus einer Menge von Teilprozessen (TP), die in einem Prozessplan (PP) zusammengefasst sind. Die einzelnen Teilprozesse des PP folgen einer festen Reihenfolge, teilweise sind alternative Bearbeitungswege erlaubt. TP können voneinander abhängig sein: Bevor ein TP startet, müssen alle Vorgänger-TP abgeschlossen sein (keine Überlappungen!) Jedem TP kann ein frühester Starttermin und ein spätester Endtermin zugeordnet werden. Jeder TP des PP benötigt eine bestimmte Quantität einer bestimmten Menge von Ressourcen. Nur wenn eine ausreichende Quantität der entsprechenden Ressource zur Verfügung steht, kann der TP durchgeführt werden. Bei der Angabe der benötigten Quantität handelt es sich vor allem bei der erstmaligen Durchführung eines PP um eine Schätzung; diese kann nach oben oder nach unten abweichen. Am Ende des PP steht der Auslieferungstermin.
, die in einem Prozessplan (PP) zusammengefasst sind. Die einzelnen Teilprozesse des PP folgen einer festen Reihenfolge, teilweise sind alternative Bearbeitungswege erlaubt. TP können voneinander abhängig sein: Bevor ein TP startet, müssen alle Vorgänger-TP abgeschlossen sein (keine Überlappungen!) Jedem TP kann ein frühester Starttermin und ein spätester Endtermin zugeordnet werden. Jeder TP des PP benötigt eine bestimmte Quantität einer bestimmten Menge von Ressourcen. Nur wenn eine ausreichende Quantität der entsprechenden Ressource zur Verfügung steht, kann der TP durchgeführt werden. Bei der Angabe der benötigten Quantität handelt es sich vor allem bei der erstmaligen Durchführung eines PP um eine Schätzung; diese kann nach oben oder nach unten abweichen. Am Ende des PP steht der Auslieferungstermin.")
82
3. Modell Kann der Auslieferungstermin nicht eingehalten werden, so gibt es die Möglichkeit, Aufträge an externe Firmen zu vergeben. Das ist aber nicht für alle Aufträge möglich. Die Ressourcen umfassen sämtliche Betriebsmittel sowie das dazugehörige Personal. Als Ressourcen wurden genannt: Maschinen Werkzeuge für die Maschinen Mitarbeiter (Maschinenbediener, CAM-Entwickler, …) Aufspannvorrichtungen Roh- und Kaufteile
 Aufspannvorrichtungen. Roh- und Kaufteile.")
83
3. Modell Die Verfügbarkeit der Ressourcen kann für bestimmte Zeitintervalle beschränkt oder ausgeschlossen sein. Dies kann zwei Ursachen haben. Im Produktionsprozess kann es zu unvorhergesehenen Störungen kommen. Diese sind nicht vorhersehbar und können jederzeit auftreten. So können Werkzeuge oder Maschinen ausfallen oder Mitarbeiter krank werden. Im Produktionsprozess kann es zu geplanten Ausfällen kommen. Diese sind im Vorhinein bekannt, können aber nicht verschoben werden. So können sich Mitarbeiter Urlaub nehmen oder Maschinen bzw. Werkzeuge müssen gewartet werden.

84
3. Modell Fa. S. Die Fertigung hat neben älteren Einzelmaschinen (Fräsmaschine, Raboma) 4 Fräsmaschinen: 1 große Zayer und drei Deckelmaho. S. macht ERP mit Navision, hat CAD, hat CAM, will jetzt mit Navision Leitstand einführen. Keine Werkzeugverwaltung, keine Parameter für Werkzeuge, alles CNC an der Maschine, Festlegung der Maschine durch den Menschen. Die ersten Laufzeiten werden geschätzt. Mit den vier Maschinen können (durchaus üblich) alternative Arbeitspläne erstellt werden. Die Fa. S. hätte gerne Zusammenfassung von Aufträgen über dieselben Teile (Kunden-, Werkstattauftrag), keine Lagerplatzverwaltung, Rüstreihenfolge über unterschiedliche Teile. Rüstzeiten sind auch die Programmierzeiten. Die Fa. S. fährt 3-Schicht/5 Tage. Dabei ist die 3. Schicht nicht mit der Früh- und Spätschicht gleichberechtigt. Ziel ist, in der 3. Schicht in gerüstetem Zustand durchzufahren. Nachtschicht sind Werker fest, Früh- und Spätschicht wechseln, geplante Maschinenwartung.
 4 Fräsmaschinen: 1 große Zayer und drei Deckelmaho. S. macht ERP mit Navision, hat CAD, hat CAM, will jetzt mit Navision Leitstand einführen. Keine Werkzeugverwaltung, keine Parameter für Werkzeuge, alles CNC an der Maschine, Festlegung der Maschine durch den Menschen. Die ersten Laufzeiten werden geschätzt. Mit den vier Maschinen können (durchaus üblich) alternative Arbeitspläne erstellt werden. Die Fa. S. hätte gerne Zusammenfassung von Aufträgen über dieselben Teile (Kunden-, Werkstattauftrag), keine Lagerplatzverwaltung, Rüstreihenfolge über unterschiedliche Teile. Rüstzeiten sind auch die Programmierzeiten. Die Fa. S. fährt 3-Schicht/5 Tage. Dabei ist die 3. Schicht nicht mit der Früh- und Spätschicht gleichberechtigt. Ziel ist, in der 3. Schicht in gerüstetem Zustand durchzufahren. Nachtschicht sind Werker fest, Früh- und Spätschicht wechseln, geplante Maschinenwartung.")
85
3. Modell Werkzeuge (Spindeln) werden zwischen den Maschinen geteilt. Da gibt es „Werkzeugmanagement“. S. denkt über Nullpunktaufspannungen nach, die für alle Maschinen genutzt werden. Fräser sind mehrfach da, S. berücksichtigt keine Reststandzeiten, der Werker wechselt selbständig. Es gibt Aufträge mit und ohne Zeitpuffer, bestimmte Teile sollen nicht bestimmten Schichten zugeordnet werden. Die Teile sollen 1 Woche vor Montagebeginn fertig sein. Notfälle haben hohe Priorität. Externe Werkbank. Rückmeldung, wenn Auftrag fertig, keine Splittung von Aufträgen. Zeitraster: Minutenraster / Werker meldet sich über Karte an.
 werden zwischen den Maschinen geteilt. Da gibt es „Werkzeugmanagement . S. denkt über Nullpunktaufspannungen nach, die für alle Maschinen genutzt werden. Fräser sind mehrfach da, S. berücksichtigt keine Reststandzeiten, der Werker wechselt selbständig. Es gibt Aufträge mit und ohne Zeitpuffer, bestimmte Teile sollen nicht bestimmten Schichten zugeordnet werden. Die Teile sollen 1 Woche vor Montagebeginn fertig sein. Notfälle haben hohe Priorität. Externe Werkbank. Rückmeldung, wenn Auftrag fertig, keine Splittung von Aufträgen. Zeitraster: Minutenraster / Werker meldet sich über Karte an.")
86
3. Modell Fa. P. P. baut die Spritzgusswerkzeuge selbst. Demnach sind Erodier- und Fräsmaschinen zu verplanen: 7 Maschinen DMG, 1 Erodiermaschine, 1364 Werkzeuge im Zugriff. Die Werkzeuge sind „normale“ Spritzgusswerkzeuge für Arburg-Maschinen. Die Werkzeuge werden getestet und bemustert. Sie können ggf. mit Umbausätzen auf bis zu 500 Varianten eingestellt werden. Die Programme für die Maschinen haben Grundmuster bspw. für Bohrung, …, Bohrmakros, Fräsmakros, kombinierte Makros. Schnittdaten werden aus dem Werkzeugverwaltungssystem entnommen. Der Kunde ist immer ein interner Kunde. Jeder AG wird rückgemeldet. Der Montierer stellt die Komplettierung sicher. Der Werkzeugmontierer richtet in einem Regal einen Sammelplatz für ein zu montierendes Spritzgusswerkzeug ein. Schadenfälle schiebt der Fertigungssteuerer persönlich durch. InVorMa soll CAD/CAM mitbetrachten – es steht auch im Arbeitsplan. Wir sollen uns auf APO-Schnittstellen einstellen. Der Arbeitsplan soll verfeinert werden, wenn das an die Heutelinie rückt. Nächtliche Planung. Rückmeldung alle 15 Minuten. Minutengenaue Rasterung.

87
3. Modell 2. Aufgabenstellung
Die Ablaufplanung für den Fertigungsprozess findet bisher manuell statt. Dabei werden die Aufträge mitsamt ihrem PSP sowie die Ressourcen und deren Belegung im ERP-System (z.B. SAP oder MS Dynamics Nav) abgebildet. Ziel ist es, die Planung zu automatisieren und an bestimmten Zielkriterien auszurichten. Dabei sollen folgende Ziele verfolgt werden: Rüstzeitminimierung. Da unterschiedliche Werkstücke unterschiedliche Werkzeuge und Aufspannvorrichtungen benötigen entstehen Rüstzeiten beim Wechsel von einem Auftrag zu einem anderen. Diese können minimiert werden, indem Aufträge mit gleichen oder teilweise gleichen Werkzeugen nacheinander bearbeitet werden. An manchen Maschinen fallen beim Wechsel von einem Werkstück zu einem anderen Werkstück Programmierzeiten an, diese können durch das Zusammenfassen von Aufträgen für gleiche Werkstücke reduziert werden.
 abgebildet. Ziel ist es, die Planung zu automatisieren und an bestimmten Zielkriterien auszurichten. Dabei sollen folgende Ziele verfolgt werden: Rüstzeitminimierung. Da unterschiedliche Werkstücke unterschiedliche Werkzeuge und Aufspannvorrichtungen benötigen entstehen Rüstzeiten beim Wechsel von einem Auftrag zu einem anderen. Diese können minimiert werden, indem Aufträge mit gleichen oder teilweise gleichen Werkzeugen nacheinander bearbeitet werden. An manchen Maschinen fallen beim Wechsel von einem Werkstück zu einem anderen Werkstück Programmierzeiten an, diese können durch das Zusammenfassen von Aufträgen für gleiche Werkstücke reduziert werden.")
88
3. Modell Schichtpräferenzen. Bestimmte Werkstücke sollen nach Möglichkeit nicht in bestimmten Schichten gefertigt werden. Darüber hinaus sollen in bestimmten Schichten (Nachtschicht) keine neuen Werkstücke gestartet werden, d.h. im Idealfall wird der Auftrag in der vorhergehenden Schicht gestartet und läuft in der entsprechenden Schicht nur weiter. Minimierung der externen Vergaben. Vergaben an externe Firmen verursachen Kosten und sollen nach Möglichkeit vermieden werden. Minimierung der Kapitalbindung. Wenn Aufträge vorgezogen werden, wird Kapitalbindung verursacht. Diese soll möglichst reduziert werden.
 keine neuen Werkstücke gestartet werden, d.h. im Idealfall wird der Auftrag in der vorhergehenden Schicht gestartet und läuft in der entsprechenden Schicht nur weiter. Minimierung der externen Vergaben. Vergaben an externe Firmen verursachen Kosten und sollen nach Möglichkeit vermieden werden. Minimierung der Kapitalbindung. Wenn Aufträge vorgezogen werden, wird Kapitalbindung verursacht. Diese soll möglichst reduziert werden.")
89
3. Modell Als mögliche Freiheitsgrade stehen dabei folgende Möglichkeiten zur Verfügung: Bearbeitungszeitpunkt. Jedem TP kann im Rahmen der Möglichkeiten eine Schicht zugewiesen werden, in der der TP abgearbeitet werden soll. Bearbeitungsreihenfolge. Innerhalb einer Schicht kann festgelegt werden, in welcher Reihenfolge die Aufgaben abzuarbeiten sind. Verwendete Ressourcen. Falls alternative Ressourcen zur Bearbeitung eines TP zur Verfügung stehen, muss die zu verwendende Ressource festgelegt werden. Auswahl alternativer TP. Falls alternative Wege im PSP zur Verfügung stehen, muss die zu wählende Alternative festgelegt werden. Vergabe an externe Firmen. Falls Endtermine nicht eingehalten werden können, soll entschieden werden, welche TP an externe Firmen vergeben werden. Darüber hinaus sollten folgende Informationen ermittelt werden: Belegungsplan der Ressourcen. Es soll identifiziert werden, welche Ressourcen wann durch welchen TP belegt werden.

90
3. Modell Die Planung soll nach jedem MRP-Lauf wiederholt werden. Ein MRP-Lauf findet typischerweise einmal pro Tag während der Nachtschicht statt. Aufgrund der zyklischen Planung in einem rollierenden Horizont ergeben sich zusätzliche Anforderungen: Stabilität der kurzfristigen Belegungsplanung. Es sollen möglichst wenige Änderungen im Nahzeitraum erfolgen, so dass die Pläne für die beteiligten Mitarbeiter möglichst stabil bleiben. Absichern gegen Unsicherheiten. Es gibt drei wesentliche Unsicherheitsfaktoren: Plötzlich auftretende Ressourcenausfälle (Reparatur, Krankheit, …) Unvorhergesehene Aufträge (Service, Ersatzteil, Qualifizierungsphase) Schätzfehler für die Bearbeitungszeit (Kapazitätsbelastung der Ressourcen wurde über- bzw. unterschätzt) Zur Absicherung gegen diese Unsicherheitsfaktoren werden in der momentanen Praxis umfangreiche zeitliche Puffer in den PSP integriert. Hier gilt es, durch eine vorausschauende Planung diese Pufferzeiten (Liegezeiten) zu minimieren ohne die Robustheit des Systems zu beeinträchtigen.
 Unvorhergesehene Aufträge (Service, Ersatzteil, Qualifizierungsphase) Schätzfehler für die Bearbeitungszeit (Kapazitätsbelastung der Ressourcen wurde über- bzw. unterschätzt) Zur Absicherung gegen diese Unsicherheitsfaktoren werden in der momentanen Praxis umfangreiche zeitliche Puffer in den PSP integriert. Hier gilt es, durch eine vorausschauende Planung diese Pufferzeiten (Liegezeiten) zu minimieren ohne die Robustheit des Systems zu beeinträchtigen.")
91
3. Modell 3. Konzeptionelle Festlegungen Zeitraster
Ziel ist ein genereller Unternehmens- / Werkstattkalender, auf den Planungshorizonte Rückmelde-/Planungszyklen Aktive/Stillstandszeiten Schichtkalender abgebildet werden können. Ggf. ist dieses Zeitmodell (teilweise) aus den jetzt vorgesehenen Leitständen zu übernehmen (und die InVorMa-Ablaufsteuerung in diesen Leitstand zu integrieren).
 aus den jetzt vorgesehenen Leitständen zu übernehmen (und die InVorMa-Ablaufsteuerung in diesen Leitstand zu integrieren).")
92
3. Modell Auch wegen der Verwendung von InVorMa über die Unternehmen S. und P. hinaus, schlagen wir vor, die Zeitrasterung flexibel zu wählen. Es sollen mindestens zwei Bereiche differenziert werden: Ein Kurzfristbereich, in dem die planerischen Vorgaben umzusetzen/zu realisieren sind und nicht mehr geplant wird. Der Planungszyklus, der angibt, wann und nach welchem zeitlichen Abstand die Planung wiederholt wird, ist kleiner oder maximal gleich groß wie dieser Kurzfristbereich. Der Kurzfristbereich sollte aber nicht größer als eine Woche gewählt werden. Ein mittelfristiger Bereich, der zur Bildung der Auftragsreihenfolge, der Rüstoptimierung, der Bereitstellung der Materialien, der Werkzeuge, der Förderhilfsmittel, Lagerplätze usw. verwendet werden. Ebenso sind hier Losgrößen, Schichtmodelle und Fremdvorgaben zu nennen.

93
3. Modell Kurzfristbereich: Zeiteinheit 0,1 Stunde Horizont 3 – 5 Arbeitstage Planungszyklus Schicht Rückmeldedetaillierung 0,1 Stunde Mittelfristbereich: Zeiteinheit Schicht/Arbeitstag Horizont ≤ 60 Arbeitstage Planungszyklus Tag

94
3. Modell Ressourcen Als Ressourcen, die nur in begrenzten Quantitäten zur Verfügung stehen, wollen wir Menschen Arbeitsmittel zur Wandlung von Material Maschinen Werkzeuge Werkzeugaufbereitung Werkzeugvoreinstellung Instandhaltung Arbeitsmittel zur Wandlung von Information Programmiertools Programmierarbeitsplätze Arbeitsmittel zur Wandlung von Energie Arbeitsmittel zur Raumüberbrückung Fördermittel Förderhilfsmittel

95
3. Modell Arbeitsmittel zur Zeitüberbrückung Lagerplätze Lagermittel
Lagerhilfsmittel Arbeitsmittel zur Wandlung des Zustands Prüfplätze Prüfmittel Arbeitsgegenstände unterscheiden. Einige dieser Ressourcen stehen 24 h am Tag, 7 Tage in der Woche zur Verfügung. Für Menschen gilt dies nicht; sie stehen nur im Rahmen ihres Schichtmodells bereit. Gewisse Maschinen, wie ein Bildschirmarbeitsplatz, sind nur produktiv, wenn sie mit einem Menschen besetzt sind. Ggf. kann ein Mensch mehrere Maschinen gleichzeitig bedienen/überwachen. Werkstücke/Materialien müssen für die Auftragserfüllung bereitgestellt werden, sie sind jedoch nicht Arbeitsmittel, sondern Arbeitsobjekt.

96
3. Modell Im Rahmen des grundsätzlichen Zeitmodells sind also Verfügbarkeiten im Sinne eines Bestandes zu Zeitpunkten (bspw. Anzahl der Menschen und der Maschinen) und / oder Verfügbarkeiten im Sinne eines Arbeitspotentials für einen Zeitraum (verfügbare Anzahl von Arbeitsstunden je Zeitabschnitt) anzugeben. Für Menschen sind Schichtmodelle vorzusehen.
 und / oder Verfügbarkeiten im Sinne eines Arbeitspotentials für einen Zeitraum (verfügbare Anzahl von Arbeitsstunden je Zeitabschnitt) anzugeben. Für Menschen sind Schichtmodelle vorzusehen.")
97
3. Modell Qualifikationen
Die einfachste Vorgehensweise besteht darin, einen Teilprozess (TP) einem Arbeitsmittel und/oder einem Menschen (ein)eindeutig zuzuordnen. Für alternative Prozesspläne und Teilprozesse bleibt dann genauso wenig Raum wie für deren situationsabhängige Auswahl. Die Planung beschränkt sich auf die ausschließliche Festlegung der Bearbeitungsreihenfolge einzelner Aufträge auf einzelnen Maschinen. Da wir im Rahmen von InVorMa flexibler sein wollen, gehen wir von einer Kennzeichnung einzelner Teilprozesse hinsichtlich der für sie erforderlichen qualitativen Kapazität von einer optimierenden Zusammenfassung einzelner Teilprozesse zu alternativen Prozessplänen von einer Klassifizierung der Leistungsfähigkeit (qualitativ und quantitativ) einzelner Arbeitsmittel aus.
 einem Arbeitsmittel und/oder einem Menschen (ein)eindeutig zuzuordnen. Für alternative Prozesspläne und Teilprozesse bleibt dann genauso wenig Raum wie für deren situationsabhängige Auswahl. Die Planung beschränkt sich auf die ausschließliche Festlegung der Bearbeitungsreihenfolge einzelner Aufträge auf einzelnen Maschinen. Da wir im Rahmen von InVorMa flexibler sein wollen, gehen wir. von einer Kennzeichnung einzelner Teilprozesse hinsichtlich der für sie erforderlichen qualitativen Kapazität. von einer optimierenden Zusammenfassung einzelner Teilprozesse zu alternativen Prozessplänen. von einer Klassifizierung der Leistungsfähigkeit (qualitativ und quantitativ) einzelner Arbeitsmittel aus.")
98
3. Modell Um eine rechnerunterstützte Zuordnung von Arbeitsmittel und Arbeitsgegenstand im Rahmen eines Teilprozesses bzw. eines Prozessplans vornehmen zu können, gehen wir von einer geeigneten Klassifikation aus. Diese muss Arbeitsgegenstand und Arbeitsmittel abdecken. Ggf. ergibt sich die klassifizierende Beschreibung der Anforderungen eines Teilprozesses erst im Rahmen der planerischen Beschreibung eines Teilprozesses. Vergleichbar müssen bei der Kombination von Menschen und Maschinen die resultierende Leistungsfähigkeiten konstruktiv kombinierend gestaltet werden können.

99
3. Modell Prozessplan Prozesspläne werden der Ablaufsteuerung vorgegeben. Wir gehen davon aus, dass ein Prozessplan komplett abgearbeitet wird und die Ablaufsteuerung keine Prozesspläne miteinander zu neuen Prozessplänen kombiniert. Die einzige Situation, in der ein solcher Wechsel möglich sein könnte, ist in der Rückmeldung denkbar, wenn der Wechsel zu einem anderen Prozessplan und ein definierter Bearbeitungsstand rückgemeldet wird. Ein Prozessplan kann beliebig viele Teilprozesse umfassen. Eine Überlappung wird ausgeschlossen. Alternative Pfade sind zugelassen. Die Dauer eines Teilprozesses kann zwischen 0,1 Stunden und 240 Stunden betragen. Während eines Teilprozesses wird ein Arbeitsplatz (als „führendes“ Arbeitsmittel gekennzeichnet) vollständig in Anspruch genommen. Dies ist für Lagerplätze und Fördermittel noch zu diskutieren.
 vollständig in Anspruch genommen. Dies ist für Lagerplätze und Fördermittel noch zu diskutieren.")
100
3. Modell Für jeden Teilprozess kann ein frühester Starttermin und ein spätester Endtermin vorgegeben werden. Für jeden Auftrag kann ein frühester Starttermin und ein spätester Endtermin vorgegeben werden. Für jeden Teilprozess kann die Dauer explizit Rüstdauer und Bearbeitungsdauer (je Stück) oder das Bearbeitungsvolumen in Stunden angegeben werden. Es ist festzulegen, ob eine Bearbeitung unterbrochen werden darf. Falls ja, sind die Bedingungen zu nennen.
 oder. das Bearbeitungsvolumen in Stunden. angegeben werden. Es ist festzulegen, ob eine Bearbeitung unterbrochen werden darf. Falls ja, sind die Bedingungen zu nennen.")
101
3. Modell Zielsetzungen Ziele, die üblicherweise zu Zielfunktionen verknüpft werden, sind die Minimierung der Fertigungskosten, der Rüstkosten und der Kapitalbindungskosten. Das macht nur Sinn, wenn Zeitanteile, in denen weder gefertigt noch gerüstet wird, auch keine Kosten verursachen. Wenn aber die Maschine oder der Werker sowieso bezahlt werden müssen, macht das Bezahlen für das Nichtstun oder das Bezahlen für das unnötige (Um-)Rüsten einer Maschine keinen großen Unterschied. Also heißt das mit anderen Worten: wenn wir die Rüstzeiten minimieren (wollen), dann müssen wir auch in der Lage sein, die Werker nach Hause zu schicken – ohne Fertigungslohn zu bezahlen. Anders sieht das in einer Engpass-Situation aus: Jede Minute, die nicht gearbeitet und auf einen Auftrag aufgeschrieben wird, ist verschwendet. Also müssen wir, solange wir die verfügbaren Ressourcen und die durch sie verursachten Kosten noch gestalten können, den bestmöglichen Plan mit dem gerade noch machbaren Ressourcenangebot ermitteln und dann diesen Plan umsetzen.
Rüsten einer Maschine keinen großen Unterschied. Also heißt das mit anderen Worten: wenn wir die Rüstzeiten minimieren (wollen), dann müssen wir auch in der Lage sein, die Werker nach Hause zu schicken – ohne Fertigungslohn zu bezahlen. Anders sieht das in einer Engpass-Situation aus: Jede Minute, die nicht gearbeitet und auf einen Auftrag aufgeschrieben wird, ist verschwendet. Also müssen wir, solange wir die verfügbaren Ressourcen und die durch sie verursachten Kosten noch gestalten können, den bestmöglichen Plan mit dem gerade noch machbaren Ressourcenangebot ermitteln und dann diesen Plan umsetzen.")
102
3. Modell Auf Störungen/“Eilaufträge“ ist differenziert zu reagieren: Im Umfeld zusätzlicher Aufträge reagieren wir nach Bestellpunktprinzip, also nachregelnd, auf Aufträge, die aus irgendwelchen Gründen nicht bearbeitet werden können, reagieren wir nach Bestellzyklusprinzip. Während des aktuellen Tages, an dem wir weder mit einer Änderung der Plandaten noch mit einer geänderten Planung reagieren können, gilt nur eine Größe: Oberstes und einziges Ziel ist die Gewährleistung der Termin-/Liefertreue im Rahmen des festgelegten Schichtmodells. Gleichrangig und – wenn keine Störungen vorliegen – gleichbedeutend ist das Vermeiden weiterer Stillstandszeiten. In der kurzfristigen Betrachtung gilt nur eines: Die Minimierung der Kosten im Rahmen der durch die Mittelfristplanung festgelegten Grenzen. In der Mittelfristplanung gilt analog: Die Minimierung der Kosten im Rahmen der von außen festgelegten Grenzen. Beeinflusst werden können in der Regel nicht die Kapitaldienste für die Maschinen. Ob Maschinen gekauft oder geleast werden, wollen wir hier nicht betrachten.

103
3. Modell Beeinflusst werden können
die Kapitalbindungskosten durch die Wahl der Beschaffungstermine (kein s-,Q-Denken!), die Losgröße und differenzierte Sicherheiten. die Rüstkosten durch geeignete Auftragsreihenfolgen, vor allem aber durch die Dimensionierung der Anzahl der Werker, die mit Rüsttätigkeiten (auch CAM-Arbeitsplätze!) beaufschlagt sind. Hier müssen wir jegliche Leerzeit von Mensch und Maschine durch geeignete Losgrößen und Auftragsreihenfolgen vermeiden. die Kosten für die Werker, in dem wir deren Schichtmodelle einschließlich der Fremdkapazitäten optimieren. Mittelfristig ist die Anzahl der Werker unter Beachtung deren Qualifikation zu optimieren. die Materialkosten, in dem wir zu geschickten Zeitpunkten und in einem situativ günstigen Zustand einkaufen. die Stillstandszeiten für die Wartung die Lieferfähigkeit und die Liefertreue durch flexible Schichtmodelle.
, die Losgröße und differenzierte Sicherheiten. die Rüstkosten durch geeignete Auftragsreihenfolgen, vor allem aber durch die Dimensionierung der Anzahl der Werker, die mit Rüsttätigkeiten (auch CAM-Arbeitsplätze!) beaufschlagt sind. Hier müssen wir jegliche Leerzeit von Mensch und Maschine durch geeignete Losgrößen und Auftragsreihenfolgen vermeiden. die Kosten für die Werker, in dem wir deren Schichtmodelle einschließlich der Fremdkapazitäten optimieren. Mittelfristig ist die Anzahl der Werker unter Beachtung deren Qualifikation zu optimieren. die Materialkosten, in dem wir zu geschickten Zeitpunkten und in einem situativ günstigen Zustand einkaufen. die Stillstandszeiten für die Wartung. die Lieferfähigkeit und die Liefertreue durch flexible Schichtmodelle.")
104
3. Modell Robustheit In der Materialwirtschaft werden die drei bekannten Risiken unterschieden: Zugangsrisiken für den Zugang von Material, Abgangsrisiken für die Unwägbarkeit beim Kunden und Bestandsrisiken für eigene Schlampereien. Wir orientieren uns an diesen Größen und dehnen die Betrachtung auf alle Arten von Ressourcen aus: Haben wir die richtigen Ressourcen zum richtigen Zeitpunkt, in der richtigen Qualität usw. usw. usw. bestellt/disponiert? Rufen unsere Kunden / Benötigen wir selbst diese Ressourcen in der geplanten Art und Weise? Ist der Bestand an Ressourcen und Qualifikationen richtig geplant und entsprechen diese Ressourcen dem, was wir brauchen und was wir geplant haben?

105
3. Modell Und dann heißt „robust“: Egal was passiert, wir können unsere Termine ohne zusätzliche Kosten einhalten. Das heißt zwei Dinge: Die Ressourcen liegen da, wo sie gebraucht werden. Zusätzliche Kosten werden verursachungsgerecht verrechnet – ein zusätzliches Umrüsten trägt der Eilauftrag, nicht die Allgemeinheit, die Fremdkapazität bezahlt die Maschine, die gerade ausgefallen ist. Vielleicht bekommt sie dann längerfristig überhaupt keine Aufträge mehr. Reserven bei einer Einzel-/Kleinserienfertigung können keine Material-/ Produktbestände sein – niemand braucht eine zusätzliche Spritzgussform oder 20 zusätzliche Stempel. Also kann es nur darum gehen, früher, nicht mehr zu produzieren – ein „Mehr“ ist der sicherste Weg, unnötige Kosten zu produzieren, sogar ohne Risiko. Aber dieser zeitliche Puffer muss überall eingebaut werden; es nützt nichts, wenn wir alles 1 Woche „zu früh“ machen, aber einen kritischen Pfad haben, auf dem dann prompt das Unglück passiert.

106
3. Modell Das ist trivial. Weitere Sachverhalte, die wir bei der Planerstellung berücksichtigen müssen, sind einerseits die Schätzung der Zeiten und andererseits die Platzierung der Reserven. Wenn wir bspw. eine Woche nur einen Auftrag nach dem anderen auf einer Maschine einplanen, die wir noch nie gemacht haben und 20 % Mehraufwand überhaupt nichts Ungewöhnliches sind, dann sind wir selbst am Terminverzug schuld. Und wenn ein Werker dem anderen den Hammer aus der Hand nimmt, auf der anderen Seite aber dann zwei Monate alle fehlen, dann haben wir uns auch hier ähnlich unklug verhalten. Also haben wir ein vernünftiges Maß zu finden, wie wir in einer Zeit mit vielen neuen/unsicheren Aufträgen möglicherweise trotz größter Terminnot stabilisierende Faktoren einbauen, Fremdkapazitäten rechtzeitig involvieren oder auf alternative Prozesspläne umstellen. Und dann bitte vor der Katastrophe proaktiv mit einem neuen Plan reagieren.

107
3. Modell Aufgabenstellung
Welche Aufgaben sind im Rahmen der Entscheidungsfindung zu leisten? Entwickeln Sie eine mögliche Zielfunktion! Entwickeln Sie ein mathematisches Modell, das wir für die Festlegung der Bearbeitungsreihenfolgen und -termine verwenden können!

108
3. Modell Aufgabe 3: Gegeben seien zwei mit einem gespannten Draht verbundene Konservendosen. Ist das ein „gutes“ Modell zur Erklärung Ihrer Telefonanlage? Was ist Ihrer Meinung nach der wesentliche Fehler? Aufgabe 4: Gegeben sei folgende Rechenaufgabe: „Ein Blumenbeet ist 1,5 m lang. Der Abstand zwischen 2 Blumen ist 50 cm. Wie viele Blumen stehen in einer Reihe?“ Welches Modell liegt dieser Aufgabe zugrunde?

109
3. Modell Aufgabe 5: In die Produktionsprogrammplanung (siehe Produktionsplanung und -steuerung) wird neben den 3 Bohrmaschinen ein externer Dienstleister eingeführt, der beliebig viel Kapazität bereitstellen kann. Die Kosten für die einzelnen Erzeugnisse sind bekannt. Wie verändert sich das Modell? Aufgabe 6: Die Kosten des externen Dienstleisters sind in allen Fällen (alle Erzeugnisse, alle Bohrmaschinen) niedriger als die Kosten des Unternehmens. Wie verändert sich das Modell jetzt? Was heißt das? Aufgabe 7: Das „“-Zeichen für die Erzeugnisse E1, E2, E3, E4 wird in „<„ geändert. Was heißt das? Und was heißt „“?
 wird neben den 3 Bohrmaschinen ein externer Dienstleister eingeführt, der beliebig viel Kapazität bereitstellen kann. Die Kosten für die einzelnen Erzeugnisse sind bekannt. Wie verändert sich das Modell Aufgabe 6: Die Kosten des externen Dienstleisters sind in allen Fällen (alle Erzeugnisse, alle Bohrmaschinen) niedriger als die Kosten des Unternehmens. Wie verändert sich das Modell jetzt Was heißt das Aufgabe 7: Das „ -Zeichen für die Erzeugnisse E1, E2, E3, E4 wird in „<„ geändert. Was heißt das Und was heißt „")
110
Verfügbarkeit in diesem Monat
3. Modell Aufgabe 8: Produkt I und Produkt II werden aus demselben Rohstoff und auf denselben Maschinen hergestellt. Welche Mengen von Prod. I bzw. Prod. II sollen in diesem Monat produziert werden, damit der Gewinn maximal ausfällt? (Antwort: 25 Stück Prod. I; 60 Stück Prod. II, erzielbarer Gewinn € 5.400,00) Bedarf pro Stück Verfügbarkeit in diesem Monat Prod. I Prod. II Rohstoff (kg) 2 1 110 Masch.‘Std. auf A 4 160 Masch.‘Std. auf B 200 Prod. I Prod. II Ziel: Gewinn (€/Stück) 120 40 maximal
 Bedarf pro Stück. Verfügbarkeit in diesem Monat. Prod. I. Prod. II. Rohstoff (kg) Masch.‘Std. auf A Masch.‘Std. auf B Prod. I. Prod. II. Ziel: Gewinn (€/Stück) maximal.")
111
3. Modell Aufgabe 9: Erstellen Sie ein verbales (Sprache + Grafik) Strukturmodell einer Spülmaschine. Das Modell soll dazu dienen den Wasserfluss im Gerät zu beschreiben. Erstellen Sie ein verbales Verhaltensmodell einer Postfiliale mit 5 Schaltern und einer gemeinsamen Warteschlange für alle Schalter (bspw. die Filiale in der Paderborner Liliengasse). Kunden können mitgebrachte Sendungen aufgeben oder im Laden etwas kaufen. Gehen Sie insbesondere auf das Verhalten der Warteschlange ein und die Zuordnung von Kunden zu Schaltern. Erstellen Sie ein verbales Funktionsmodell einer gelungenen Silvesterparty. Beachten Sie die Teilnehmer, den zeitlichen Ablauf, die nötigen Verbrauchs- und Gebrauchsmittel, den Ort und ggf. die gegenseitigen Abhängigkeiten. Erläutern Sie Ihre Lösung.
 Strukturmodell einer Spülmaschine. Das Modell soll dazu dienen den Wasserfluss im Gerät zu beschreiben. Erstellen Sie ein verbales Verhaltensmodell einer Postfiliale mit 5 Schaltern und einer gemeinsamen Warteschlange für alle Schalter (bspw. die Filiale in der Paderborner Liliengasse). Kunden können mitgebrachte Sendungen aufgeben oder im Laden etwas kaufen. Gehen Sie insbesondere auf das Verhalten der Warteschlange ein und die Zuordnung von Kunden zu Schaltern. Erstellen Sie ein verbales Funktionsmodell einer gelungenen Silvesterparty. Beachten Sie die Teilnehmer, den zeitlichen Ablauf, die nötigen Verbrauchs- und Gebrauchsmittel, den Ort und ggf. die gegenseitigen Abhängigkeiten. Erläutern Sie Ihre Lösung.")
112
3. Modell Modellierung Modellierung ist der Prozess der Überführung eines Realitätsausschnittes in ein Modell. Eine Modellierungsmethode ist eine Methode, mit deren Hilfe ein Subjekt einen bestimmten Typ von Aufgaben löst, indem es ein Modell herstellt (zweckentsprechend) und zur Informationsgewinnung über das Original benutzt. Eine Modellierungsmethode umfasst immer Konstrukte mit spezieller Bedeutung (Semantik), Regeln zur richtigen Benutzung der Konstrukte (Syntax), und eine Beschreibung zur Vorgehensweise bei der Modellierung.
 und zur Informationsgewinnung über das Original benutzt. Eine Modellierungsmethode umfasst immer Konstrukte mit spezieller Bedeutung (Semantik), Regeln zur richtigen Benutzung der Konstrukte (Syntax), und eine Beschreibung zur Vorgehensweise bei der Modellierung.")
113
3. Modell Fertigungsanlage

114
3. Modell Konstrukte zur Erstellung der Ablaufstruktur (unbewegliche Elemente)
")
115
3. Modell Eingabe der „beweglichen Elemente“

116
3. Modell Walzwerk

117
3. Modell Entscheidungstabellen „Verteilen von Stellbock / WWZ-Waage“

118
3. Modell Entscheidungstabellen „Verteilen von Walze / Verteilen von WWA-Waage“ Entscheidungstabelle „Verteilen von Pal-Aus“

119
3. Modell Entscheidungstabelle „Verteilen von Pal-Ein“
Entscheidungstabelle „Verteilen von WW-ÜST“

120
3. Modell Kriterien zur Methodenauswahl
Benutzereffizienz Zeitaufwand für Datensammlung und Aufbereitung, sowie Erstellung einer korrekten Beschreibung. Benutzerfreundlichkeit Erlernbarkeit, die Ergonomie und die Unterstützung des Benutzers. Eindeutigkeit Inwiefern wird eine bestimmte Beschreibung von verschiedenen Benutzern so gleich verstanden, das es keine Widersprüche gibt, und alle notwendigen Informationen bereit stehen. Flexibilität Anwendungsbreite bezüglich unterschiedlicher Aufgaben. Darstellbarkeit Welche Sichten sind abbildbar? Wie können sie integriert werden?

121
3. Modell Kriterien zur Methodenauswahl
Interpretierbarkeit Anschaulichkeit des erstellten Modells. Abhängig von der Modularität, Umfang und Redundanz der Beschreibung, Übersichtlichkeit und der erforderlichen Qualifikation des Benutzers. Veränderung des Detaillierungsgrades Verfeinerung der Darstellung ebenso wie ggf. die Zusammenfassung zu übergeordneten Strukturen. Manipulierbarkeit Inwiefern können einzelne Elemente verändert werden, und werden Abhängigkeiten sichtbar? Analysierbarkeit Menge an Methoden, mit denen das Modell untersucht werden kann. Rechnerunterstützung Existenz von unterstützenden Software-Tools.

122
3. Modell Aufgabe 10: Zur Modellierung von Produktionssystemen erhalten Sie einen Baukasten „Fischertechnik“. Diskutieren Sie die Kriterien zur Methodenauswahl. Aufgabe 11: Beschreiben Sie die wesentlichen Eigenschaften eines Modells Erläutern Sie die Begriffe Abbildungsmerkmal, Verkürzung und Pragmatik. Was bedeutet Struktur- und Verhaltensanalogie? Was ist ein operatives Modell, und über welche Schritte gelangt man zu einem solchen Modell? Nennen Sie mindestens 5 Kriterien zur Auswahl einer Modellierungsmethode. Gliedern Sie einen handelsüblichen Kompressor-Kühlschrank mit Eisfach in Sub- und Teilsysteme. Erstellen Sie ein Funktions-, Verhaltens- und Strukturmodell. Systeme lassen sich nach den Kriterien „statisch/dynamisch“ und „offen/geschlossen“ klassifizieren. Erläutern Sie beide Klassen und geben Sie jeweils ein Beispiel.

Ähnliche Präsentationen

 auf.>")





>")




 Prof. Th. Ottmann.>")


>")



